SER04989020_YVL88II Service_J.pdf - 第173页
3- 152 SER04989020 調整 第 3 章 7 9 傾き角度が 0 になったら、X Y 方向のズレを評価します。 Q F P の 4 辺に注目して、ランドパターンとの X Y 方向のズレ量を調べてくだ さい。 目視では実装状態の評価が難しい場合、拡大鏡を使うか、基板をコンベアに固 定して移動カメラで映像を観察してください。 基板原点を左下にして観察したときに Q F P が右側にズレている場合: + X 方向のズレ量 Q F…
3-
151
SER04989020
調整
第
3
章
7
3
再度 [ENTER]キーを押して、次のステップに進みます。
調整を中止したい場合は、[ESC]キーを押してください。
4
カメラ番号を入力し、[ENTER]キーを押します。
カメラ番号は視野の小さい順に1、2、3 となります。
5
R 方向のズレ量を入力し、[ENTER]キーを押します。
Step 1の評価結果より傾き角度を入力してください。
60443717-00
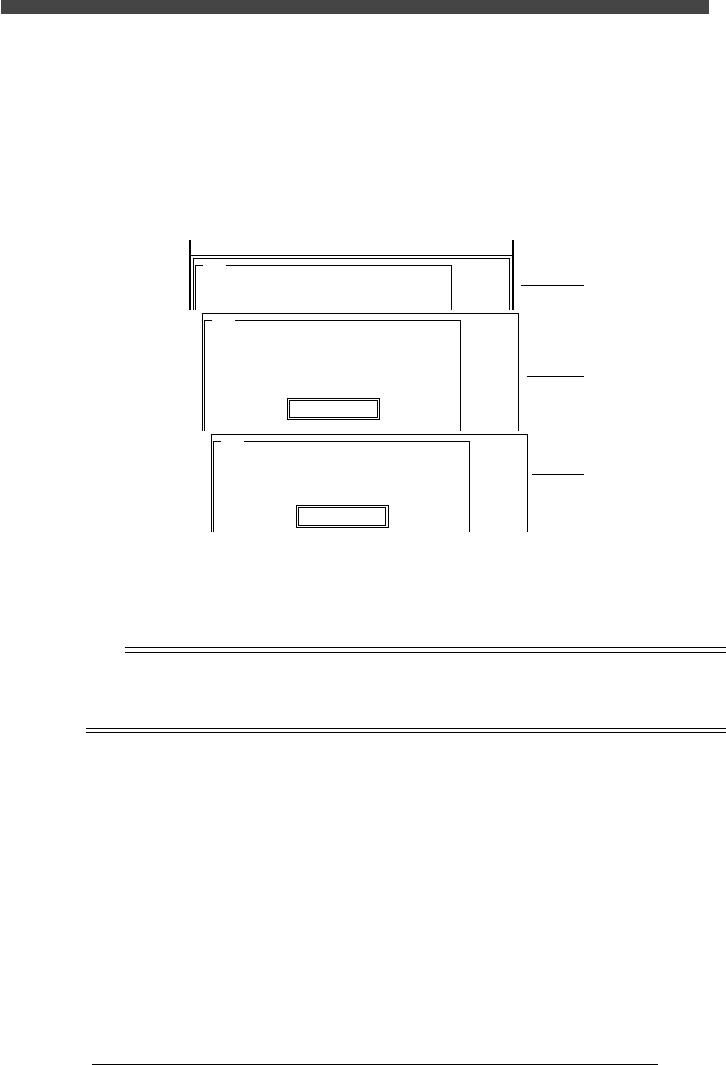
<<モード>> 3/マシン調整
A570
ビジョン認識では搭載した部品の傾きを修正します。
この調整は部品を調整用のテストボード上へ、FINEモードにて
試実装した結果を元に調整します。各カメラ毎に調整可能で、・・・
A580
試実装で部品を認識したシングル認識カメラ番号を入力してください。
キー入力終了後、[ENTER]キーを押してください。
[ESC]キーを押せば、調整を途中で止めます。
A584
部品の傾きを入力して下さい。
部品がパターンからどれだけ回転しているかという角度を入力
します。たとえば、+0.1度回転していたら+0.1と入力します。
・・・
カメラ番号 1
角度(deg.) +0.1
Step 5
Step 4
Step 3
6
入力値を確認して、再度 [ENTER]キーを押します。
入力値に基づいて、自動的に補正値が計算されます。
これにより、カメラ位置座標の中のシングル認識カメラR 値が補正されます。
n
要点
