00191623-01.pdf - 第195页
Üzemeltetési Útmutató, UNIX gépsorvezérlő számí tógép 6 Termék / Tokforma 501.xx jelű szoftver változat 99/1-es kiadás 6.1 Tokforma szerkesztő (GF-Editor) 6 - 15 6.1.6 ábrát Példa: “Z” né vleges mér et süllyesztet t felü…
6 Termék / Tokforma Üzemeltetési Útmutató, UNIX gépsorvezérlő számítógép
6.1 Tokforma szerkesztő (GF-Editor) 501.xx jelű szoftver változat 99/1-es kiadás
6 - 14
- Bein/Ball (Láb/gömb)
Ezzel a paranccsal lehet megnyitni valamely kiválasztott tárgynál (lábnál/ gömbnél) a modelladatok
leírására szolgáló ablak.
● Jelölje ki azt a csoportot a megjelenítő területen, amelyben tárgy (láb/gömb) található, és
amelynél a modelladatokat szerkeszteni kell.
A kijelölt csoportot a gép négyszögletes keretbe foglalja.
● Kattintson rá a Bein/Ball (Láb/gömb) pontra.
Megjelenik a képernyőn a modelladatok leírására szolgáló ablak (lásd a 6.1.3.2 szakaszt,
6.1.21 ábrát ill. 6.1.3.3 szakaszt, 6.1.26 ábrát).
6.1.2.5 GF szerkesztő szerkesztési területek - “Visiondaten” (Optikai adatok) nézet
TÁJÉ KO ZTATÁ S
Ha a GF szerkesztő elindításakor egy létező GF állományt nyitunk meg, az ezután leírt szerkesztő mezőkben
már be vannak írva a gyártómű vagy a vevő által definiált értékek.
“Nennmasse” (Névleges méretek) szerkesztő terület
- X +/- [mm] a BE hossza a tűrések megadásával
lásd 6.1.18 ábrát ill. 6.1.23 ábrát
- Y +/- [mm] a BE szélessége a tűrések megadásával
lásd 6.1.18 ábrát ill. 6.1.23 ábrát
- Z+/-[mm] a BE magassága a tűrések megadásával
lásd 6.1.19 ábrát ill. 6.1.23 ábrát
TÁJÉKOZTATÁS
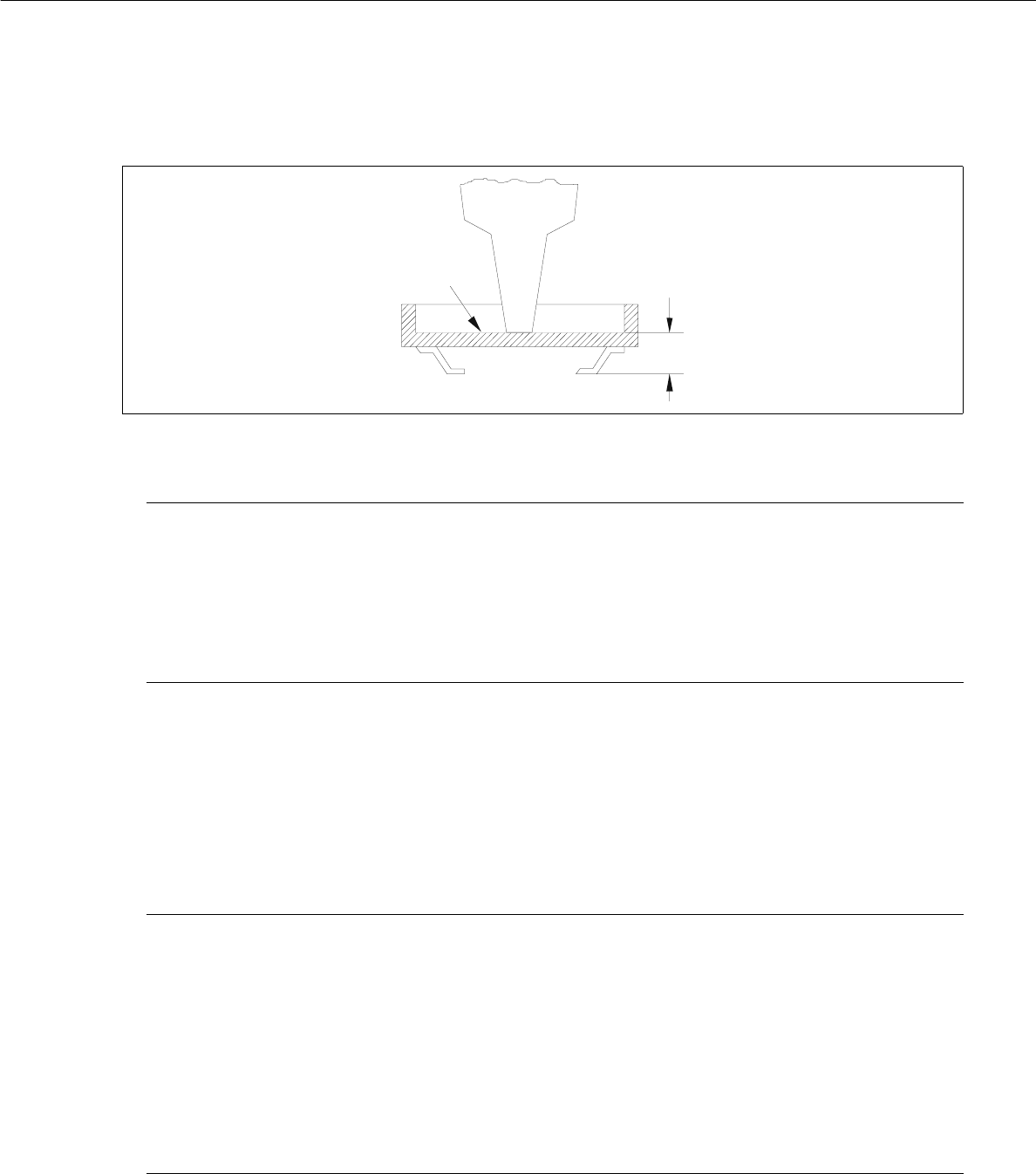
A “Z” névleges méret (magasság) értékének segítségével lehet kiszámítani az z-tengely elmozdulási útját
