00191623-01.pdf - 第218页
6 Termék / Tokforma Üzemeltetési Útmutató, UNIX gépsorvezérlő s zámí tógép 6.1 Tokforma szerkesztő (GF-Ed itor) 501.xx jelű szoftver változat 99/1-es k iadás 6 - 38 6.1.3. 2 Az “FDC” típusu tokf orma leírása Ahhoz, hogy …
Üzemeltetési Útmutató, UNIX gépsorvezérlő számítógép 6 Termék / Tokforma
501.xx jelű szoftver változat 99/1-es kiadás 6.1 Tokforma szerkesztő (GF-Editor)
6 - 37
Szövegmagyarázat a 6.1.14 ábrához:
➀ A leírás helyes - az optikai felismerő rendszer részéről nincsenek hibák
➁ Vákkummal kapcsolatos problémákra kerül sor - az optikai felismerő rendszer részéről nincsenek hibák
A pipetta helyes elhozási szög mellett helytelenül fekszik fel az alkatrészen.
➂ hiba az optikai rendszer részéről - vákuummal kapcsolatos problemák nincsenek
A helytelen 0°-os elhozási szög következtében a pipetta ugyan helyesen ül fel az alkatrészen, az optikai
rendszer azonban a 0°-os helyzetben várja az alkatrészt (ez a 0°-os leírás alapján függőleges).
Ezáltal a gép a mérőablakokat 90°-al elfordítva pozícionálja - kiértékelés tehát nem lehetséges.
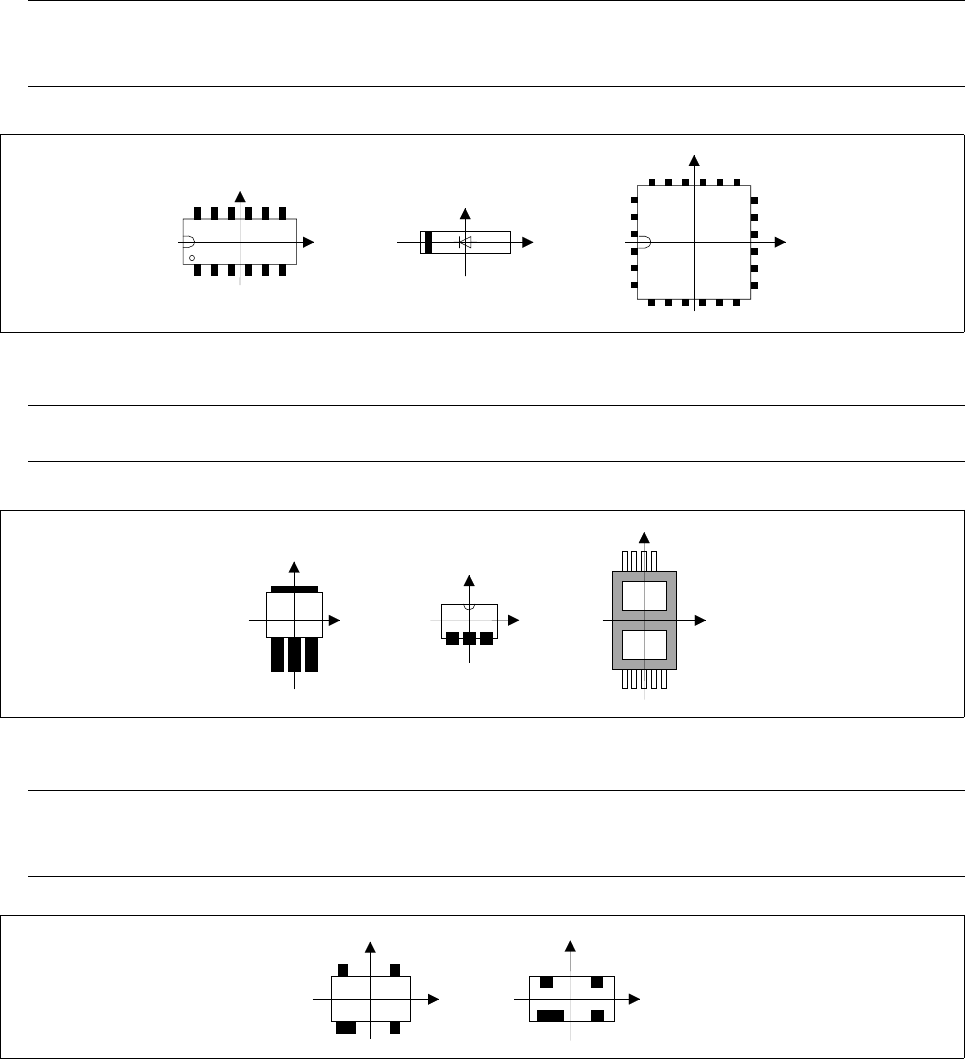
Szabály: a Pin 1 az alkatrész bal oldalának bal alsó sarkában ill. közepén fekszik.
Diódáknál az anód (+) a pozitiv X-irányba mutasson.
6.1.15 ábrát Pin 1 helyzete és diódák beigazítása (Példa)
Szabály: A magasabb lábszámú oldal alul található (negatív Y-irányban)
6.1.16 ábrát A magasabb lábszámú oldal beigazítása negatív Y irányban (Példák)
Szabály: Ha az alkatrész különlegességet mutat, pl. egyik lába szélesebb, akkor ez a
különlegesség alul található (negatív Y-irány).
