ALD-H-350A Manual.pdf - 第76页
第七章 附件 | 73 7.4 参数表 Aleader ALD -H-350 设备技术 参数 类别 项 目 规格参数 判别方法 统计建模,彩色图像比对 摄像机 彩色 CCD 摄像机,分辨率 25µm/Pixel FOV 大小 16 × 12 mm 照明光源 环形塔状结构,高亮 4 色 LED 光源 0402 元件 < 15 毫秒 图像处理速度 画面处理时间 < 250 毫秒 /FOV 可检测最小的元件及 Pitch 0402…
第七章 附件
| 71
位置,其提示为该元件的坐
标超过软件限位。
解决方法:使用选择框中的删除功能将其删除,具体操作
如下:
a. 选择框窗口\定义选择框,在缩略图中鼠标成手指状,画
出自己所需要的范围,再点选择框操作\删除选择框外的数
据即可。
9
左右或前后移动时元件框
偏移
原因:镜头标定不正确
解决方法:镜头标定。镜头标定选取的图像最好为 0402 元
件,其选取该元件周围的其它元件最好差异较大,若选取
的是 0402 电阻,但其周围的元件也是 0402 电阻,这样标
定后的结果往往不准确。
注:标定时不能第一次选取 0402 元件,而第二次选取 0603
元件,若这样标定也会影响正常测试。
10
正常测试中误判太多 原因一:元件框偏移
解决方法:a.检查 PCB 是否固定;b.原点坐标是否偏移。
原因二:来料已更改或使用待料
解决方法:再注册一个标准,使用标准图库中组的概念将
之编为一组。使用错误暂停模式进行调试至稳定。
原因三:标准学习次数未达到规定的次数(100 次以上)
解决方法:严格执行调试步骤。
原因三:PCBA 没有固定好,在测试的过程中 PCBA 有晃
动。
解决方法:机器回到加载点,将 PCBA 固定。
11
元件漏测 原因一:元件未注册
解决方法:注册该元件并镜头优化。
原因二:增加元件后未镜头优化
解决方法:优化镜头。
原因三:元件未链接标准
解决方法:元件链接标准并镜头优化。
原因四:使用选择框操作中偏移或复制并粘贴功能后未镜
头优化
解决方法:镜头优化
原因五:与元件链接的标准误差范围放置太大
解决方法:降低该标准的误差倍数,使误差范围变小。
12
编程或调试过程中元件框
整体偏移
原因一:PCBA 未固定,平台在移动过程 PCBA 晃动。
解决方法:机器回到加载点,将 PCBA 固定。
原因二:机器位置移动或板的厚度明显变化。
解决方法:镜头标定。
13
