00198519-03_UM_LDU_2_X_DE_EN_CHS-ZH.pdf - 第141页
3 Function description and structure 3.3 Basic process User Manual / Bedienungsanleitung / 用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020 141 Influence of coating fluid on the dipping area A hollow is formed in the flux at…
3 Function description and structure
3.3 Basic process
140 User Manual / Bedienungsanleitung / 用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020
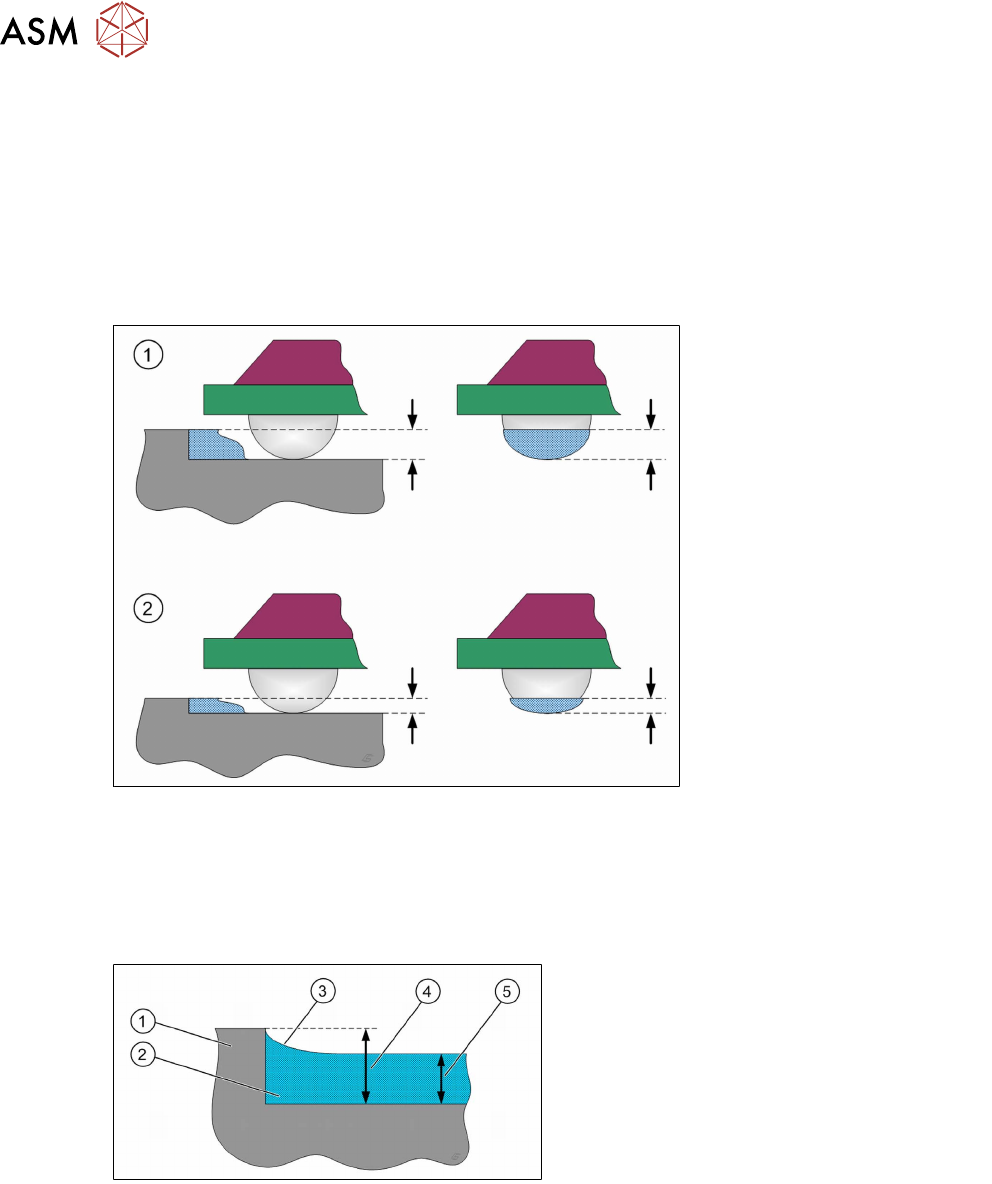
3.3.2 Thickness of flux layer
The amount of flux on the component depends on the thickness of the flux layer in the cavity. The
layer thickness depends both on the cavity depth and the coating effect of the fluid used. The cavity
depth is engraved on the top of the dipping plate.