ヘッド1に関しては、この調整が完了すれば搭載角度による傾きズレは起こりません。もしズレが
起こる場合には部品情報を見直し、「シングル認識カメラスケール」の再調整をする必要がありま
す。
7
調整結果を保存します。
「B2 調整後データ保存」または「B0 データ保存後終了」を選択実行してくだ
さい。(保存したくない場合は、「B3 調整前データ復活」または「B7 強制終
了」を選択実行してください。)
8
搭載フィードバックによる微調整の効果を確認します。
再び基板に部品を搭載して、実装状態を確認してください。
傾き角度が0になるまで上記手順を繰り返してください。
3-
152
SER04989020
調整
第
3
章
7
9
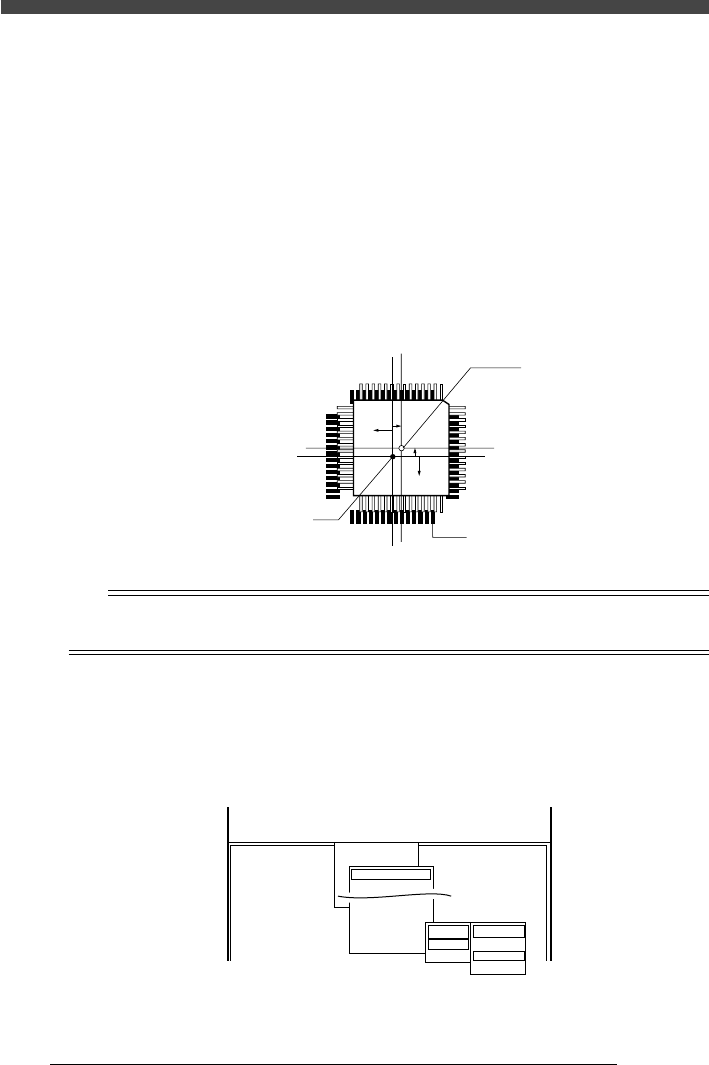
傾き角度が0 になったら、XY 方向のズレを評価します。
QFP の4 辺に注目して、ランドパターンとのXY 方向のズレ量を調べてくだ
さい。
目視では実装状態の評価が難しい場合、拡大鏡を使うか、基板をコンベアに固
定して移動カメラで映像を観察してください。
基板原点を左下にして観察したときに
QFP が右側にズレている場合:+ X 方向のズレ量
QFP が左側にズレている場合:- X 方向のズレ量
QFP が上側にズレている場合:+ Y 方向のズレ量
QFP が下側にズレている場合:- Y 方向のズレ量
■ XY 方向ズレ量
20443718-00
Y+
Y-
X+
X-
QFPの中心
ランドパターン
ランドパターンの中心
参考
ズレ量は部品のリードピッチやリード幅を基準にして求めてください。(QFP208-P0.50-30.6Wの
場合、リードピッチ0.5mm、リード幅0.2mmです。)
0
「搭載フィードバック」を実行します。
今度は、「搭載フィードバック」→「ビジョン」→「X,Y 位置ずれ」を選択実
行してください。
60443719-00
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 3/マシン調整
<コマンドリスト> B/ファイル操作
B1 調整項目選択
調整・検索対象
搭載フィードバック
認識装置
ビジョン
レーザー
調整対象
全体の傾き
X,Y位置ずれ
