00196257-02 SG SIPLACE Vision FSE_de.pdf - 第27页
Informationen zur Pipettenbeschreibung Leitfaden für 9xx-Pipetten am TwinHead Leitfaden für Greifer-Pipetten am Tw inHead 27 Student Guide SIPLACE Vision (Digital) FSE Sehen Sie dazu auch... 3.3.3 Pipett enparame ter f…
Informationen zur Pipettenbeschreibung
Leitfaden für Greifer-Pipetten am TwinHead Leitfaden für 9xx-Pipetten am TwinHead
Student Guide SIPLACE Vision (Digital) FSE 26
Bei 6xx Stations-SW muss die Höhenüberprüfung auf überprüfen gestellt werden, um die Z-Achse
während der Portal Positionierung im sicheren Bereich zu halten.
Wird die Höhenüberprüfung Deaktiviert oder Aktiviert positioniert das Portal nur dann, wenn sich die Z-
Achse des TwinHead in oberster Position befindet!
Höhenmessung für 50x.xx-SW während des Referenzlaufes
3.3.5.3 Höhenmessung für 50x.xx-SW während des Referenzlaufes
Einige Greiferpipetten erlauben keine Höhenvermessung während des Referenzlaufes.
▪ Aus diesem Grunde wird die Pipette als 59x-Sonderpipette definiert und damit ohne
Höhenreferenzlauf benutzt.
▪ Bei der Stationssoftware 6xx.xx muss die Höhenvermessung deaktiviert werden. Dadurch wird nur
die programmierte Pipettennennlänge berücksichtigt.
▪ Wird die Pipette als 57x oder 58x
customized
Pipette programmiert, so wird sie wie eine Standard-
Pipette mit Höhenreferenzlauf behandelt. In 5xx.xx SW wird bei Z- im sicheren Bereich positioniert
(bei 6xx.xx nicht mehr).
▪ Nur mit der Betriebsart überprüfen wird für die Pipette mit BE der Bestückzeit sparende
Sichere Z-
Bereich
während des Positionierens des Portals benutzt.
Pipetten parameter bei Greif ern
3.3.5.4 Pipettenparameter bei Greifern
Pipetten länge – Length
Pipettenlänge – Length
Mit der angegebenen Pipettenlänge werden die Z- Achsensollpositionen für das Abholen, Zentrieren
und Bestücken berechnet.
Die Pipettenlänge und die BE-Höhe ergeben gemeinsam den Z-Verfahrweg nach oben damit mit
Sicherheit ein 25 mm hohes BE nicht umgestoßen wird
Portal positionieren mit Z-Achse im Sicheren Bereich.
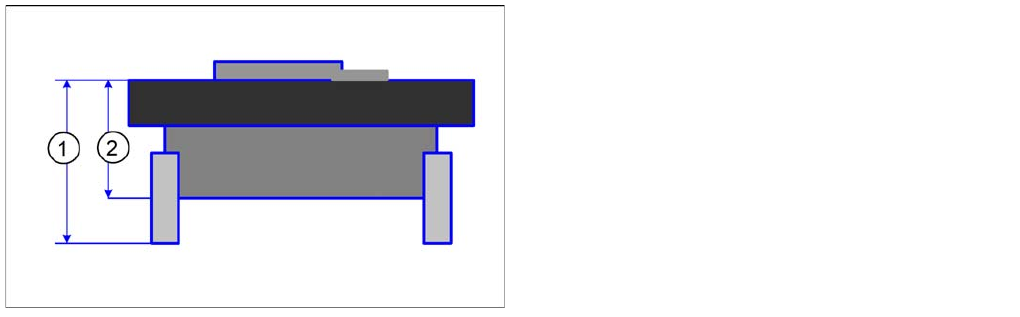
▪ Für die korrekte Berechnung der Fokusposition bzw.
für sehr große Greifer-Pipetten muss die Nennlänge
dieser Pipette ohne die Länge der Zangen
angegeben werden. Die einzutragende Gesamtlänge
entspricht dem Abstand von der Greiferaufsetzkante
bis zur Stirnseite des Adapters (2) (ohne TWIN-
Kopfadapter).
▪ Für Höhencheck überprüfen und bei kleinen Greifer-
Pipetten wird die Länge der aufsitzenden Zangen mit
gemessen (1).
Informationen zur Pipettenbeschreibung
Leitfaden für 9xx-Pipetten am TwinHead Leitfaden für Greifer-Pipetten am TwinHead
27 Student Guide SIPLACE Vision (Digital) FSE
Sehen Sie dazu auch...