a BE elhozásakor és beültetésekor és az IC- ill. FC kamera feletti központosításkor. Ezért a helytelenül
beírt érték hibákhoz vezethet a BE feldolgozásakor. Rendes körülmények között a “Z”-re a tokforma felső
részétől (=a pipetta ráhelyezési felületétől) az alsó részéig terjedő méretet irjuk be. Az olyan tokformák
esetében (pl. fej), amelyek középen süllyesztve vannak, arra kell ügyelni, hogy a “Z”-nél a süllyesztett
felülettől az alsó részig terjedő méretet írjunk be (lásd a 6.1.6 ábrát).
Üzemeltetési Útmutató, UNIX gépsorvezérlő számítógép 6 Termék / Tokforma
501.xx jelű szoftver változat 99/1-es kiadás 6.1 Tokforma szerkesztő (GF-Editor)
6 - 15
6.1.6 ábrát Példa: “Z” névleges méret süllyesztett felületü alkatrésznél
“Körper” (Testek) szerkesztő terület
TÁJÉ KO ZTATÁ S
Az e területen található megadások csupán a tokforma valósághű ábrázolására szolgálnak a megjelenítő
területen. Az adatokat az optikai rendszer nem alkalmazza.
A terület nem jelenik meg, ha az aktuális tokforma típusa “PDC” (lásd a 6.1.2 ábrát) vagy “BGA” (lásd a
6.1.3 ábrát), mivel a tok testének méreteltérései ezeknél a típusoknál a névleges méreteknek felelnek
meg.
- X [mm] a tok testének hossza
lásd 6.1.3.2 szakasz, 6.1.17 ábrát)
- Y [mm] a tok testének szélessége
lásd 6.1.3.2 szakasz, 6.1.17 ábrát)
“Verpackungstoleranzen” (Csomagolási tűrések) szerkesztő terület
TÁJÉ KO ZTATÁ S
Az e területen szereplő megadások határozzák meg, hogy az alkatrész mennyire tolódhat el a
csomagolásban. Ha a fekvés tűrésére ezeknél alacsonyabb értékeket írunk be, ez a selejthányadot
negnövelheti, mivel egyes alkatrészek többé már nem kerülnek bele a kereső ablak (optikai rendszer)
mezejébe.
