4OM-1322-006_w.pdf - 第101页
1-39 AKOEMT -ID 4.1.2 Adjustment of Squeegee Head Height • Rubber Squeegees Adjustment Procedure (1) Loosen the wing and stopper nuts. L Wing Nut Stopper Nut Fig. 4A55 Squeegee Head Section 0609-002 4.1 Replacement and A…
1-38 AKOEMT-ID
4. Maintenance Method
4.1 Replacement and Adjustment of Consumables
4.1.1 Replacement of Squeegee
When the squeegee edge is worn out or deformed by solvent, etc., replace
the squeegee with a new one to avoid any hindrance in printing.
• Loosen the squeegee anchor bolts and detach the squeegee.
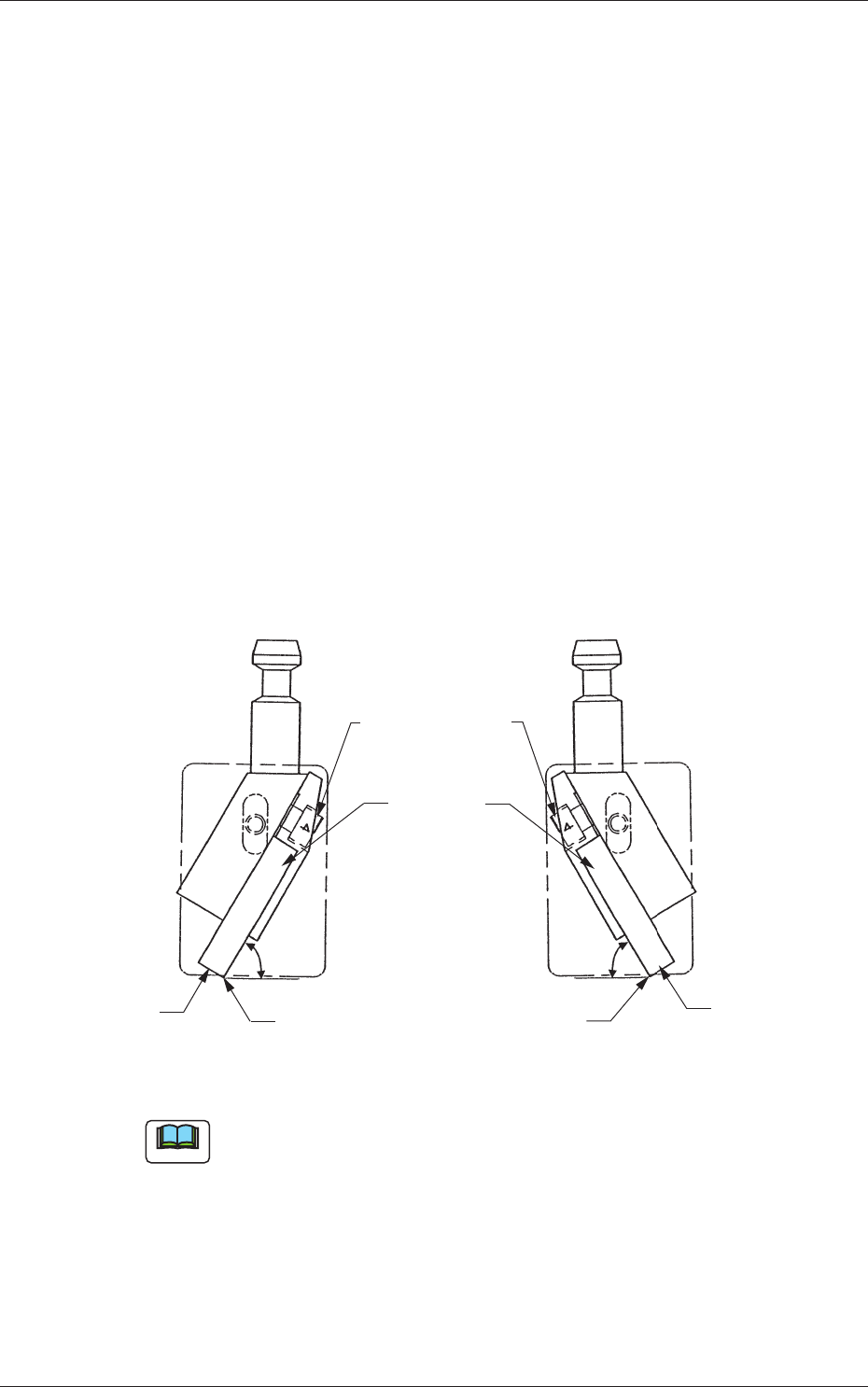
• Attach a new squeegee as shown in Fig. 4A54 and tighten the anchor
bolts. At this time, be sure to push Plane A
of the squeegee against the flat
surface such as a surface plate and tighten the bolts evenly without any
warpage.
• After tightening the bolt, push the squeegee against a straight surface
such as a surface plate (edge portion) and confirm that there is no
clearance.