角度の補正
3-
153
SER04989020
調整
第
3
章
7
q
再度 [ENTER]キーを押して、次のステップに進みます。
調整を中止したい場合は、[ESC]キーを押してください。
w
搭載角度「0:180 度」を確認し、[ENTER]キーを押します。
この調整では0 度・180 度搭載していますので、そのまま[ENTER]キーを押
してください。
e
ズレ量を入力し、[ENTER]キーを押します。
Step 9の評価結果を基に、0 度と 180 度搭載の「X と Y 方向」のズレ量をそ
れぞれ入力してください。
60443720-00
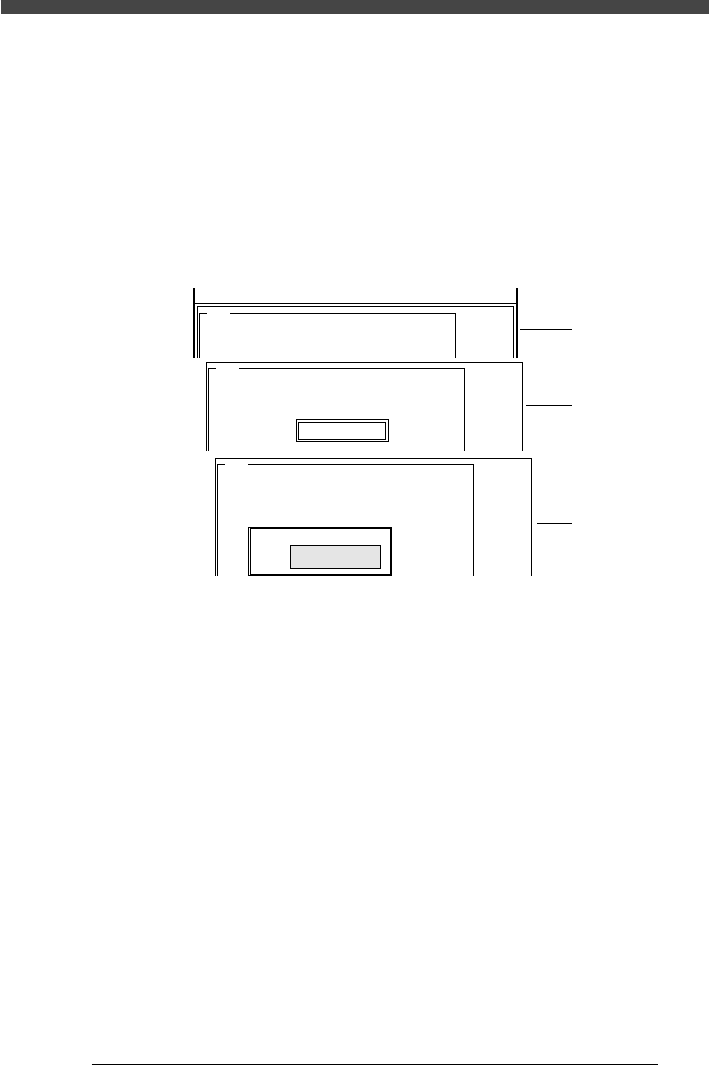
<<モード>> 3/マシン調整
A572
ビジョン認識で搭載した部品のX,Y位置ずれを修正します。
この調整は部品を調整用のテストボード上へ、FINEモードにて0度
と180度・・・
A583
試実装で部品を搭載したパターンを選択して下さい。
キー入力終了後、[ENTER]キーを押してください。
[ESC]キーを押せば、調整を途中で止めます。
A586
部品のズレ量を、下の編集ウインドウに入力してください。
認識装置: ビジョン
実装角度: 0:180度
ヘッド番号: 1
全項目・・・
レーザー
X方向 Y方向 R方向
ビジョン
0度
180度
0.00
0.00
0.00
0.00
X方向 Y方向
搭載角度 0:180度
Step 13
Step 12
Step 11
r
入力した値を確認して、再度 [ENTER]キーを押します。
入力値に基づいて、自動的に補正値が計算されます。
t
調整結果を保存します。
「B2 調整後データ保存」または「B0 データ保存後終了」を選択実行してくだ
さい。(保存したくない場合は、「B3 調整前データ復活」または「B7 強制終
了」を選択実行してください。)
y
搭載フィードバックによる微調整の効果を確認します。
再び基板に部品を搭載して、実装状態を確認してください。
XY 方向の搭載ズレ量が 0 になるまで、上記手順を繰り返してください。
u
ズレ量が0 になったら終了します。
引き続き、「QFP モード」での搭載実行に移ります。