3.3.3 Pipettenparameter für 9xx/5xx-Pipetten [ ➙ 18]
Min_Vak_Abstand – VacMinDifference
Min_Vak_Abstand – VacMinDifference
Dieser Wert entspricht der minimal zulässigen Vakuumdifferenz zwischen dem Vakuumwert offen
und Vakuumwert geschlossen und dient bei der offenen Pipette zur Überwachung des Verschleißes
und der Verschmutzung (z.B. durch Lotpaste) der Pipette.
Weil nun die "Greiferpipette" keine Ansaugöffnung für ein BE hat entfällt der Vakuumwert offen, somit
ist dieser Min_Vak_Abstand mit "0" zu programmieren (SW50x.xx).
(Würde eine Vakuummessung bei der geschlossenen Greiferpipette durchgeführt könnte der Messwert
"offen" zufällig höher als der Messwert geschlossen ermittelt werden; die Maschine bleibt dann mit
fatalem Maschinenfehler stehen).
Bei 6xx Stations-SW wird Vakuumüberprüfung auf Deaktiviert gestellt dann wird die Vakuumabfrage
weder beim Referenzlauf noch während des Bestückens durchgeführt.
Kub_Vak_Schwellwert – VacCubic
Kub_Vak_Schwellwert – VacCubic
Der Parameter Kub_Vak_Schwellwert wird am TwinHead als Schwelle zur Prüfung auf das
Vorhandensein eines BE an der Pipette verwendet.
Da am Greifer keine Ansaugöffnung vorhanden ist, entfällt diese Art der BE–Anwesenheitsprüfung auf
Vakuumbasis.
Für Greiferpipetten muss hier der Wert "0" eingetragen werden (SW 505.xx).
Nkub_Vak_Schwellwert – VacNonCubic
Nkub_Vak_Schwellwert – VacNonCubic
Dieser Parameter dient am TwinHead zur Festlegung der
Abholschwelle
eines Bauteils.
Bei Unterschreiten der Abholschwelle ist der Abholvorgang beendet und die Z-Achse kann nach oben
positioniert werden.
Die Angabe einer
Abholschwelle
führt beim BE-Abholen zu
Wartezeiten
, bis sich der entsprechende
Druck im Vakuumsystem aufgebaut hat. Deshalb empfiehlt es sich, um nicht zusätzlichen
Bestückleistungsverlust zu verursachen, den Parameter Nkub_Vak_Schwellwert auf "0" zu setzen.
Hierdurch wird die Verweilzeit der Pipette auf dem BE beim Abholen nicht mehr zustands-, sondern
zeitgesteuert durchgeführt.
Mit aktivierter Zeitsteuerung reduziert sich die Verweilzeit auf 15 ms.
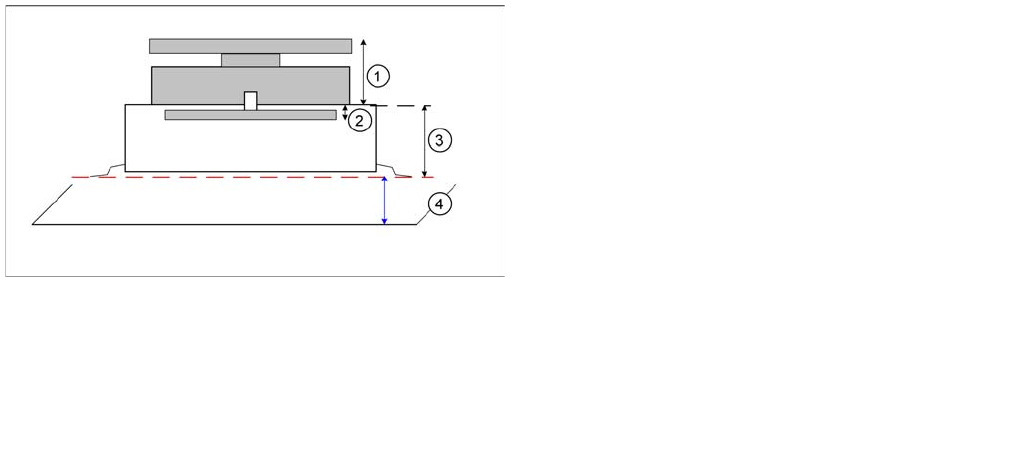
Pipettenlänge plus BE-Höhe bestimmt die Zielposition
der Z-Achse!
Bei der Ermittlung der Pipettenlänge (1) muss beachtet
werden, dass die Pipettenlänge plus die BE-Höhe (3) die
Zielposition bestimmt, die die Z-Achse beim BE-
Zentrieren anfährt. Die Anschlussmerkmale an der BE-
Unterseite sollen möglichst exakt in der Fokusebene
sein.
Für Greiferanwendungen ergibt sich damit grundsätzlich
die Situation, dass die Zangenlänge (2) meist nicht mit
berücksichtigt werden darf.