Influence of cavity depth on the layer thickness
In the following diagram, the same component is dipped into various different dipping plates. The
dipping plate cavity in (1)
is deeper than in (2). This means that more flux adheres to the compo-
nent because the layer of flux is thicker here.
Influence of coating fluid on the layer thickness
The capillary effect describes the behavior of fluid as shown during the contact between solids and
capillaries e.g. narrow tubes, gaps or hollow spaces.
Example: if one dips a glass tube vertically into water, the water will rise up a little in the narrow
glass tube against the force of gravity. This effect is caused by the surface tension of the fluid itself
and the interfacial tension of the fluids with the solid surface.
1. Dipping plate
2. Flux
3. Hollow
4. Cavity depth in the dipping plate
5. Remaining flux height
Multiple measurements lead to a value for reduction of the layer thickness. This value shows that
the flux layer thickness is roughly 2/3 of the cavity depth i.e. the layer thickness is reduced by about
1/3. Since the value of 2/3 is a rough estimate, the exact amount of flux which stays on the compo-
nent must be determined in tests. In very critical processes, dipping plates with a customized cavity
depth can be supplied.
3 Function description and structure
3.3 Basic process
User Manual / Bedienungsanleitung / 用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020 141
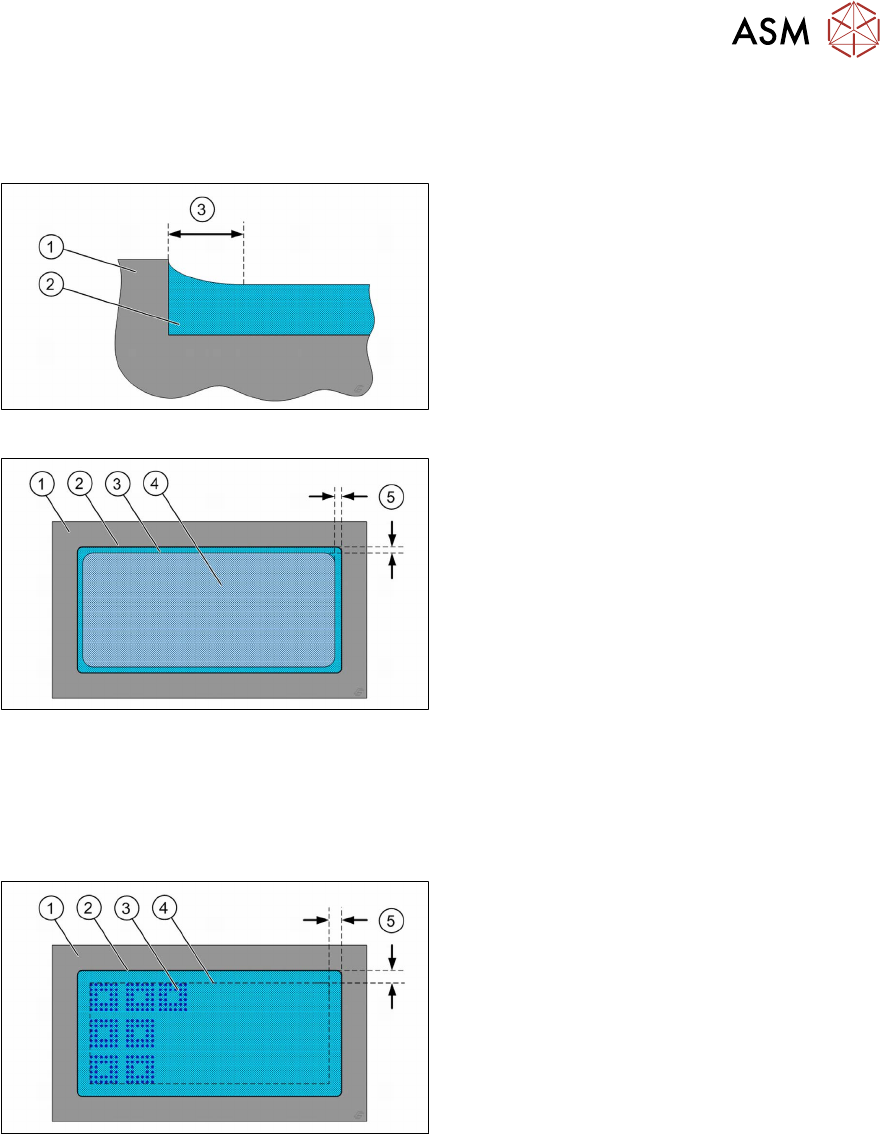
Influence of coating fluid on the dipping area
A hollow is formed in the flux at the edge of the cavity. This has a width of about one to two milli-
meters.
