Q112177C.pdf - 第16页
AVK3 编程手册 3.1 NC 程序的设定项目 3.1. NC 程序的设定项目 D77PCC-43-010-A0 3.1.1 参数 Panasonic AVK3 按照 NC 程序的各区段数据将元件插在印刷线路板上。 如果不输入或不选择 NC 程序,插件机将不会运转。 NC 数据是规定元件的插入部位、插入什么元件以及插入次序。 NC 数据包括下列各项参数。 参数 增量/标准设定 说明 PROGRAM OFFSET ( 程序补偿 ) X:…
AVK3
编程手册
3. NC 程序生成
D77PCC-43-000-A0
3. NC 程序生成
本章叙述 NC 程序生成的步骤。
D77PCC-43-000-A0
3-2
AVK3
编程手册
3.1 NC 程序的设定项目
3.1. NC 程序的设定项目
D77PCC-43-010-A0
3.1.1 参数
Panasonic AVK3按照NC程序的各区段数据将元件插在印刷线路板上。
如果不输入或不选择NC程序,插件机将不会运转。
NC数据是规定元件的插入部位、插入什么元件以及插入次序。
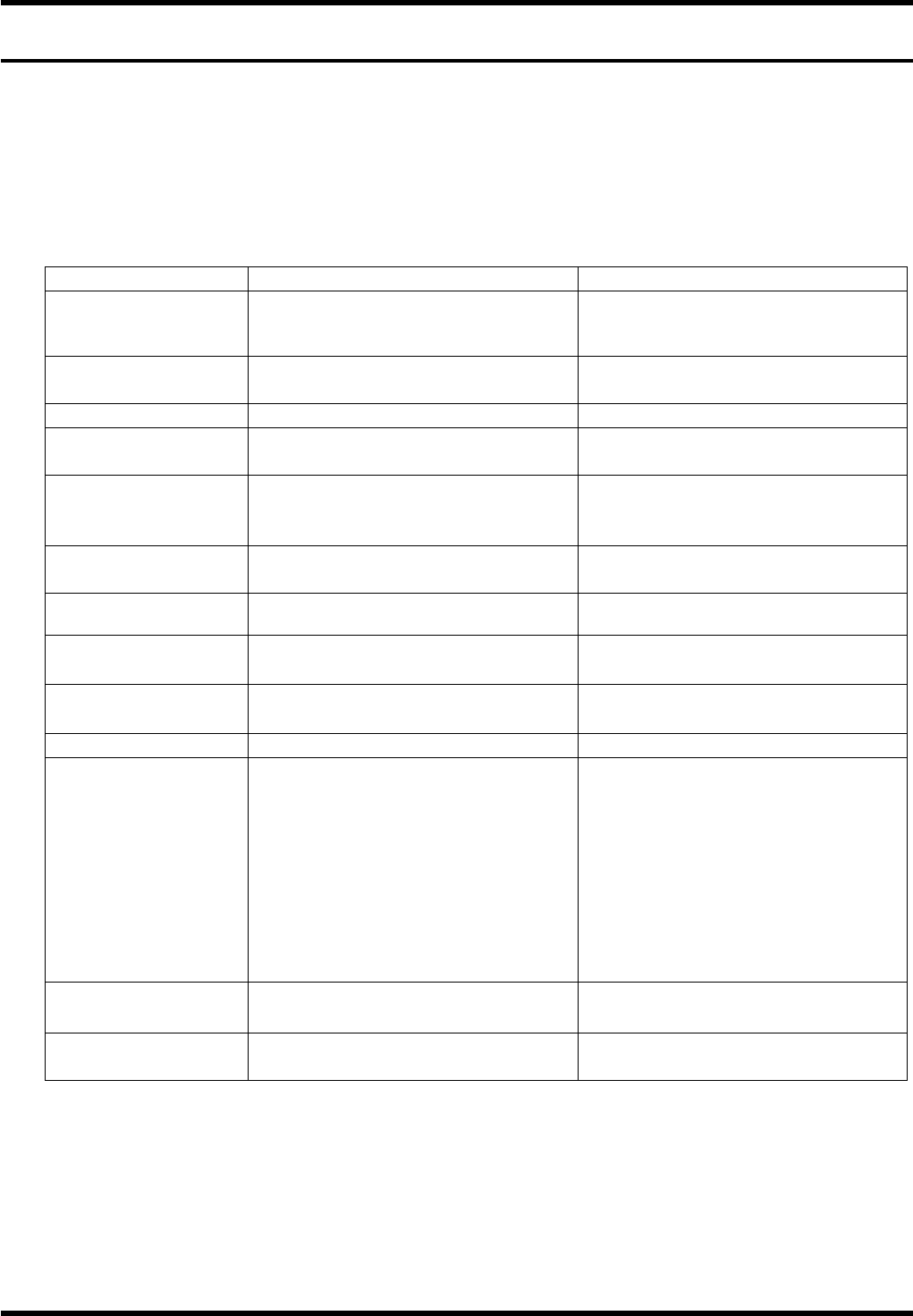
NC数据包括下列各项参数。
参数 增量/标准设定 说明
PROGRAM
OFFSET
(程序补偿)
X: -9999.99 ~ 9999.99