个别元件或丝印在测试或
调试中常偏移或反向
原因一:元件框已偏
解决方法:将镜头移至该元件将元件框移正。
原因二:元件来料已更改或丝印已变化
解决方法:再注册一个标准,使用标准图库中组的概念将
之编为一组。
原因三:元件框偏移范围设置过大
解决方法:链接该元件的标准修改其偏移范围。
14
IC 脚短路漏测 原因一:短路框中设置的偏移范围过大
解决方法:将其范围改小。
原因二:阀值放置过大
解决方法:阀值改小
原因三:短路框的标准未做好
解决方法:重新注册短路检测标准。
15
测试或学习过程调用组中
的标准与待测元件不一致
原因一:应调用的标准学习次数不够导致不稳定。
解决方法:将其标准从该组退出,再用其标准替代该组所
第七章 附件
| 72
有其它标准,单独进行调试,直至该标准稳定后再编为一
组。注意 :若将该组全部取消后再替代,此时千万别点清
理,以免将其待用的标准清掉
16
连片板第一次调试难:元件
框偏,标准连接错误等等。
原因:调试整片板。第一次调试同时也是检查标准是否连
接错误,元件框偏等,若单片板中出现连接错误,导致其
它连片也会出现,其调试速度比较慢,修改也麻烦。
解决方法:做完单片后即进行调试,杜绝将标准连接错误,
元件框偏等问题流下到其它连片
17
Mark 识别不能通过导致机
器无法正常测试
原因一:PCB 板未放好,导致 Mark 无法在其搜索范围找到。
解决方法:按加载键,放好 PCB 板。
原因二:Mark 匹配结果超出其允许范围。
解决方法:程序编辑菜单\设置 Mark,将 Mark 允许范围放
大。注:一般不能超过 50。
原因三:Mark 点选取不合理。有些 PCB 板原有的 Mark 可
能因板放置时间长而氧化,或过炉而氧化,导致 Mark 无法
识别。
解决方法:取消其 Mark 点,可以依据板的特点而选取孔或
铜薄等。
18
各机器间程序调换后不能
正常运行。
原因:在机器制造过程中无法保证各机器的机械原点处于
同一位置,而坐标原点又相对机械原点。
解决方法:各机器程序调换后,只需将坐标原点重新定义
即可运行。
19
取消已有 Mark 点再重新定
义 Mark 后,其所有元件框
都已偏移。
原因:所有元件的坐标通过 Mark 校正后会自动补偿,当其
已有的 Mark 设置取消后再重新定义 Mark,其补偿大小已
变。因为其前的 Mark 设置与现在 Mark 设置选取的点已变
或者点相同但 PCB 板已不一样。
解决方法:利用选择框操作中的功能将其移正,再镜头优