Perform the adjustment while the squeegee angle is at 60° (fixed) to the
surface plate.
60�
60�
Squeegees Anchor
Bolts
Squeegees
Plane A
Plane A
Edge Portion
Edge Portion
Fig. 4A54
Note
It is recommended that Plane A should be ground to secure the straightness
with the squeegee being attached for good printing quality.
Especially, the squeegee with its straightness being well maintained
works effectively for finely-pitched pattern printing and accurate
coating (thickness) of paste.
0609-002
4. Maintenance Method
1-39 AKOEMT-ID
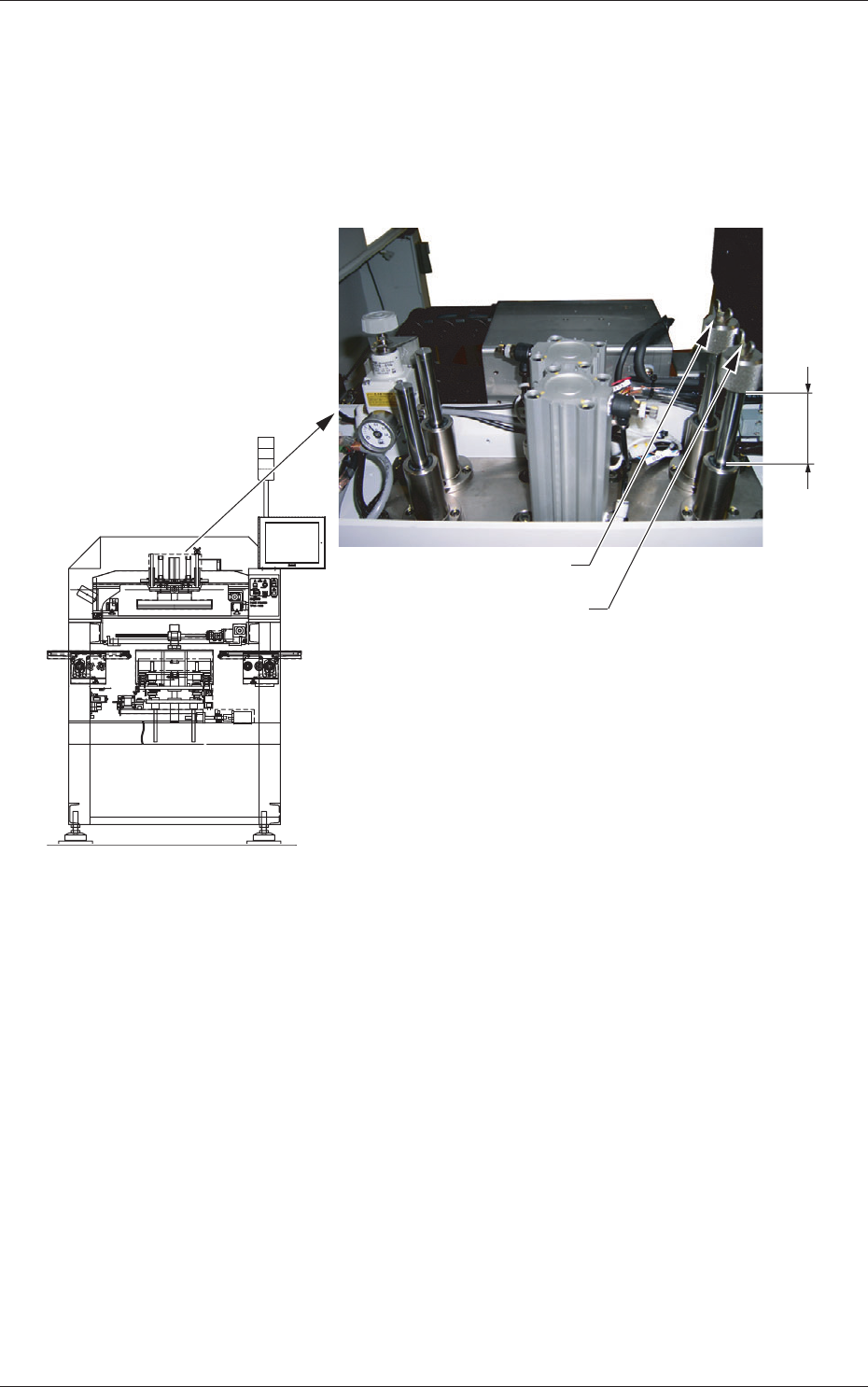
4.1.2 Adjustment of Squeegee Head Height
• Rubber Squeegees
Adjustment Procedure
(1) Loosen the wing and stopper nuts.
L
Wing Nut
Stopper Nut
Fig. 4A55 Squeegee Head Section
0609-002
4.1 Replacement and Adjustment of Consumables
1-40 AKOEMT-ID
(2) Adjust the pushing distance by changing Dimension L (the distance
between the upper end plane of the ball bushing and the lower end
plane of the stopper nut).
