Q112177C.pdf - 第70页
AVK3 编程手册 4.2 新元件数据的生成和编辑 4.2. 新元件数据的生成和编辑 D77PCC-4R-050-A0 4.2.1 元件数据输入 本节叙述在新元件数据中手工输入数据的步骤。填写元件数据表。 <主要步骤> 接通电源 调出服务功能菜单 调出数据编辑菜单 调出元件数据选择栏 制定元件数据编号 输入元件数据名 调出元件数据输入栏 输入元件说明 输入各项参数的数据 结束元件数据输入 1 2 3 4 5 6 7 8 9 …
AVK3
编程手册
4.1 元件数据的设定项目
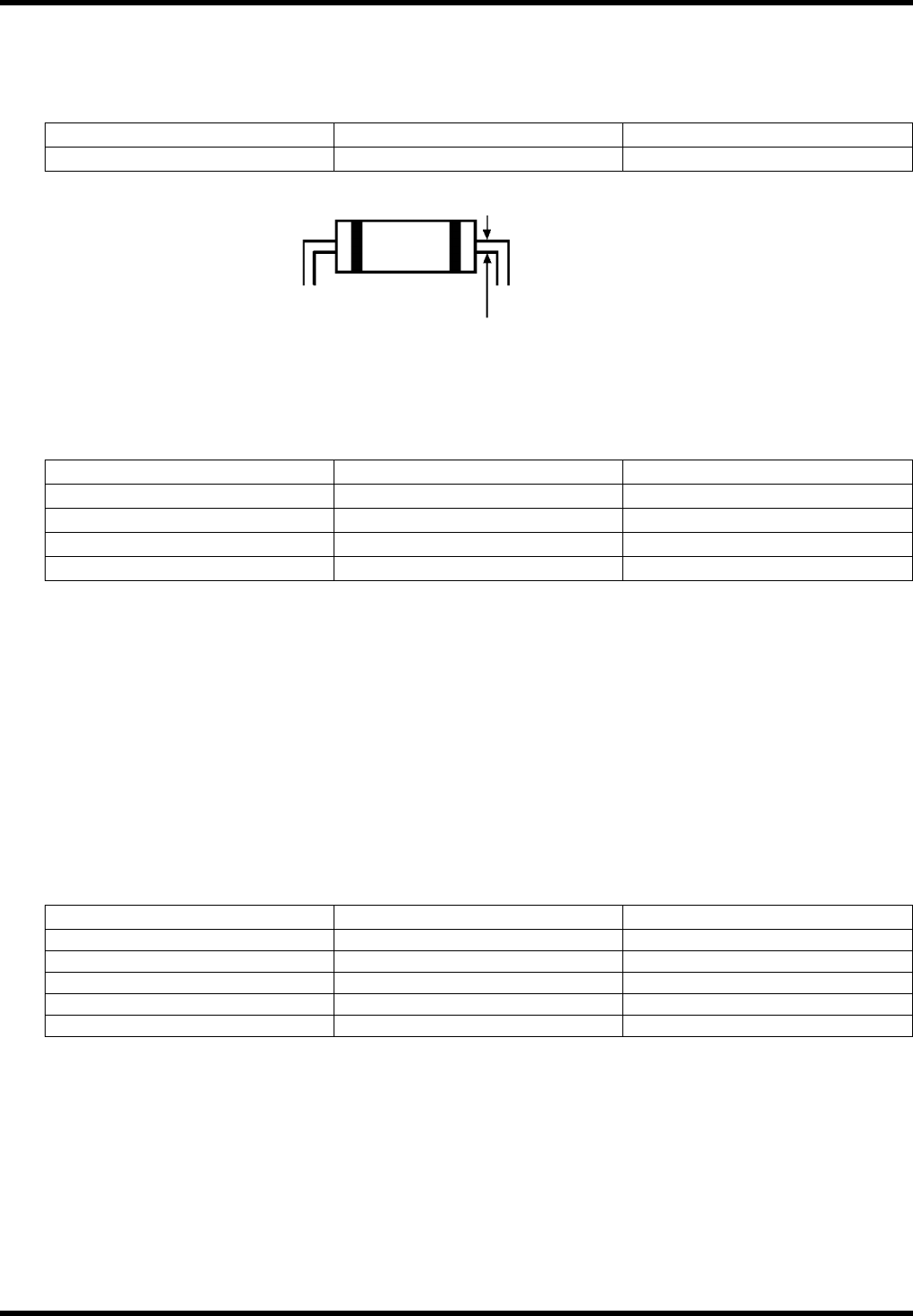
5. 测定元件引脚直径。
引脚直径:
引脚直径(单位:mm)
输入范围 单位
引脚直径
0.01 ~9.99 mm
0.01 – 9.99 mm
6.
指定夹头跨距。
== 用代码指定夹头跨距和定心功能。有关定心功能的内容,请参阅‘操作手册/概
述/机械移动/插入’。
代码 夹头跨距 定心功能
0
26 mm
不起作用
1
52 mm
不起作用
2
26 mm
起作用
3
52 mm
起作用
7.