Y: -9999.99 ~ 9999.99 (mm)
印刷线路板上的座标原点与机器机械原
点的差值。
MULTI ORG
(多原点)
F1: 1 ~ 120 (供料器号)
在元件供料器位置指定的供料器架原
点。
BLOCK NO. (区段号)
1 ~2000
区分 NC 程序区段(步数)的 ID 数。
X POSITION(X 位置)
Y POSITION(Y 位置)
X: -9999.99 ~ 9999.99
Y: -9999.99 ~ 9999.99 (mm)
相对于印刷线路板原点(X-Y 座标原点)
的元件插入位置。
FEED NO. (供料器号)
1 ~ 121 (120 站设备)
1 ~ 60 (用于轴向引脚元件) / 121 (用于
跳线 (60 站设备)
指定供料器架上元件供料器位置的数
字。121 指定跳线。
NO INS
(不插入)
0 = 插入
1 = 不插入
指定是否进行元件插入的代码。
DIR (插入角度)
0 = 0°, 1 = 90°
2 = 180°, 3 = 270°
元件插在印刷线路板上时的角度。
WIDTH
(宽度)
-999.99~999.99 (mm)
被插人元件的跨距数据。标准设定为
5~26 mm。
RECOG
(识别)
0 =不补偿, 1 =补偿
指定( 某一特定区段)是否要进行任选
孔补偿的代码。
SKIP(跳过)