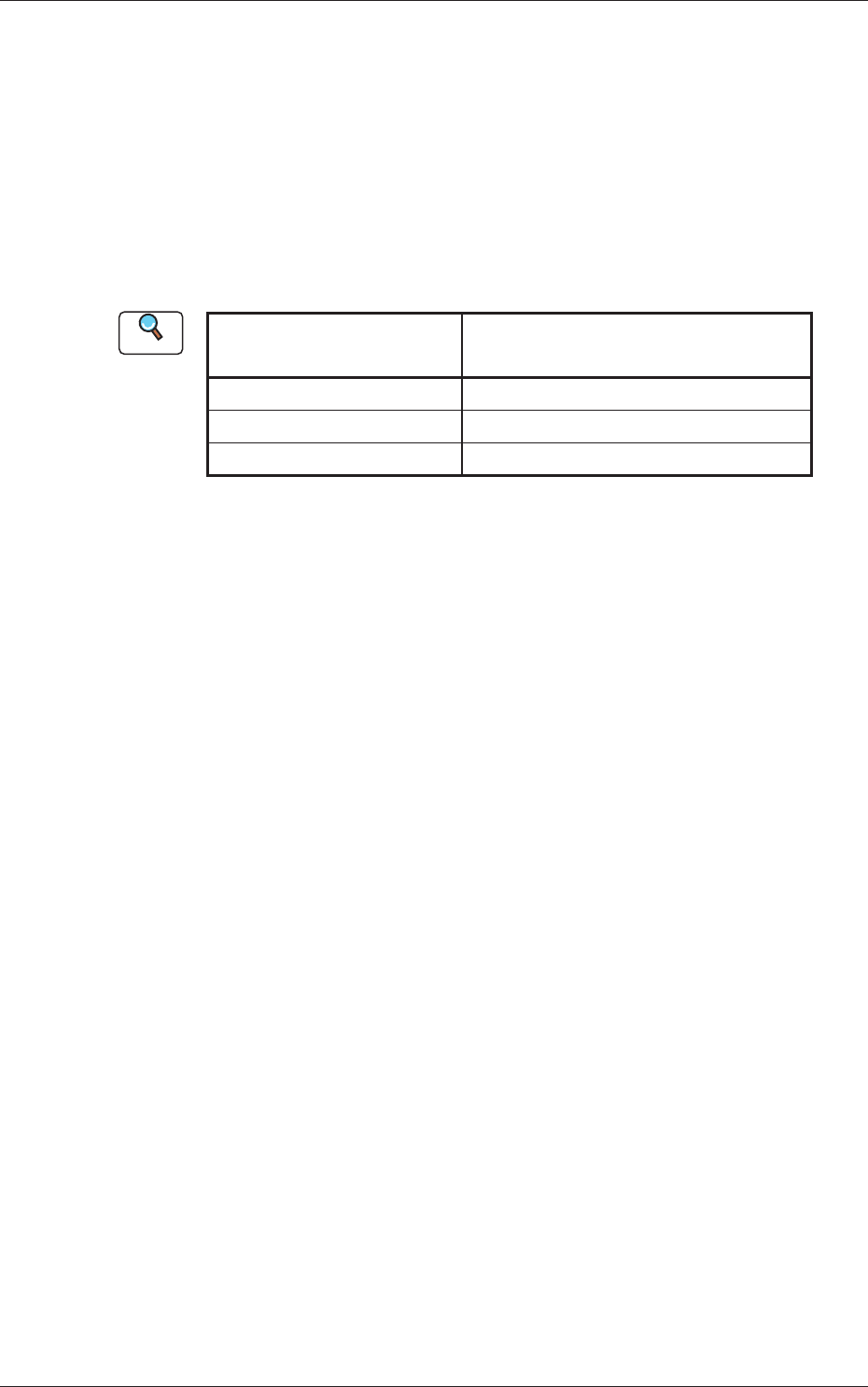
The pushing distance of the squeegee against the screen is set to "1.0
mm". (Factory-Adjusted upon Shipment)
When the stopper nut is turned once clockwise, the pushing
distance becomes shorter by 1.0 mm. Turning the stopper nut once
counterclockwise makes the pushing distance longer by 1.0 mm.
Table 4A13
Pushing Distances Dimension L during Upward
Movement of Cylinder
0.5 mm 57.0 (58.5) mm
1.0 mm 57.5 (59.0) mm (Standard Setting)
1.5 mm 58.0 (59.5) mm
The values in ( ) are applied when metal squeegees are used.
Permalex: Type No. PLX-A3060-270
PLX-A3060-350
(3) Use the "Print Block" tab sheet to push the squeegees against the PCB
located at the printing position. (Operation Sequence: [MAINT.] Button
→ [MAN. SUB-SYS] Button → "Print Block" Tab)
Refer to the above table and check the relation between Dimension L
and the pushing distances.
0609-002
4.1 Replacement and Adjustment of Consumables
Reference