指定备用供料器。
Z 变换:
配备最常用元件的备用元件供料器,备用元件供料器的设置位置应与 NC 程序中指定的
位置不同。
当主供料器的元件用完时,该功能会按照元件数据中储存的备用元件供料器的 Z 编号使
机器不中断继续生产。
备用元件盒:
输入备用元件供料器的 Z 编号, 以便可以采用 Z 变换功能。
例:对于 1 号供料器的元件,备用元件供料器的供料器号设定为 10 和 11。
供料器号
· · · · · · · · ·
备用元件盒
1
10
·
·
·
·
10
11
11
=提示=
对于备用元件,务必输入元件厚度和引脚直径等数据。
当在交换连接模式中设置供料器运行模式了,或者选择了 EOP 复位功能,Z 变换功
能就不可用。
D77PCC-4R-040-A0
4.1-4
AVK3
编程手册
4.2 新元件数据的生成和编辑
4.2. 新元件数据的生成和编辑
D77PCC-4R-050-A0
4.2.1 元件数据输入
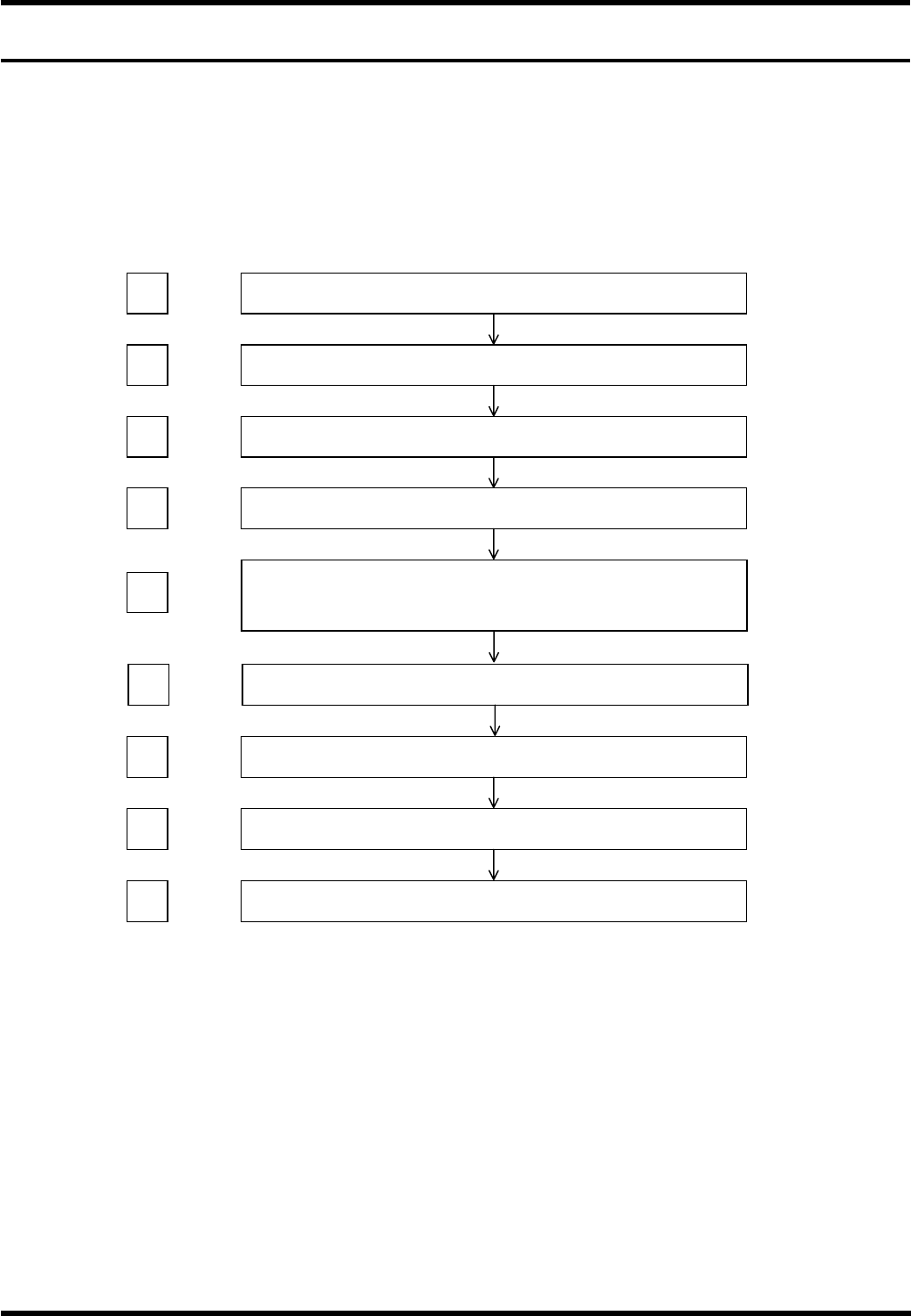
本节叙述在新元件数据中手工输入数据的步骤。填写元件数据表。
<主要步骤>
接通电源
调出服务功能菜单
调出数据编辑菜单
调出元件数据选择栏
制定元件数据编号
输入元件数据名
调出元件数据输入栏
输入元件说明
输入各项参数的数据
结束元件数据输入
1
2
3
4
5
6
7
8
9
D77PCC-4R-050-A0
4.2-1
AVK3
编程手册
4.2 新元件数据的生成和编辑
元件数据生成的步骤
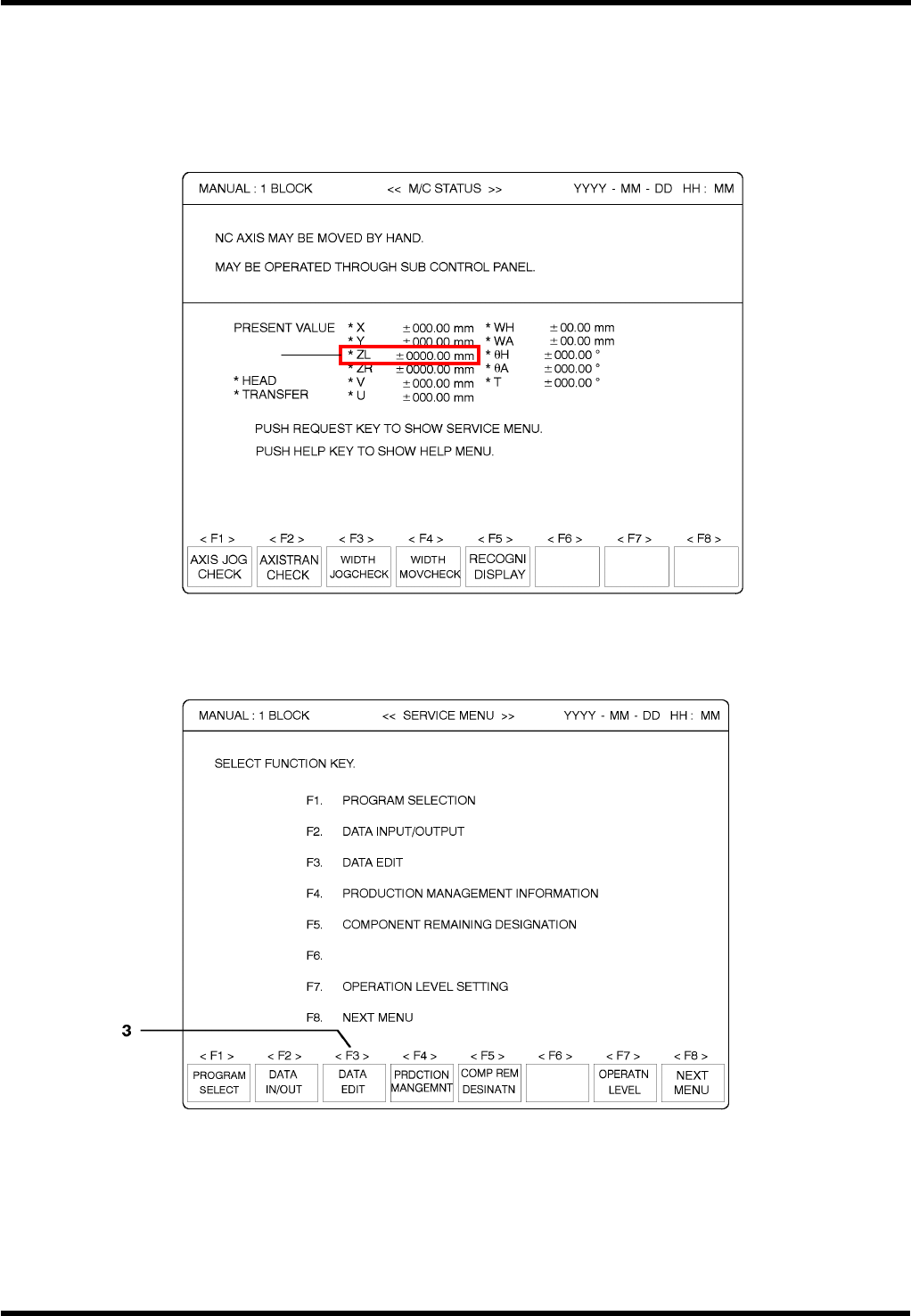
1.
1. 接通电源。
(1) 按主操纵盘上的“OPERATION READY(操作准备)”键。
(2) 在手动模式下显示机器状态
(120 站
设备)
2.
调出服务功能菜单。
按主操纵盘上的“REQUEST(请求)”键。
3.
调出数据编辑功能菜单。
按“F3”(DATA EDIT [数据编辑])。
D77PCC-4R-050-A0
4.2-2