0 ~ 9
指定要跳过的程序步数的代码。
S & R
(步重复)
0=标准状态
1=步重复/无旋转
2=图形区重复/无旋转
11=步重复/90° 旋转
12=图形区重复/90 °旋转
21=步重复/180°旋转
22=图形区重复/180° 旋转
31=步重复/270°旋转
32=图形区重复/270°旋转
指定步重复或图形区重复的代码。
BAD MARK
(不良标记)
O=无不良标记检测
1=不良标记检测
指定是否通过不良标记检查传感器进行
不良标记检查的代码。
电路号 字母数字 (最多 8 个字符)
输入区段插入位置的指令是允许的,若
需要的话
D77PCC-43-010-A0
3.1-1
AVK3
编程手册
3.1 NC 程序的设定项目
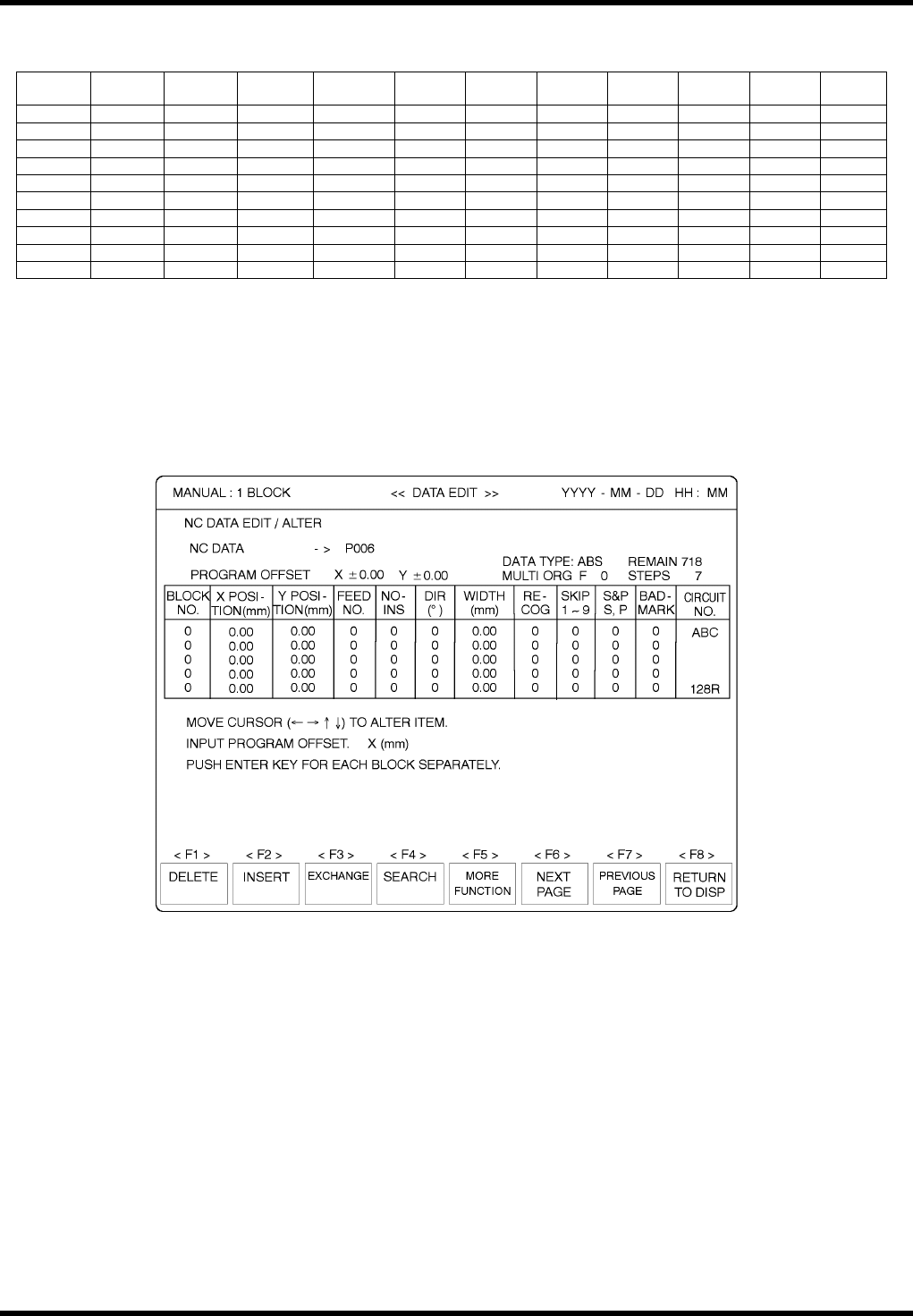
3.1.2 NC 数据编辑屏幕显示/NC 数据表
区段号
X 位置
(mm)
Y 位置
(mm)
供料器号 不插入
插入角度
(°)
宽度
(mm)
识别
跳过
1 - 9
步重复,
图形区复
不良标记 电路号
1
2
3
4
5
6
7
8
9
10
可以通过屏幕显示的NC数据编辑栏输入NC数据。NC数据编辑栏如下图所示。
先填写NC数据表,然后将表中的数据输入屏幕显示的NC数据编辑栏的各参数项中。
D77PCC-43-010-A0
3.1-2