1. Dipping plate
2. Flux
3. Width of hollow
This means that the dipping plate area which can be used is smaller than the cavity itself.
1. Dipping plate
2. Cavity
3. Hollow
4. Dipping area, determined by the hollow
5. Edge area, determined by the hollow
This effect is taken into account in the station software. The placement machine automatically
keeps an edge when dipping components. The size of this edge is determined by the SIPLACE Pro
parameter dip margin
.
Example: With a dip margin of 3mm the dipping area is therefore 6 mm smaller than the cavity it-
self. The cavity has a size of 75 mm x 55 mm, the available dipping area only a size of 69 mm x 49
mm.
1. Dipping plate
2. Cavity
3. Print of dipped component in the flux
4. Dipping area, determined by the software
5. edge area, determined by the SIPLACE
Pro parameter dip margin
3 Function description and structure
3.3 Basic process
142 User Manual / Bedienungsanleitung / 用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020
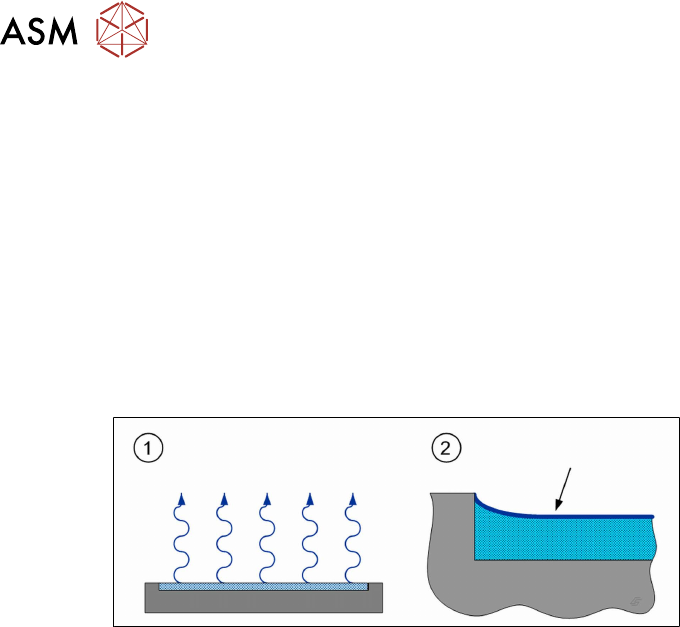
3.3.3 Cicatrization time
Flux can consist of several different components. These are typically:
●
Colophony (solderability, adhesive force, cleanliness, pressure application)
●
Activator (solderability, reliability, product life, cleanliness)
●
Stabilizer (thixotropic stability, pressure application, contour stability)
●
Solvent (resistance behavior, adhesive force, viscosity)
The solvent in flux is water or alcohol based. These substances evaporate with time if the flux is
kept in an open tank.
The LDU has a very thin layer of flux in the dipping plate cavity. This means that the solvent can
evaporate over a large surface (1)
. A thin skin then forms on the surface of the flux (2), the flux ci-
catrizes. Inside this skin, the process properties of the flux differ from those in the remaining flux.
If longer standstill (inactive) times are expected during the production run, you can set a cicatriza-
tion time. The LDU will then perform an application run after this period has expired. The cicatriza-
tion time is set in the line software: 4.1.11
"Setting the cicatrization time of the flux" [}161]
3.3.4 Viscosity and thixotropy
Some flux types have chemicals added to influence the viscosity. Some materials also change their
viscosity under pressure. Examples from everyday life include mayonnaise and ketchup. Mayon-
naise is very thick but thins out under pressure. Ketchup pours better from the bottle if it is shaken
first. The viscosity changes after the substance has been moved. These kinds of substances are
known as thixotropic.
Most substances increase their viscosity when cooler and reduce it when warmed.
The LDU provides a warming function. This helps to influence the viscosity of the flux before it is
used. During this warm-up cycle the LDU performs a number of squeegee processes which can be
set. This moves the flux and "warms" it up.
The warm-up cycle is started in the station software: 4.15 "Starting a warm-up cycle" [}190].