Q112177C.pdf - 第21页
AVK3 编程手册 3.1 NC 程序的设定项目 6. 确定插入位置。 (X 和 Y 方向均为 -9999.99 ~ 9999.99mm) 测定从第 2 步规定的座标原点到元件插入位置的距离,确定 X 和 Y 的座标。 X 位置: 从座标原点到 X 方向插入位置的距离。单位: mm Y 座标 2 孔的中点 X 座标 座标原点 插入孔 座标原点 2 孔的中点 插入孔 Y 位置: 从座标原点到 Y 方向插入位置的距离。单位: mm …
AVK3
编程手册
3.1 NC 程序的设定项目
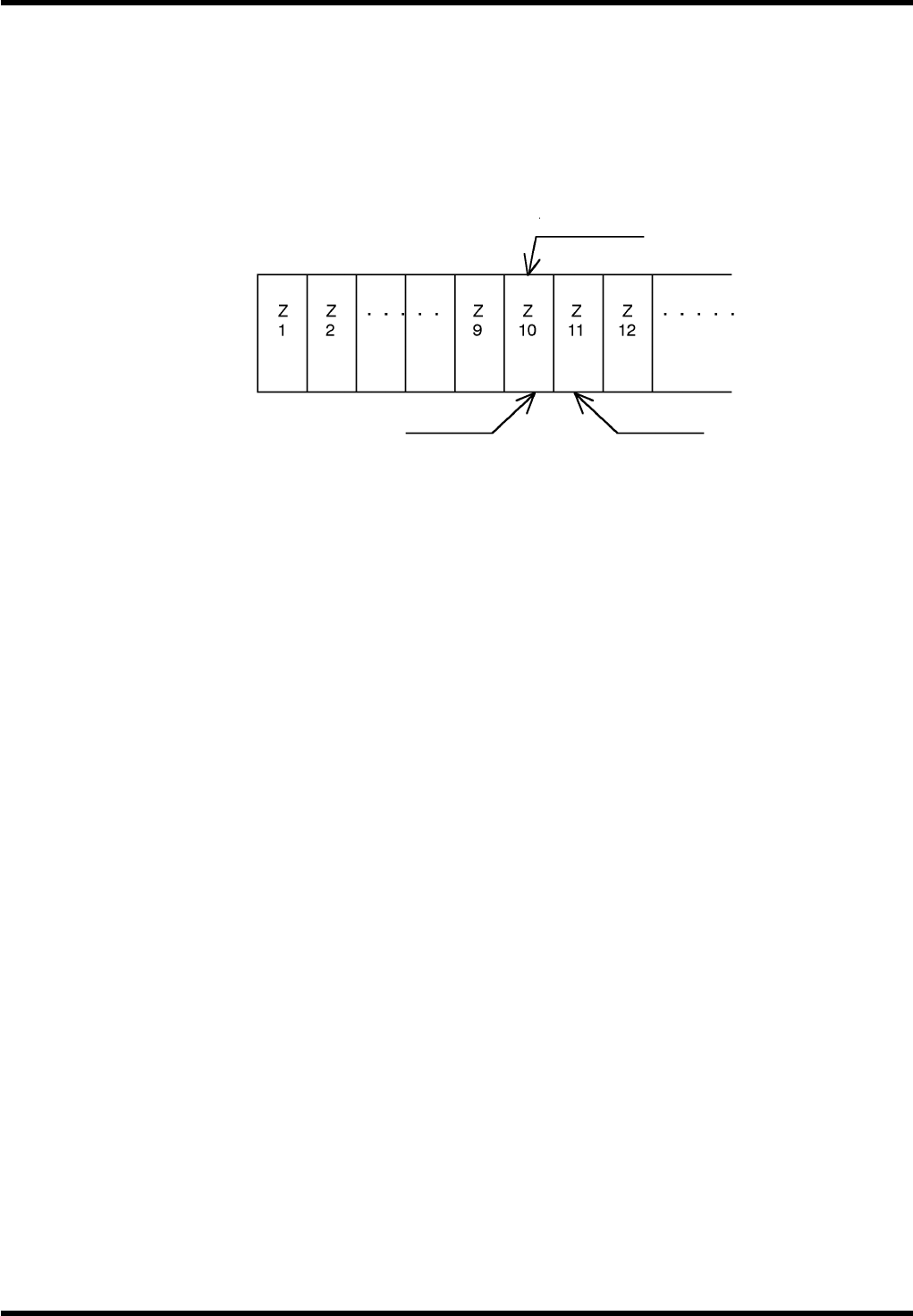
4. 确定多原点 (1~120 个供料器 Z[120 站设备]) / (1~60 个供料器[60 站设备])。
多原点:
这是由 Z 编号元件供料器指定的供料器架(Z)的原点。
指定 Z 编号为供料器架编号的基准位置(1 号供料器位置)。
由于在各 NC 数据中可以通过设定元件供料器的各种不同排列来指定多原点,因此
