00193794-11_VD_SSW 505.05_de en.pdf - 第118页
Software-Versionsbeschreibung St ationssoftware 505.05 Ausgabe 07/2008 Die beiden nachfolgenden Abbildungen zeigen jeweils eine Transportspur mit zwei Stopp-Positionen pro Bearbeitungsbereich. Transportri chtung Bero Ber…
Software Version Description, Station Software 505.05 Ausgabe 07/2008
117 of 150
5.24.1. Einschränkungen
- An der Station korrigierte Marken- und Abholpositionen werden nicht in das Programmiersystem
übernommen. Sie gelten nur bis zum nächsten Rüstungswechsel. Der Bediener muss die Daten
der korrigierten Positionen ggf. manuell am Programmiersystem eingeben.
- Wenn Fehler bei der Lageerkennung durch schlecht positionierte Leiterplatten auftreten, muss der
Bediener alle nicht erkannten Marken einzeln messen. Der oben beschriebene Ablauf ist also für
jede nicht erkannte Marke erneut durchzuführen.
- Einmal vom Bediener geteachte und quittierte Abhol-/Markenpositionen können nicht mehr
rückgängig gemacht werden. Sie müssen ggf. durch erneutes Teachen korrigiert werden.
- Bei Maschinen der Serie SIPLACE S25 kann Online-Editing nicht für die Abholpositionen
verwendet werden. Die LP-Visionskamera kann die Abholpositionen nicht scannen, da der y-
Verfahrweg begrenzt ist.
5.25. Max. 50 Zeichen für Objektnamen an der Station
Objektnamen (Namen von Bauelementen, Leiterplatten, Bestücklisten usw.) sind auf 50 Zeichen
begrenzt. Da es jedoch möglich ist, z.B. in SIPLACE Pro Namen mit mehr als 50 Zeichen einzugeben,
werden solche während des Downloads gekürzt. Dies gilt für SIPLACE Pro, SIPLACE OIS, SIPLACE
Explorer und die SIPLACE Stationssoftware.
5.25.1. Einschränkungen
Die maximale Anzahl der Zeichen für einen LP-Barcode ist nach wie vor auf 40 Zeichen für eine
Leiterplatte begrenzt.
5.26. Option "Lange Leiterplatte"
Als lange Leiterplatten werden Leiterplatten bezeichnet, die länger sind als der Bearbeitungsbereich
bzw. das Bearbeitungsband (BB) und die deshalb "auf zweimal" bestückt werden müssen.
Das Bearbeiten einer solchen Leiterplatte ist nun in mehreren Takten innerhalb eines
Bearbeitungsbereiches möglich. Dafür wird eine Leiterplatte bis zur ersten Stopp-Position gefahren,
geklemmt und bearbeitet. Wenn das Bearbeiten beendet ist, erfolgt der Weitertransport zur nächsten
Stopp-Position. Hier wird die Leiterplatte weiter bearbeitet. D.h. der Bestückinhalt eines
Bearbeitungsbereiches wird nicht mehr in einem Durchlauf bestückt, sondern die LP fährt zu einer
Stopp-Position, die Lageerkennung wird durchgeführt, und der dieser Stopp-Position zugeordnete
Bestückinhalt wird bestückt. Dieser Ablauf wiederholt sich für alle vorgegebenen Stopp-Positionen des
Bearbeitungsbereiches. Dabei sind die Bearbeitungsbereiche einer Maschine mit zwei BB unabhängig
voneinander.
Unabhängig vom Maschinentyp können jedem Bearbeitungsbereich N Stopp-Positionen zugewiesen
werden. Der Bestückinhalt an einer Stopp-Position entspricht einem Takt.
Software-Versionsbeschreibung Stationssoftware 505.05 Ausgabe 07/2008
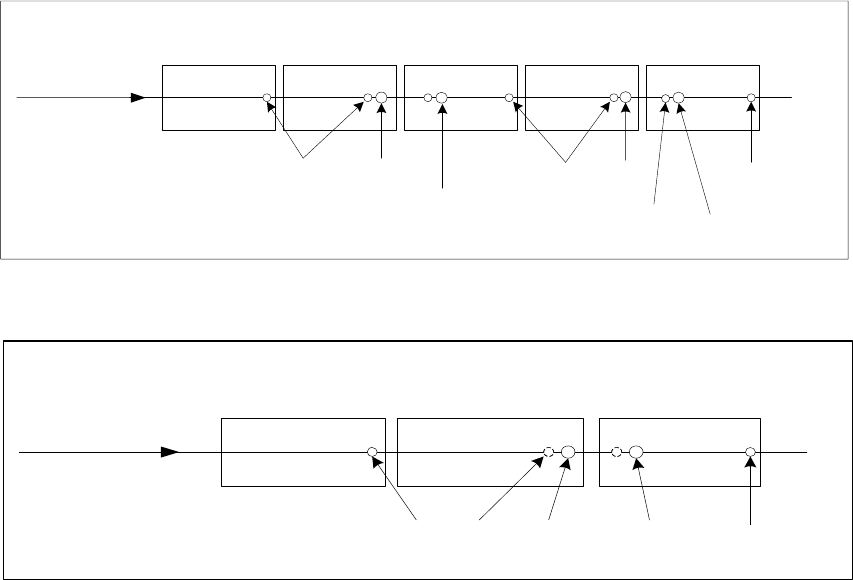
Die beiden nachfolgenden Abbildungen zeigen jeweils eine Transportspur mit zwei Stopp-Positionen
pro Bearbeitungsbereich.
