00198519-03_UM_LDU_2_X_DE_EN_CHS-ZH.pdf - 第266页
4 操作 4.2 进行平整度检查 266 User Manual / Bedienungsanleitung / 用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020 进行平整度检查 ► 在贴片机软件中,依次选择 Setup 视图 (1) 和 Locations 区域 (2) 。 ► 选择 LDU 安装的 Table (3) 。 ► 选择 LDU 的图标 (1) 。 ► 单击 Settings..…
4 操作
4.2 进行平整度检查
User Manual / Bedienungsanleitung / 用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020 265
4.2 进行平整度检查
提示
目标组:设置操作员
所述操作是一项不定期执行的任务,仅可由经过培训且具有特定专业知识的操作员(设置操
作员)执行。
为保证元件能够浸入到整个浸渍区域的介质中,浸渍区域不得倾斜,这一点非常重要。因此,您需
要使 LDU 与悬臂或贴片机的贴片头保持平行。为此,LDU 配备有两个调节螺钉。借助贴片机软件的
测量运行,可以检查空腔的正确位置。
测量运行过程中会将浸渍板设置为与悬臂平行。它不能确定浸渍板相对于地面的水平度。因此,使
用 LDU 的贴片机必须保持绝对水平,这一点非常重要。否则较薄的焊剂会从空腔中溢出。如果贴片
机不平,但浸渍板与悬臂平行,那么浸渍板相对于地面就不水平。
平整度检查步骤
贴片头移动到浸渍板空腔内的第一个测量点上。在此之后,Z 轴缓慢向下移动,直到吸嘴弹入到位,
并且 Z 轴传感器报告吸嘴现已降低至浸渍板上。然后 Z 轴再次向上移动。系统计算第一个测量点的
绝对高度。
悬臂现在移至第二个测量点。Z 轴再次执行高度测量并会确定与第一个测量点的相对高度差异。如果
第二个测量点的测量值为正值,则表示测量点 2 高于测量点 1。如果为负值,则表示测量点 2 更
低。如果相对测量值为零,则表示两个测量点高度相同。相同的程序适用于第三个测量点。
定义
●
测量点 1:参考点。
●
绝对高度 [µm]:相应测量点的测量高度。
●
相对高度 [µm]:测量点 2 或 3 的绝对高度与参考点的绝对高度的偏差。对于参考点,此值始终
为 0。
先决条件
► 贴片机必须与地面完全平行。
► 浸渍板空腔中不得有焊剂。
► 贴片头上必须有吸嘴。
4 操作
4.2 进行平整度检查
266 User Manual / Bedienungsanleitung / 用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020
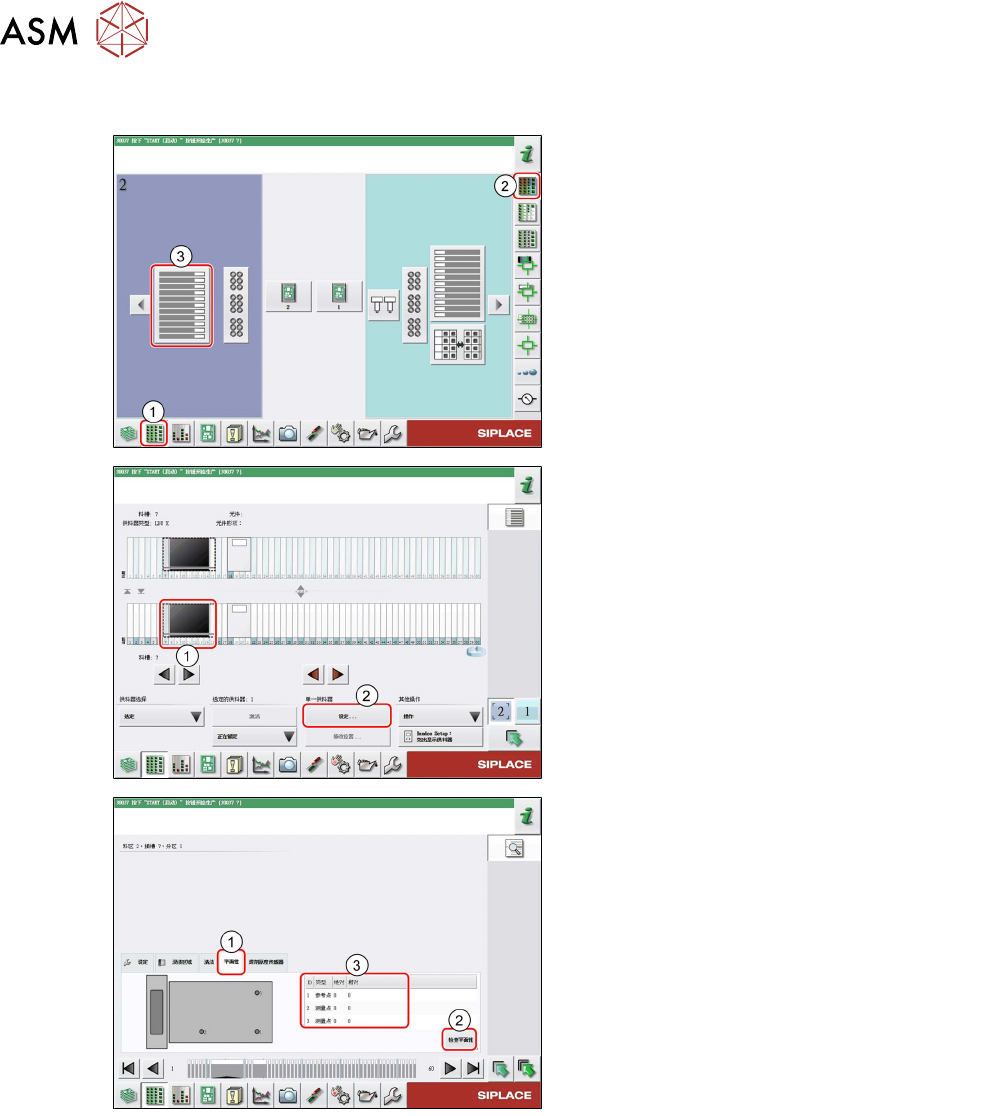
进行平整度检查
► 在贴片机软件中,依次选择
Setup
视图
(1)
和
Locations
区域
(2)
。
► 选择 LDU 安装的
Table
(3)
。
► 选择 LDU 的图标
(1)
。
► 单击
Settings...