只能依靠改变指定的多原点来变换印刷线路板的生产。
例:当多原点指定为 10 时。
2 号供料器架 1 号供料器架
多原点
=注=
即使已输入了多原点,印刷线路板也能按照无多原点输入的数据来生产。对于以上
的例子,需要有 Z1 和 Z2 的元件数据,而 Z10 和 Z11 的元件数据则不需要。
当 Z 轴料架动作模式设定在交换连接模式(用于 120 站设备)或选择了 EOP 补插
功能的话,则不可以使用多原点功能。
5. 确定插入次序,并指定区段号(区段 1~2000)。
区段号:
这是 NC 数据步的 ID 数。
在指定区段号之前确定插入次序。
按区段号的次序执行 NC 数据。
=注=
安排插入次序时应使 X-Y 工作台的移动量最小。
安排插入次序时应使供料器架的移动量最小。
当某一区段在插入元件前必需有一个区段执行步重复插入时,应遵循‘区段优先’。
“区段优先”
1.步重复区段。
2.任选孔补偿指定的区段。
3.元件插入区段。
D77PCC-43-010-A0
3.1-5
AVK3
编程手册
3.1 NC 程序的设定项目
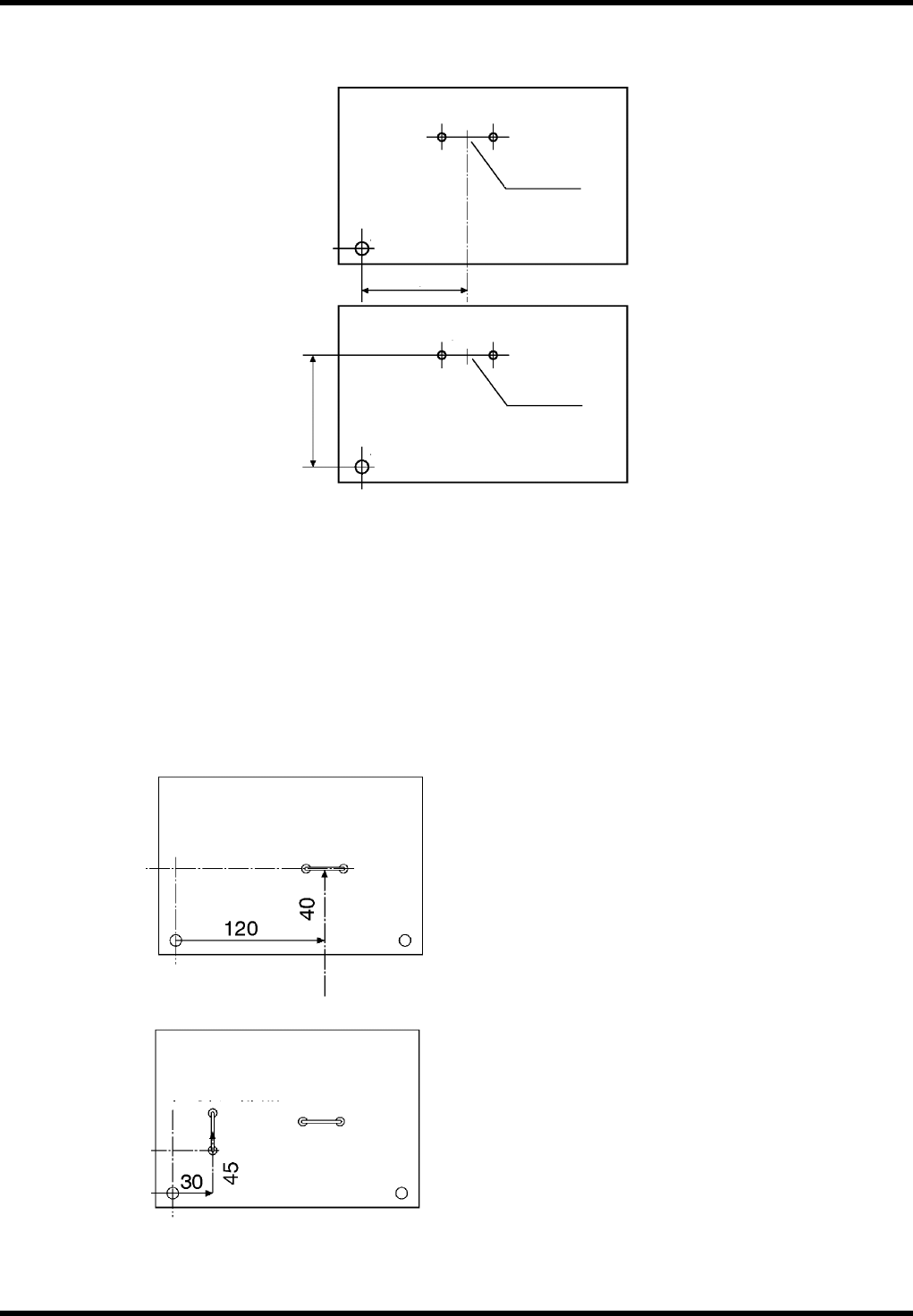
6. 确定插入位置。(X 和 Y 方向均为-9999.99~9999.99mm)
测定从第 2 步规定的座标原点到元件插入位置的距离,确定 X 和 Y 的座标。
X 位置:
从座标原点到 X 方向插入位置的距离。单位:mm
Y 座标
2 孔的中点
X 座标
座标原点
插入孔
座标原点
2 孔的中点
插入孔
Y 位置:
从座标原点到 Y 方向插入位置的距离。单位:mm
确定插入位置的方法有绝对值法和增量法两种。应按机器初始状态设定中规定的方法生
成数据。
绝对值法:
采用这种方法时,元件的插入位置始终从座标原点开始进行测量。
例:
第二次插入 X: 30 mm
Y: 45 mm
第一次插入 X: 120 mm
Y: 40 mm
第一次插入的元件
第二次插入的
元件
第一次插入的元件
D77PCC-43-010-A0
3.1-6
AVK3
编程手册
3.1 NC 程序的设定项目
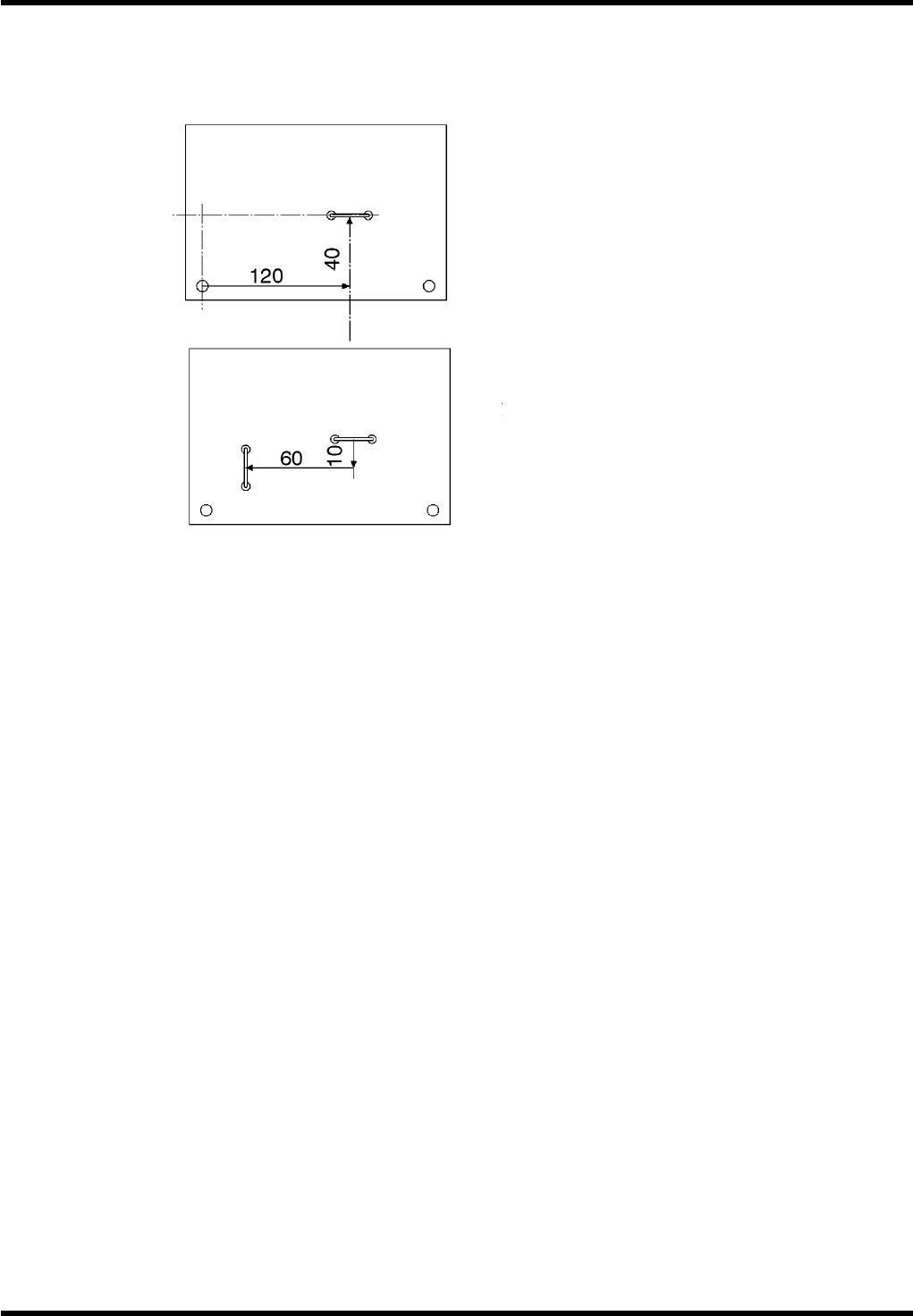
增量法
采用这种方法时,元件的插入位置是从先前插入的元件位置而不是从座标原点开始
进行测量。
例:
第二次插入 X: -60 mm
Y: -10 mm
第一次插入 X: 120 mm
Y: 40 mm
第一次插入的元件
第二次
插入的元件
第一次插入的元件
7.
确定供料器号(Z1~Z121) -(120 站设备) / (Z1~Z60 & Z121) - (60 站设备)。
供料器号:
指定供料器架的元件供料器以 Z 编号设定的位置。
确定第 6 步生成的各插入区段(步)要(从哪个元件供料器)插入哪个元件。
在半自动模式下执行 NC 程序时,Z 轴编号指定的元件供料器会移动到旋转夹的夹头
位置。
通常情况下,Z 轴编号与 Z 编号相同。但是,当多原点设定数不为 1 时,Z 轴号要
从指定的 Z 编号开始计数,它即成为 1 号 Z 轴。
Z121 指定为插入跳线,不能指定为任何其它 Z 轴(元件供料器)。这一指定在多原点
情况下是无效的。
D77PCC-43-010-A0
3.1-7