ALD-H-350A Manual.pdf - 第29页
第三章 测试程序的制作(入门篇) | 26 制作方法:可以在窗口右下角选择〔制作缩略图〕或在菜单〔程序编辑〕下选择制作缩略图, 然后选择适当比例单击〔制作缩略图〕按钮。缩小比例根 据板的大小而定,一般以缩略图窗 口能显示整个 PCB 的外形图像为宜。缩略图的移动可直接在图上按下左键托动或移动缩略图 窗口的滚动条来移动。 3.6 设置 MARK 点 一般在 PCB 的对角位置选择两个容易识别的点作为 mar k 点, 可以是板边上的 ma…
第三章 测试程序的制作(入门篇)
| 25
第三章 测试程序的制作(入门篇)
3.1 调整 PCB 的固定治具
令 X/Y 平台回到加载位置,用手扭动固定 PCB 压扣上的固定螺母,调整 PCB 板压扣,使 PCB
板可以放到位置固定而不晃动。(注意元件高度不可高于 25.4mm)
注意:在测试出现误判多时,主要原因可能是 PCB 板未固定好。
3.2 改变编辑模式
AOI 应用程序分两种编辑模式:操作状态和编辑状态。操作状态下只能进行正常的测试
而不能修改和编辑程序,供作业员测试用。编辑状态下可以调用、新建和编辑程序,供工程
师或技术员编程用。
系统默认为操作状态,单击菜单〔其他〕→〔更改编辑模式〕,输入密码(初始密码为
123456),确定即进入编辑模式,同时窗口右下角状态栏显示“编辑状态”。
3.3 新建一个程序
单击〔文件〕→〔新建程序 OR 程序装载〕,新建一个程序。比如:要在 D 盘 AOIPRGRAME