Wird das Zangenlänge (2) jedoch im Referenzlauf
gemessen so wird die BE-Unterseite zu tief gegenüber
der Fokusebene (4) der Kamera dargestellt. Dies kann
ausgeglichen werden indem die ‚effektive BE-Höhe’
unterhalb der Zangen für die GF- Programmierung
benutzt wird.

Informationen zur Pipettenbeschreibung
Leitfaden für Greifer-Pipetten am TwinHead Pipetten für den CPP-Kopf
Student Guide SIPLACE Vision (Digital) FSE 28
Zeitprogrammierung wegen fehlender Abholschwelle:
Bei fehlendem Vakuumschwellwert für den Abholprozess erhält die Zeitprogrammierung beim Abholen
eine erhöhte Bedeutung.
Wird die
Verweilzeit beim Abholen
zu kurz gewählt (ohne Eingabe im Gehäuseform-Editor Menü:
Erweiterte Bearbeitung), kann das BE unter Umständen nicht sicher bzw. zuverlässig abgeholt
werden. (Gehäuseform Wartezeit beim Abholen).
Um das BE trotzdem sicher abholen zu können, muss die Verweilzeit manuell verlängert werden. Hierbei
empfiehlt es sich die Wartezeit schrittweise (in 10 ms Schritten) bis zum sicheren Abholen des BEs zu
erhöhen.
Zul_Undi chtigkeit - VacL eakyTol
Zul_Undichtigkeit - VacLeakyTol
Mit dem Parameter Zul_Undichtigkeit wird am TwinHead die Schwelle des Blasdrucks für das Setzen
von Bauteilen bestimmt. Bei Überschreitung des Schwellwerts wird der Setzvorgang beendet und die Z-
Achse kann nach oben positioniert werden.
Der Parameterwert ergibt sich als Prozentwert (in 0.01 %) des in der Gehäuseform eingetragenen
Blasdrucks.
Der Wert des Blasdrucks bewirkt bei Greiferpipetten das Öffnen der Zangen.
Es kann die Bestückleistung optimiert werden indem der Bestückvorgang durch Eingabe von "0"
zeitgesteuert wird.
Zeitprogrammierung wegen fehlender Blasluftschwelle:
Greiferpipetten öffnen durch den Druckaufbau der Blasluft ihre Zangen.
Wird die
Verweilzeit beim Bestücken
zu kurz gewählt (ohne Eingabe "15 ms") hat das BE unter
Umständen noch Kontakt zum Greifer.
Um das BE trotzdem sicher bestücken zu können, muss die
Verweilzeit beim Bestücken
ggf. manuell
verlängert werden. Hierbei empfiehlt es sich die Wartezeit schrittweise (in 10ms Schritten) bis zum
sicheren Bestücken des BEs zu erhöhen.
Pipetten für den CPP-Kopf
3.4 Pipetten für den CPP-Kopf
2xxx- (ähnlich 9xx) und 28xx-Pipetten (ähnlich 8xx) am CPP-(Multistar-)Bestückkopf werden aufgrund
des extrem weiten BE-Spektrums von 0,4x02 mm bis 50x40 mm zahlreich werden.
Die Pipettenspitzen (Kontaktflächen zum BE) werden von den 9xx- und 8xx-Pipetten übernommen (ggf.
umgestellt auf EGB-sichere Versionen). Der Pipettenstumpf ist neu und beinhaltet die 'Kugelrastung'
zum Segment. Für Sonderpipetten ist der Pipettenstumpf für die großen 28xx-Pipetten unsymmetrisch
ausgelegt. So können unsymmetrische Pipettenspitzen in eindeutiger Position im Pipettenwechsler
eingesetzt und am CPP-Segment benutzt werden.
Programm ieren von Sonder pipetten i n Siplace PRO (3.x)
3.5 Programmieren von Sonderpipetten in Siplace PRO (3.x)
In SIPLACE PRO lassen sich für alle Bestückköpfe kundendefinierte Sonder-Pipetten erzeugen und an
den Bestückautomaten schicken.
Dazu wird die Aktuell.Ma Datei bei jedem Download erneuert. Es werden nur Pipetten zur Station
übermittelt die der aktuellen Kopfkonfiguration entsprechen.
Anstelle der Aktuell.Ma wird ab der X- und D-Serie die Datei NozzleLib.xml verwendet.
Mit einem Betriebszustandswechsel, z. B. aus SITEST wieder zurück in die Stations-SW, wird diese
Datei neu eingelesen.
HINWEIS
Wartezeit beim Abholen anpassen!
Ist bei 6xx-Stations-SW die Vakuumüberprüfung auf Deaktiviert gestellt dann kann es ebenfalls
nötig sein, die Wartezeit beim Abholen an die "Greifzeit für das BE" anzupassen!