SER04989020_YVL88II Service_J.pdf - 第168页
3- 147 SER04989020 調整 第 3 章 7 5 「搭載情報」画面を開いて、使用するヘッドとランドパターン を指定します。 1. [F3] キーを押してから、 「搭載情報」を選択実行します。 3 2 . 搭載するランドパターンに対してヘッド 1 が指定されていることを確認し、 それらを「実行」に設定します。 使用しないランドパターンは「スキップ」に設定してください。 (実行 / ス キップの切替えは、 [SPACE]キ ー…
3-
146
SER04989020
調整
第
3
章
7
4
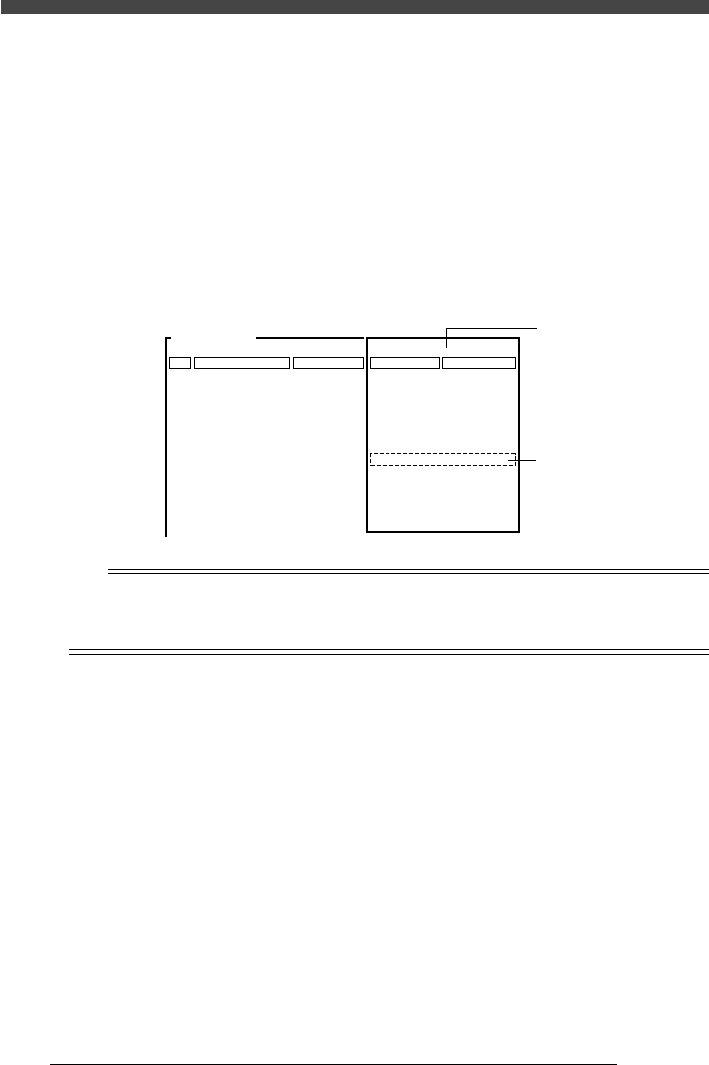
「装着動作」を指定します。
1. [F4]キーを押してサブ画面を「吸装着情報」に切り替え、カーソルを「装
着動作」に移します。
4
2. [SPACE] [INS] または [DEL]キーを押して、「装着動作」を「FINE タイプ」
に指定します。
c
60443711-00
基板
編集
編集項目
吸装着情報
:
:
:
:
:
:
:
:
:
:
:
:
:
:
1
2
3
4
5
6
7
8
9
10
11
12
13
14
<<<アプリケーション>>> 2/データ/M
<<モード>> 1/データ編集
:
:
CUK_92001_1
部品情報
No.