Transportrichtung
BeroBero
Stopp-
Position 1
Bero
Stopp-
Position 1
Stopp-
Position 2
EB ZBBB 1 BB 2 AB
Bero
Stopp-
Position 2
Abb. 5-3: Transportspur mit zwei Bearbeitungsbereichen
Transportrichtung
Bero
Bero
Stopp-
Position 1
EB BB AB
Stopp-
Position 2
Abb. 5-4: Transportspur mit einem Bearbeitungsbereich
Für die Option "Lange Leiterplatte" gelten folgende Regeln:
- Wenn ein globaler Inkpunkt definiert ist, muss er in BB 1 angefahren werden können, da sonst
nicht entschieden werden kann, ob die Leiterplatte bestückt werden soll oder nicht.
- Bei ausgeschalteter Lageerkennung für die Einzelschaltungen und eingeschalteter Lageerkennung
für die Leiterplatte müssen die für die Leiterplatte definierten Passmarken in beiden
Bearbeitungsbereichen angefahren werden können.
- Eine Einzelschaltung darf in einem Bearbeitungsbereich nur dann bestückt werden, wenn der
zugehörige Inkpunkt und die zugehörigen lokalen Passmarken angefahren werden können, da:
- vor Beginn der Bestückung einer Einzelschaltung bekannt sein muss, ob sie überhaupt bestückt
werden soll,
- für die Bestückung die Korrekturfaktoren aus der globalen Lageerkennung bekannt sein müssen.
Alle Marken und Inpunkte einer Einzelschaltung müssen entweder vollständig in BB 1 oder
vollständig in BB 2 liegen.
- Wenn die Bestückung eines Bauelements eine eigene Lagekorrektur erfordert, müssen in dem BB,
in dem das Bauelement bestückt werden soll, alle Passmarken angefahren werden können, die für
diese Bestückposition definiert wurden.
- Marken können sich auch außerhalb des Überlappungsbereiches befinden.
- Für eine Leiterplatte müssen bis zu 6 Passmarken für einen Passmarkensatz definiert werden.
118 von 150
Software Version Description, Station Software 505.05 Ausgabe 07/2008
119 of 150
-
Die Option "Lange Leiterplatte" gilt immer für eine ganze Linie.
- Für die Umstellung auf den Betrieb mit langen Leiterplatten müssen die Bestückautomaten nicht
ausgeschaltet werden. Es sind jedoch das Leerfahren der Linie und eine neue
Maschinendatenversorgung der Stationen notwendig.
- Wenn über das Programmiersystem der Transportmodus gewechselt wird, während sich keine
Leiterplatte im Transport befindet, so gilt der neue Transportmodus für die nächste, in das
Eingabeband einfahrende Leiterplatte.
Wenn während der Umkonfiguration sich Leiterplatten im Transport befinden, werden diese noch
mit dem vorherigen Transportmodus verfahren. Der neue Transportmodus gilt erst ab der
nächsten, in das Eingabeband einfahrenden Leiterplatte. Diese kann allerdings erst in das
Bearbeitungsband weitertransportiert werden, wenn sich keine der alten Leiterplatten im Transport
befindet.
- In jedem Bearbeitungsbereich können N Stopp-Positionen sein. Im Programmiersystem wird bei
der Auftragserstellung definiert, an welcher der Stopp-Positionen in einem Bearbeitungsbereich die
Leiterplatte gestoppt und bearbeitet wird.
- Im Programmiersystem wird konfiguriert, welche Stopp-Positionen die Optimierung verwenden
kann. Bei der Optimierung werden dann die verwendeten Stopp-Positionen ermittelt und mit der
Auftragsvorgabe an die Station weitergegeben.
- Die Option "Lange Leiterplatte" gilt auch für Maschinen mit Doppeltransport.
- Wenn die Option "Lange Leiterplatte" gesetzt ist, wird die Option "Whispering down the Line"
automatisch gesperrt.
5.26.1. Einschränkungen
- "Whispering down the Line" und "Whispering down the Machine" sind nur möglich, wenn
ausschließlich die gleichen Stopp-Positionen (mit gleichem Offset) in einer Linie verwendet werden.
- Eine an falscher Position eingebaute Stopp-Einheit (Stopper, Laserlichtschranke) kann nicht
überprüft werden. Außer der Markenerkennung findet keine Überprüfung statt.
- Im Modus "synchroner Doppeltransport" ist die Inkpunkterkennung nicht möglich.
- Das Teachen der LP-Referenz-Position für eine Transportspur ist nur bei vorhandener Standard-
Stopp-Position (Offset 0) möglich.
- Im Transportmodus "Lange Leiterplatte" kann keine Leiterplatte zwischen dem Eingabeband und
dem Ausgabeband gepuffert werden.
- Beim Manipulieren von Marken ist der Bediener durch Auswahl des richtigen Portals selbst dafür
verantwortlich, dass die zu teachende Marke angefahren werden kann.
- An der Station wird die Aufteilung der Marken- und Bestückpositionen auf die
Bearbeitungsbereiche nicht überprüft. Es wird davon ausgegangen, dass die Daten vom
Programmiersystem diesbezüglich korrekt vorgegeben sind.