文件夹下新建 test 程序。我们在弹出窗口中选择 D 盘,然后双击 AOIPROGRAME 文件夹,最
后确定系统将建立 test 的程序,同时窗口标题栏显示 test 的实际目录:D:\AOIPROGRAME\test.
3.4 设定坐标原点及 PCB 板的尺寸
坐标原点是零件坐标的基准点,一般将板的左下角设为坐标原点。机器测试是以坐标原
点为零点去找元件的位置,坐标原点的坐标是相对于机器原点的。
机器原点是在机器出厂时已设定好。而每台机器的机器原点不尽相同,当在一台机器上
编好的程序拷贝到另一台机时,只需重新设定程序的坐标原点即可。
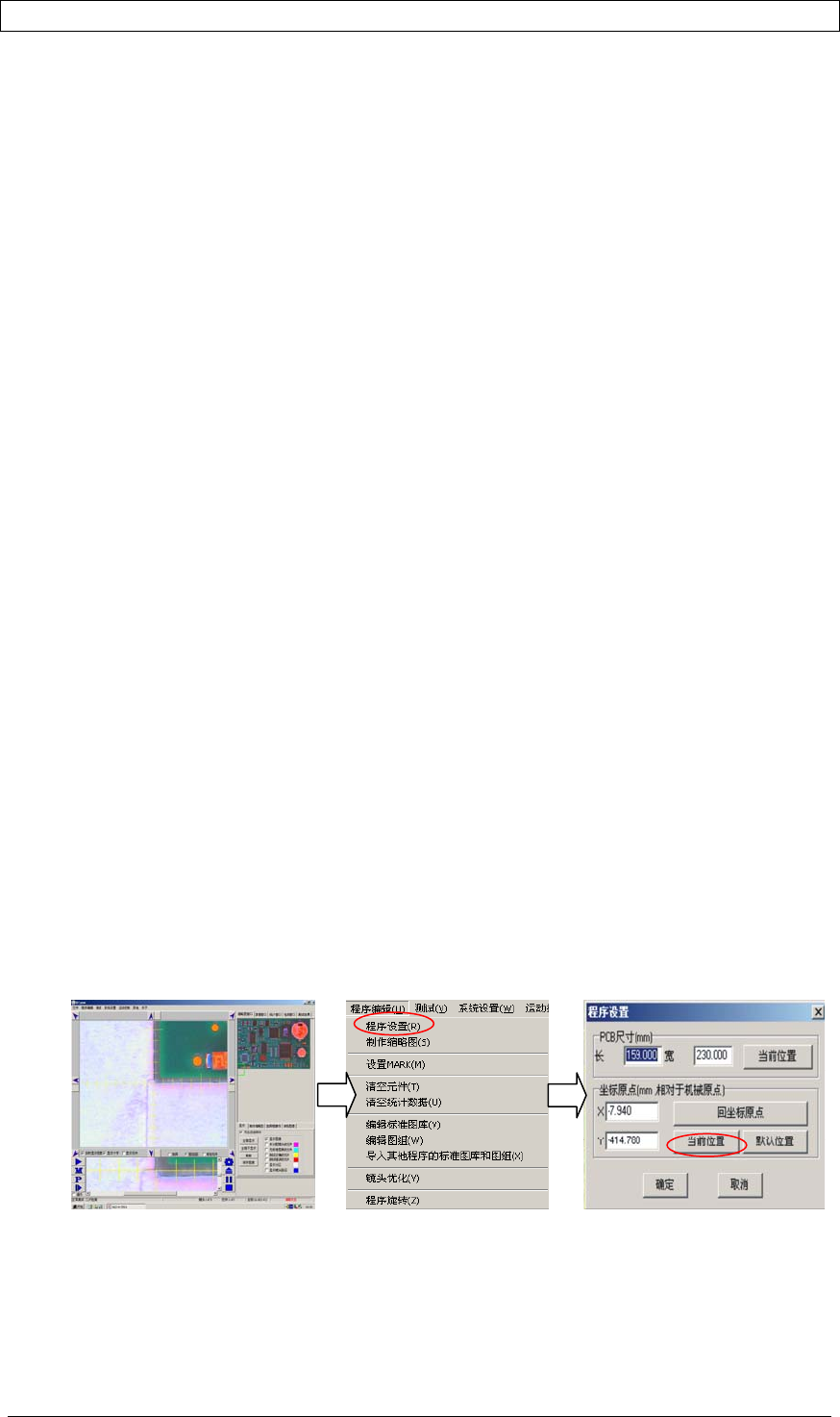
坐标原点的设定:点选〔显示十字〕及〔移到指定位置〕,然后将十字架中心(镜头正中
心)移动到 PCB 的左下角。单击〔程序编辑〕→〔程序设置〕,在弹出窗口中点击〔坐标原点〕
的〔当前位置〕,再点击〔确定〕即可。同理将十字架中心位置移动到 PCB 的右上角,设置
PCB 尺寸。(如下图组所示)
移动到 PCB 左下角 定义坐标原点
3.5 创建缩略图
缩略图是当前测试的 PCB 的缩小图像,便于于全局观察、显示错误位置以及进行选择框
操作。另:如要将镜头移到某一位置,只需双击缩略图上的相应位置即可。
第三章 测试程序的制作(入门篇)
| 26
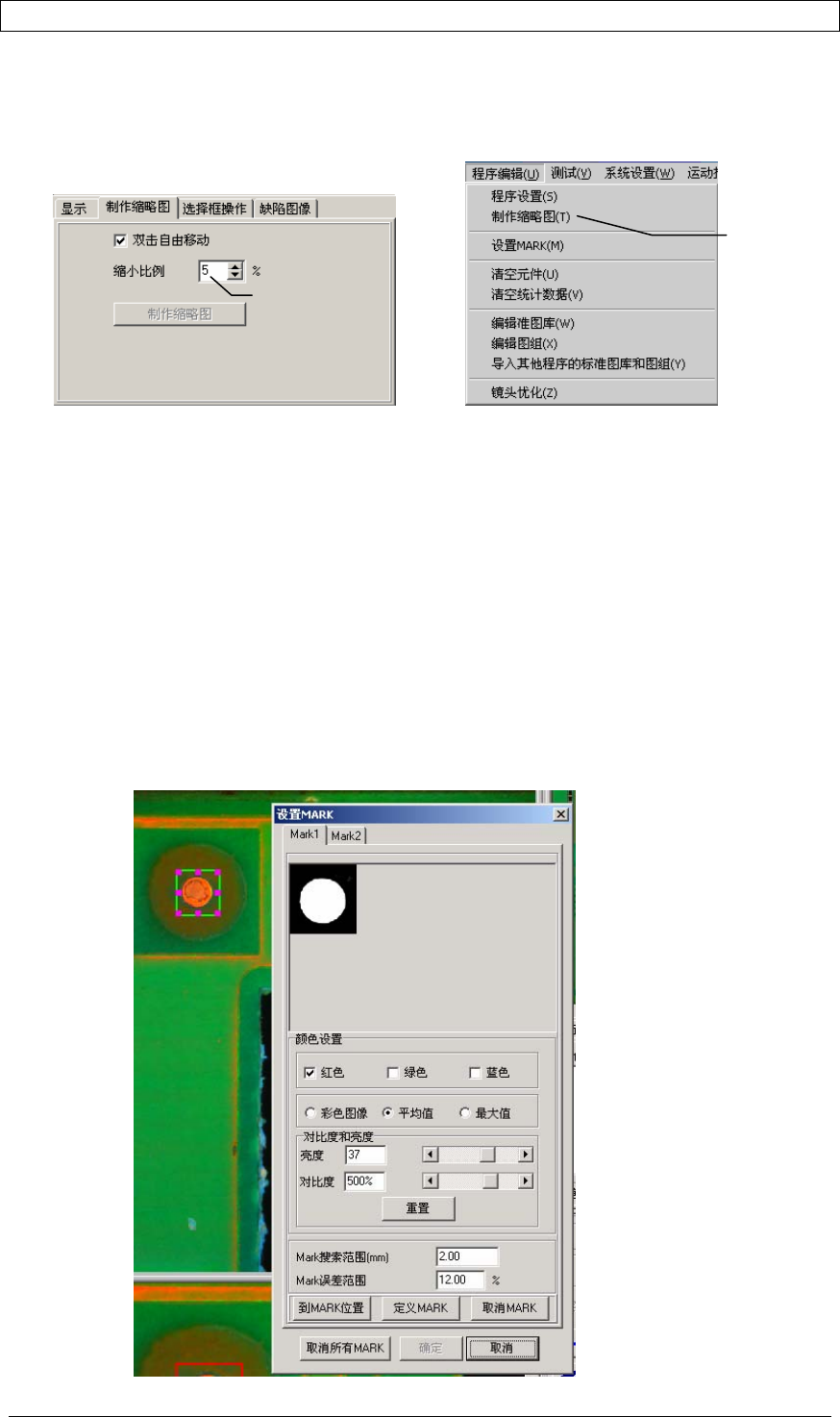
制作方法:可以在窗口右下角选择〔制作缩略图〕或在菜单〔程序编辑〕下选择制作缩略图,