部品名 コメント
0.3
0.20
0.20
特殊返却処理
2
FINEタイプ
20
100
通常チェック
0.5
0.2
10
10
QFP208-p0.50
吸着角度 °
吸着
タイマー s
装着タイマー s
吸着高さ mm
装着高さ mm
廃棄方法
リトライ回数
装着動作
装着
スピード %
吸着
スピード %
真空
センサチェック
吸着真空圧 %
装着真空圧 %
サブ画面
このデータを
変更する
n
要点
「装着動作」設定には、「通常」・「QFPタイプ」・「FINEタイプ」の3種類があります。最初は
「FINEタイプ」で調整を行います。「FINEタイプ」での調整が終了した後、「装着動作」を
「QFPタイプ」に変えて再度調整します。
3-
147
SER04989020
調整
第
3
章
7
5
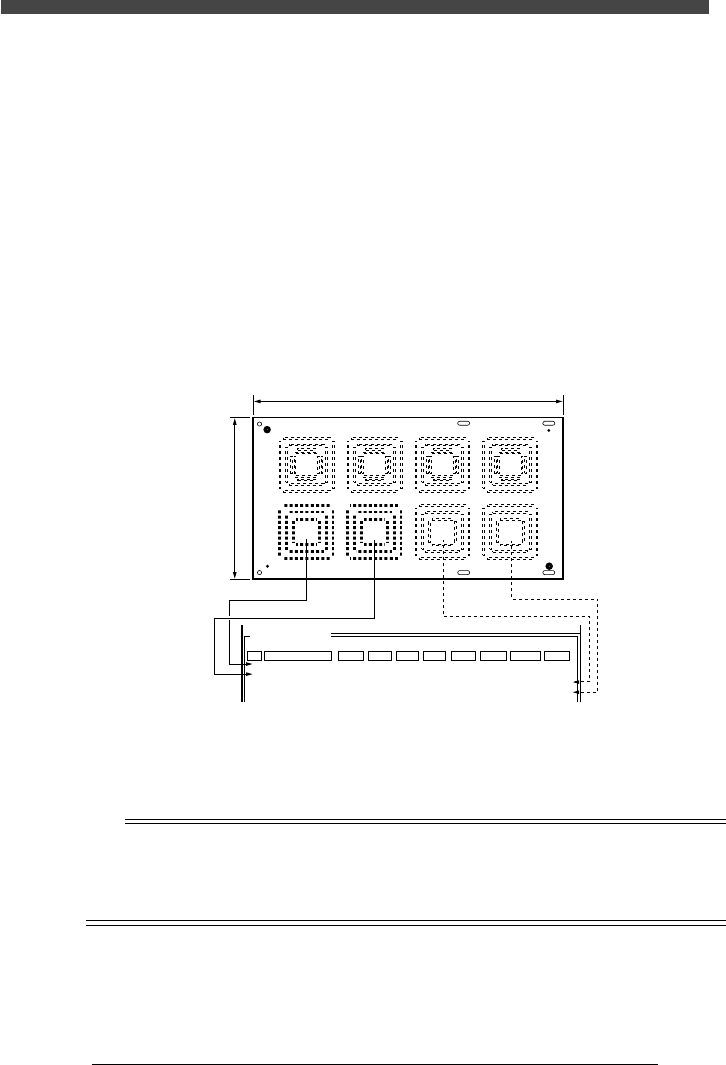
「搭載情報」画面を開いて、使用するヘッドとランドパターン
を指定します。
1. [F3]キーを押してから、「搭載情報」を選択実行します。
3
2. 搭載するランドパターンに対してヘッド1 が指定されていることを確認し、
それらを「実行」に設定します。
使用しないランドパターンは「スキップ」に設定してください。(実行 / ス
キップの切替えは、[SPACE]キー、[INS]キー、または [DEL]キーを押しま
す。
c
20443712-01
YAMAHA MOTOR CO.,LTD. IM DIVISION
TEST BOARD CUK-92001-1
基板名 :CUK_92001_1
OBJ: 搭載情報
No.