Ha a helyzettűrésre nagy értékeket írunk be, ez lecsökkentheti a selejthányadot. Rendkívül hasznosak a
nagy tűrésértékek az olyan alkatrészek esetében, amelyeket síktárakból hoz el a gép, mivel a tárakat
esetleg pontatlanul helyezték el a tártartón. Itt az “X” és “Y” irányú helyzettűrés értékeit célszerű a 3 mm-
es maximális értékükre állítani.
- X [mm] az alkatrész megeng. legnagyobb X-irányú helyzettűrése a csomagolásban
- Y [mm] az alkatrész megeng. legnagyobb Y-irányú helyzettűrése a csomagolásban
- Winkel [Grad] az alkatrész megeng. legnagyobb eltérése a 0 fokos helyzettől
(Szög [fok]) (elfordulási szög a csomagolásban)
Pipetta ráhelyezési
felülete
Névleges méret "Z"
(magasság)
6 Termék / Tokforma Üzemeltetési Útmutató, UNIX gépsorvezérlő számítógép
6.1 Tokforma szerkesztő (GF-Editor) 501.xx jelű szoftver változat 99/1-es kiadás
6 - 16
“Akzeptanzgrenzen” (Elfogadhatósági határok) szerkesztő terület
(csak FDC és BGA esetén)
TÁJÉKOZTATÁS
Ha új tokformára nyitjuk neg a GF szerkesztőt, e terület szerkesztési mezőiben már az osztás- és
sorozattűrés előre beállított értékei vannak beírva.
“BGA” tokforma típus esetén (lásd a 6.1.3 ábrát) csak az “Osztás” (“Teilung') szerkesztő mezeje áll
rendelkezésre.
- Teilung (Osztás) [mm] az osztástávolság eltérésének megeng. legnagyobb értéke
(Osztás ^ a láb(gömb)középtől a láb(gömb)középig terjedő távolság)
Ha túllépjük az osztáshiba határ értékét (azaz, “FDC” esetében a lábak
oldalirányban elhajlanak), az alkatrészt az optikai rendszer hibásnak
ismeri fel és nem ülteti be.
- Reihe (Sor) [mm] “FDC” esetében az egymással szemközt fekvő azonos sorok megeng.
legnagyobb eltolódása (azaz, a szimmetria megeng. legnagyobb
eltérése)
- Kubisches Bauteil [mm] (Kockaszerű Alkatrész)leírását lásd a 6.1.2.3 szakaszban.
TÁJÉKOZTATÁS
Ha a GF szerkesztőt új tokforma definiálása végett nyitjuk meg, a szerkesztő “Névleges méretek”
(“Nennmasse”) és “Csomagolási tűrések” (“Verpackungstoleranzen”) mezői üresek, csak a szerkesztő
“Elfogadhatósági határok” (“Akzeptanzgrenzen”) mezejében vannak már beírva az előre beállított értékek.
Eljárásmód a tokforma adatok szerkesztésekor
Új GF adatok szerkesztése:
● Kattintson rá a szerkesztő “X” mezejére a szerkesztő “Névleges méretek” (“Nennmasse”)
területén, adjon be értéket és a beadást zárja le RETURN-nel.
● Kattintson rá a szerkesztő “Y” mezejére, adjon be értéket és a beadást zárja le RETURN-nel.
A szerkesztő szélességi és hosszanti tűrésére előírt mezőkben és a szerkesztő “Csomagolási
tűrések” (“Verpackungstoleranzen”) területén automatikusan megjelennek a kiszámított előre
beállított értékek.
● Kattintson rá a szerkesztő “Z” mezejére, adjon be értéket és a beadást zárja le RETURN-nel.
A szerkesztő magassági tűrés mezejében automatikusan megjelenik a kiszámított előre beállított
érték.
TÁJÉ KO ZTATÁS
A beadott értékekből levezetett előre beállítandó értékeket a gép csak akkor számítja ki, ha mindegyik
beadást RETURN-nel zárt le.