然后选择适当比例单击〔制作缩略图〕按钮。缩小比例根据板的大小而定,一般以缩略图窗
口能显示整个 PCB 的外形图像为宜。缩略图的移动可直接在图上按下左键托动或移动缩略图
窗口的滚动条来移动。
3.6 设置 MARK 点
一般在 PCB 的对角位置选择两个容易识别的点作为 mark 点,可以是板边上的 mark 或板
上的圆孔。
作法:在缩略图上双击事先选好的作为 mark 点的位置,将其移动到镜头下方。在〔实时
显示〕窗口可以看到 mark 点的图像。点击菜单〔程序设置〕→〔设置 MARK〕,将弹出设置
MARK 的窗口。
同时〔实时显示〕图像窗口会出现一个可以改变大小的绿色小方框,移动方框到 mark 位
置并适当改变其大小,然后单击〔定义 MARK〕按钮,在设置 MARK 窗口将出现所选中的
MARK 点。选择适当的颜色设置和对比度亮度,令 Mark 的效果如下图所示。
同理移到对角位置设定第二个 MARK 点,最后点击〔确定〕按钮即设置完毕。注意:一
般选择外观比较规则、变化小的图像作为 mark 点。照 mark 点时一般只用红光和黑白图像较
好,实际效果根据具体情况而定,mark 误差范围默认为 10%可适当调到 15%左右。
也可以从菜
单中选取
为了令缩略图
可完整的显示
PCB,选择适当
的缩小比例。
第三章 测试程序的制作(入门篇)
| 27
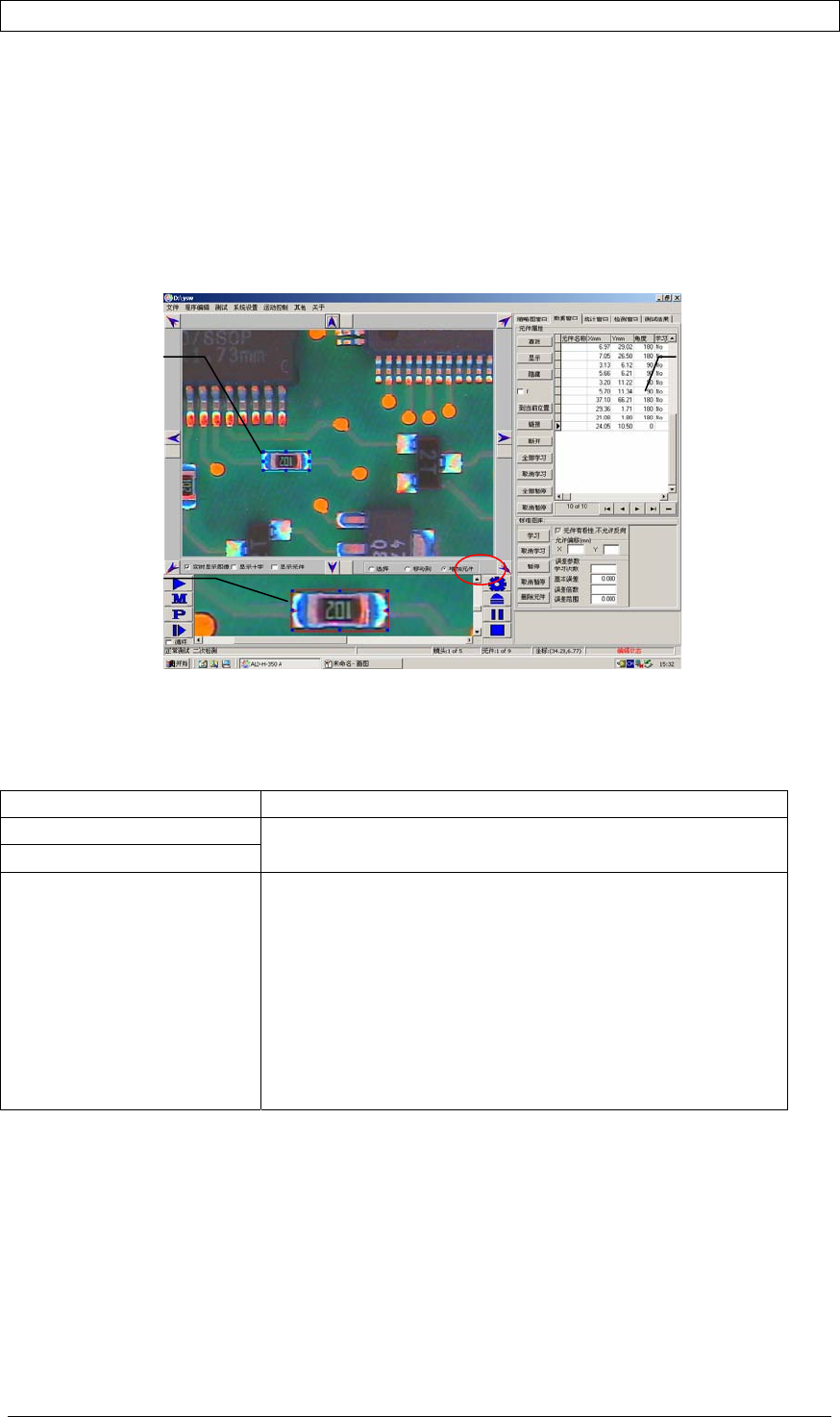
3.7 增加测试元件
测试元件的确定有两种方式:手动逐个增加确认及 CAD 数据导入