化即可使用。
20
设备开机后,点击运行程
序,出现以下对话框:An
error occurred while
attempting to initialize the
Borland database engine
(ERROR $2108)。
原因:软件系统文件遭到破坏。
解决方法:需要重新安装 DATABASE 驱动。
第七章 附件
| 73
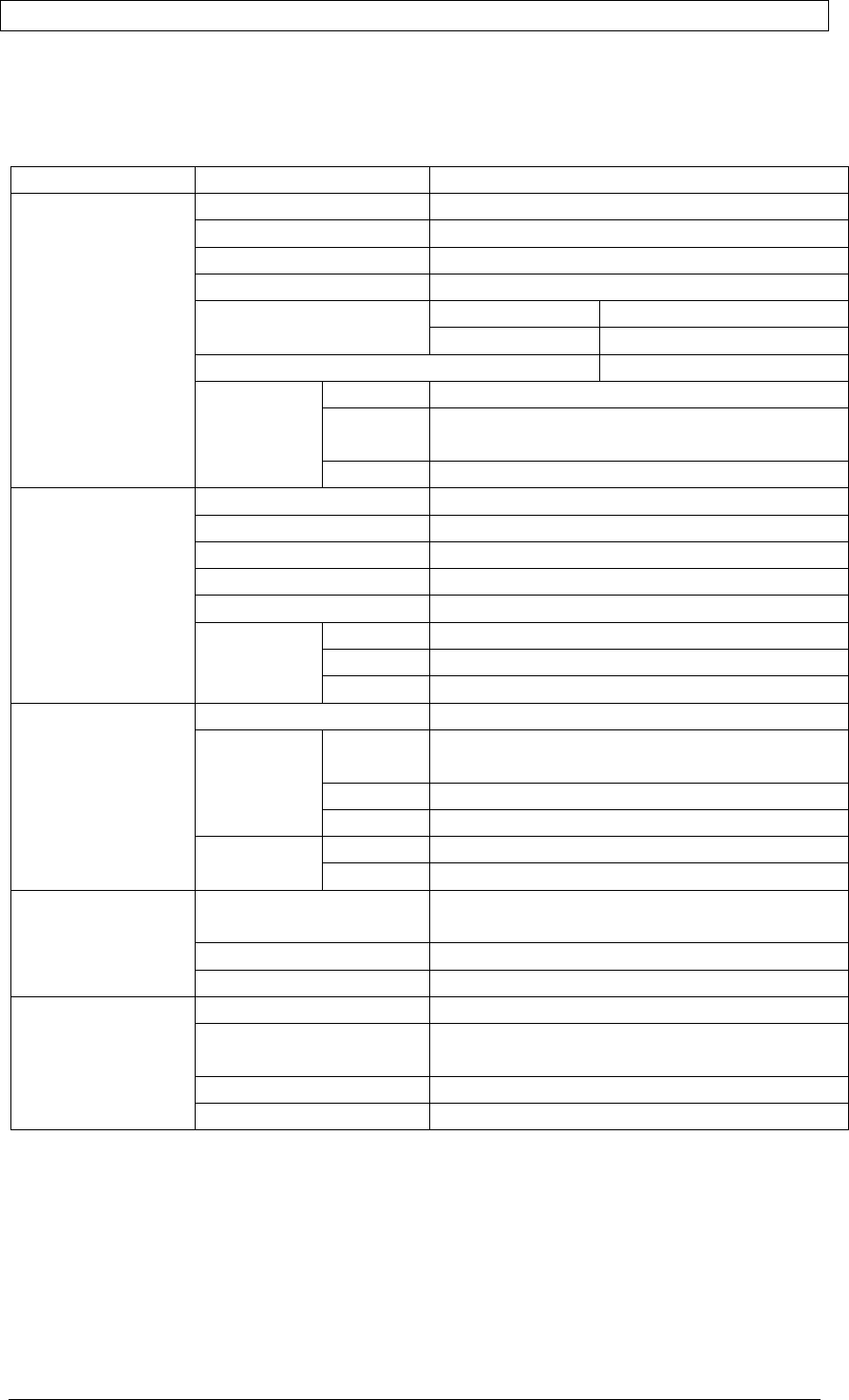
7.4 参数表
Aleader ALD-H-350 设备技术参数
类别 项 目 规格参数
判别方法 统计建模,彩色图像比对
摄像机 彩色 CCD 摄像机,分辨率 25µm/Pixel
FOV 大小 16×12 mm
照明光源 环形塔状结构,高亮 4色 LED 光源
0402 元件 < 15 毫秒
图像处理速度
画面处理时间 < 250 毫秒/FOV
可检测最小的元件及 Pitch
0402 & 0.3mm
锡膏印刷 有无,偏移,少锡多锡,断路,污染
零件缺陷
缺件,偏移,歪斜,立碑,侧立,翻件,极性
反,错件,破损
视觉识别系统
检测内容
焊点缺陷 锡多,锡少,连锡
防静电措施 高级防静电材料托架,防静电插座
可测 PCB 尺寸 25×25mm(MIN)~350×450mm(MAX)
可测 PCB 厚度 0.5mm~3.0mm
PCB 翘曲度
< 2 mm
PCB 零件高度
Top Side:< 30 mm Bottom Side:< 50 mm
驱动设备 交流伺服电机系统
定位精度
25µm
机械系统
X,Y 平台
移动速度 700 毫米/秒(最大速度)
操作系统
Microsoft Windows 2000 Professional
特点
实时建立标准图像,自动计算数据及误差阀
值。统计外形建模,学习 OK 样品。
操作界面 中文 / 英文
AOI 程序
检查数量 10,000 个元件/PCB
点数 最多可设定 2 个 Mark 点
软件系统
Mark
识别速度 < 0.5 秒/个
电脑主机
工控电脑:Intel P4 3.0G 主频 256M DDR 内存
80G 硬盘
显示输出 15 英寸液晶显示器
控制系统
打印输出 针式微打打印输出
设备重量 约 350 公斤
电源供应
AC 220V±10%,频率 50/60 赫兹,额定功率 600
瓦
外表颜色 象牙白+蔷薇紫
其它参数
外形尺寸(长×宽×高) 925 × 940 × 1300 (mm)