6.1.17 ábrát A szélesebb lábú oldal beigazítása a negatív Y irányban (Példák)
Y
Y
X
Y
X
X
X
Y
Y
X
X
Y
Y
X
Y
X
6 Termék / Tokforma Üzemeltetési Útmutató, UNIX gépsorvezérlő számítógép
6.1 Tokforma szerkesztő (GF-Editor) 501.xx jelű szoftver változat 99/1-es kiadás
6 - 38
6.1.3.2 Az “FDC” típusu tokforma leírása
Ahhoz, hogy az alkatrészeket az optikai rendszer segítségével optikai úton központosítani lehessen, az kell,
hogy az alkatrész tokformája teljes mértékben le legyen írva. Ehhez a névleges méretek és a testméretek
beadásai után (lásd a 6.1.2.5 szakaszt) a következő munkalépések szükségesek:
- a lábcsoport leírása
- a lábmodellek leírása
Elöször a lábcsoport leírására szolgáló ablak nyílik meg (lásd a 6.1.20 ábrát). Csak a lábcsoport definiálása
után lehet megnyitni a lábmodell leírására szolgáló ablakot (lásd a 6.1.21 ábrát).
Az “FDC” tokforma típus modell- és csoportleírásánál használt GF adatok
fogalommagyarázata
- Reihe (Sor) valamennyi láb az alkatrész egy oldalán
- Modell lábforma
Valamely modellt a következők határozzák meg:
lábszélesség és a lábszélesség tűrése
lábhossz és a lábhossz tűrése
ráhelyezési hossz
ráhelyezési szélesség
- Gruppe (Csoport) egyazon modell több lábának együttese (lábforma)
Valamely csoportot a következúk határozzák meg:
a lábak darabszáma
azonos osztás
azonos lábszög
a csoport középpontjának az alkatrész középpontjához
viszonyított fekvése
(Mindegyik csoport a csoport középpontjára nézve
szimmetrikus).
Üzemeltetési Útmutató, UNIX gépsorvezérlő számítógép 6 Termék / Tokforma
501.xx jelű szoftver változat 99/1-es kiadás 6.1 Tokforma szerkesztő (GF-Editor)
6 - 39
Szabályszerű alkatrészek kritériumai
- derékszögű lábelrendezés
- csak egy lábmodell (lábforma) a szemközt fekvő oldalakon (fenn/lenn, jobbra/balra)
- Azonos darabszámú láb a szemközt fekvő oldalakon
- azonos lábosztás a szemközt fekvő oldalakon (azaz, oldalanként csak egy lábcsoport)
- A lábak ráhelyezési hossza azonos a szemközt fekvő oldalakon
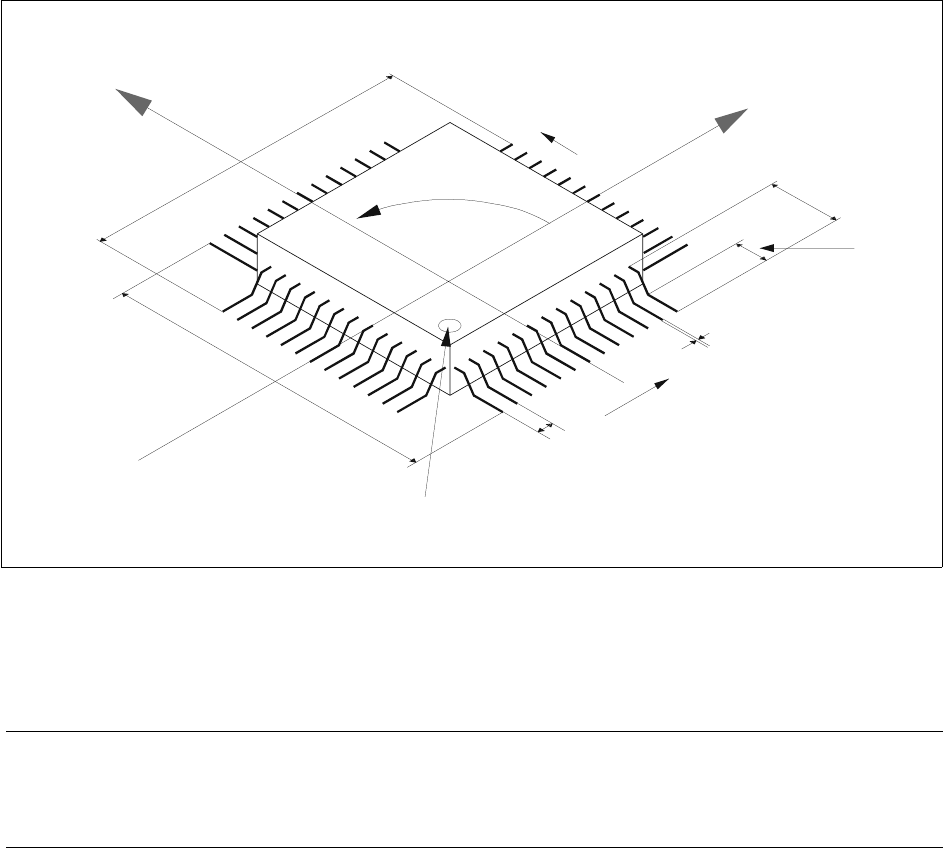
6.1.18 ábrát Példa: szabályszerű alkatrész
TÁJ ÉKOZTATÁ S
Az alkatrész optikai rendszerrel történő központosításakor az alkatrész úgy kerül rá az optikai
központosító állomásra, hogy alsó része jelenjen meg az állomás számítógépének monitorán.
;
<
Szimmetriatengely
Címkézés PIN 1
Szélesség
(névleges méret Y)
Hosszúság
(névleges méret X)
Lábak darabszáma
y-irányban
Elfordulási szög
Lábszélesség =
Ráhelyezési szélesség
Lábak darabszáma
x-irányban
Osztás
Szimmetriatengely
Ráhelyezési hossz
Lábhosszs
90°
0°