3.7.1 手工增加元件
3.7.2 CAD 数据导入
要求:AOI 编程时要用到以下数据元素:
元件脚位(元件位置号) 它对应 PCB 板上每颗料的位置,如:R201,C21,U2 等。
X / Y 坐标
贴片角度
可以直接使用贴片机的坐标、角度数据
元件形状(以下称物料号) 标示零件规格的名称,实际上可对应贴片机 FEEDER 的编
号。当一条 SMT Line 有多台贴片机时,Feeder 相同的编
号要注意区分。通常作法是在不同的贴片机 FEEDER 编号
前加上一个数 8 或 9 来区分。比如:第一台机 FEEDER 号
从 1 排到 50,第二台机也有 1 到 30 站。同样是 20 号在两台
机上应该是不同的料,所以要区分开。可以在第二台机
FEEDER 号前统一加上 6 或 7 都行,但不能加 3 或 4,这样
会导致相同的 31 或 41 等有两种不同的料。特别强调一点
就是相同的料号不能有不同型号的料。
作法:先从贴片机或坐标机的数据包含以上 4 种数据元素的数据,并将其转换 txt 文本文
件,一般可直接从贴片机上完成。然后去掉多余的参数,只保留贴片零件的元件脚位、X/Y 坐
标、贴片角度和物料号。参数之间用统一制表符或逗号或分号或空格等分割符分开(可以用
Excel 软件来进行相关操作)。
手工增加元件,首先
选择“增加元件”,
然后在元件上画框
(如图所示)
在数据窗口系统
会
自动输入增加的
元件数据(X/Y 坐标
和角度)
在此框可以对元件
框进行细调整