1
2
3
4
部品
10
10
10
10
XY
81.03
81.03
81.05
81.06
R ヘッド
1
1
1
1
フィデュ
1
1
1
1
実行ランドパターン名称
バッド
1
1
1
1
P=0.5 P=0.5 P=0.5 P=0.5
P=0.65 P=0.65 P=0.65 P=0.65
0.00
180.00
0
180.00
29.01
83.02
137.05
191.07
240
128
QFP_0.5p
QFP_0.5p
QFP_0.5p
QFP_0.5p
実行
実行
スキップ
スキップ
6
基板データを保存します。
[ESC]キーを2回押してから、「D/0 基板データ保存、終了」を選択実行して
ください。
参考
基板データの修正は、「1/オペレーション/M」→「1/自動運転」で基板切り替えをしてから、
「2/データ情報」モードで修正してもかまいません。ただし、「1/自動運転」モードに入ったとき
に運転モニター表示が「リセット状態」でない場合は、「E/中止終了」→「E2/リセット」を実行
して修正データを更新する必要があります。
3-
148
SER04989020
調整
第
3
章
7
7
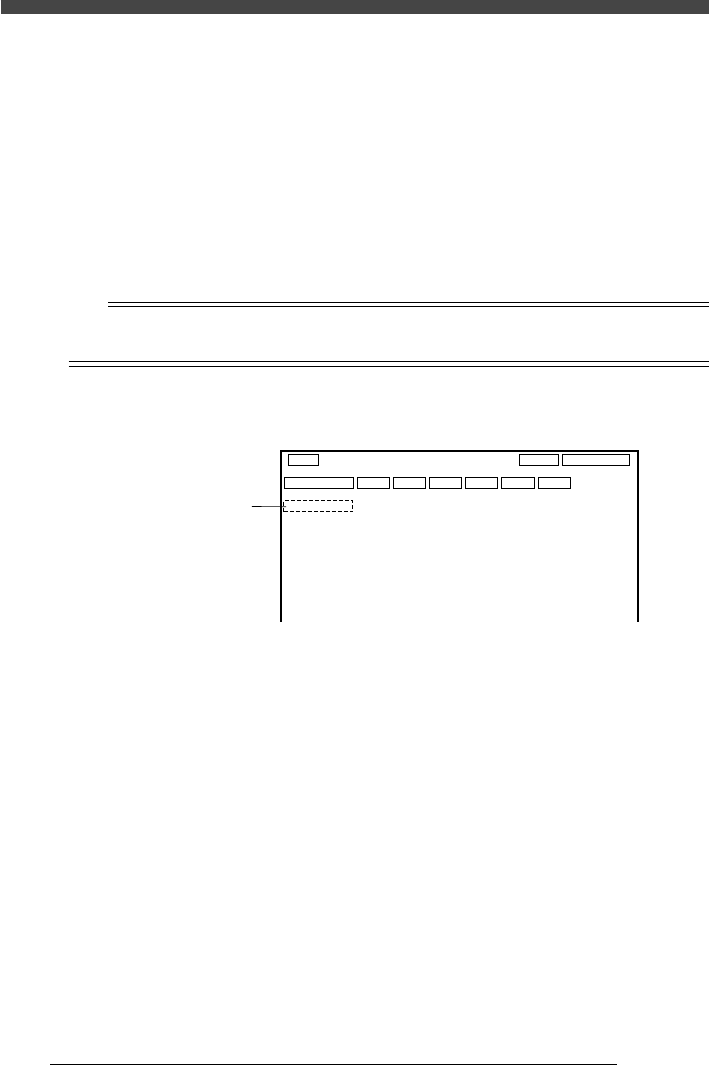
「機械座標」の「FINE 角度」を確認します。
FINEモードでの搭載を行う場合には、部品を認識するときの角度の収束範囲
を示す「FINE角度」を設定します。
1.「3/2/A1 編集ファイル切替」を選択実行します。
2.「機械座標」を選択実行し、編集カーソルを「FINE角度」に合わせます。
3. [SPACE]、[INS] または [DEL]キーを押して、「FINE角度」を “0.02” に設
定します。
c
n
要点
より小さな角度を指定すると角度精度は向上しますが、収束せずに部品を廃却したり、収束までに
時間がかかりサイクルタイムに影響する場合があります。
■ 機械座標の編集画面
60443102-00
対象名
X
機械座標
ビームセンサー
FINE角度
リード浮き検出 1
リード浮き検出 2
ロケートピン基準
基板外形基準
待機位置
廃棄位置
基板面/固定トレイ
リファレンスマーカー高さ
同時吸着範囲
YZ
編集中
0.00
-5.00
30.00
52.27
0.00
0.50
0.00
0.00
0.00
194.63
194.63
400.00
250.21
0.20
0.00
0.00
0.00
161.26
161.26
400.00
79.85
0.20
R
フィーダー
0.00
0.00
0.00
52.27
1.00
100
種類
0.02
編集対象
このパラメーターを
確認する
8
マシンデータを保存します。
[ESC]キーを押してから、「A/0 保存、終了」を選択実行してください。
e
9
非常停止ボタンを押してから、コンベアユニットを調整しま
す。
基板に合わせて、ロケートピンやプッシュアップを調整してください。
0
用意した基板に部品固定用の両面テープを貼ります。