按钮
(2)
。
► 选择
Planarity
选项卡
(1)
。
► 单击
Check planarity
按钮
(2)
。
贴片机将执行测量,然后显示表
(3)
中确定的
值。
► 读取值。
●
测量点 2 和 3 的
相对
值都
小于 +/- 50 μm
:LDU 设置正确。
●
测量点 2 和 3 的
相对
值都
大于 +/- 50 μm
:
► 执行以下步骤,直到测量点 2 和 3 的
相对
值都小于 +/-50µm:
► 对齐 LDU(请参阅 4.13 "对齐" [}292])。
► 重复平整度检查操作。
4 操作
4.3 设置浸渍板的零位
User Manual / Bedienungsanleitung / 用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020 267
4.3 设置浸渍板的零位
提示
目标组:设置操作员
所述操作是一项不定期执行的任务,仅可由经过培训且具有特定专业知识的操作员(设置操
作员)执行。
为使刮刀不受阻碍地移动,以及防止焊剂罐被挡板或浸渍板卡住,浸渍板必须与挡板完全处于同一
水平。浸渍板的这个位置即为零位。
零位可通过 LDU 用户界面的功能键或贴片机软件进行设置。
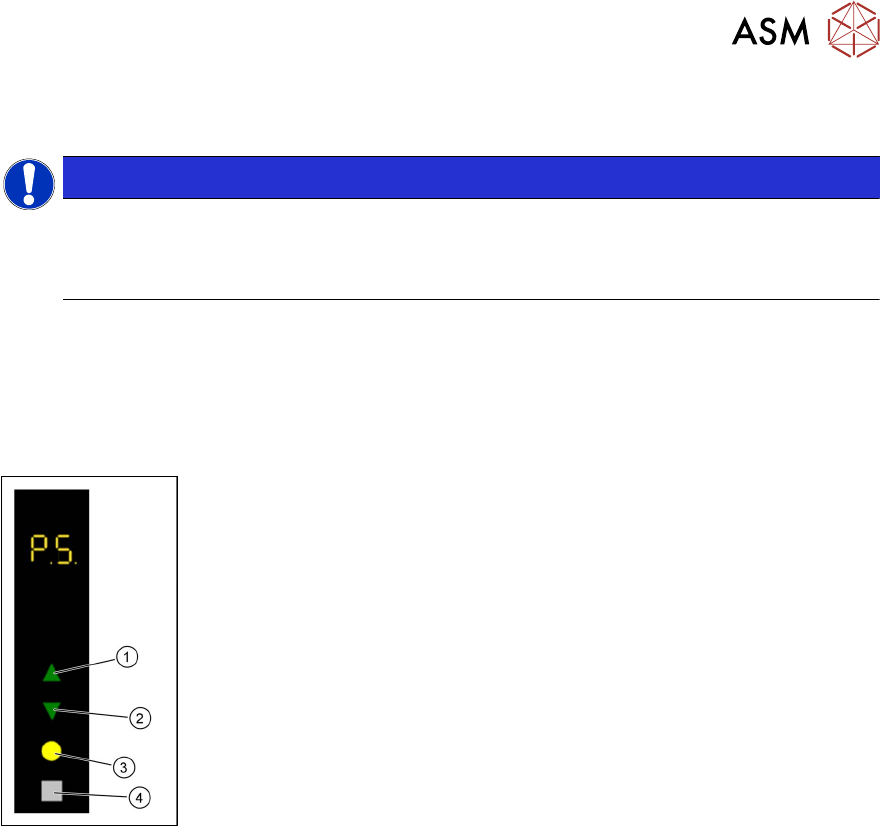
通过功能键进行调整
► 使用
Up
(1)
或
Down
键
(2)
选择操作模式
P1
。
► 同时按住
Select
(3)
和
Adjust
(4)
键以切换至
Service
接入级别。
► 使用
Up
(1)
或
Down
键
(2)
选择操作模式
P5
。
► 按
Select
按钮
(3)
以进行调整。
► 使用
Up
(1)
和
Down
键
(2)
移动浸渍板,直至挡板和浸渍板完全水平。
► 按
Select
按钮
(3)
以保存零位。