00196257-02 SG SIPLACE Vision FSE_de.pdf - 第29页
Informationen zur Pipettenbeschreibung Programmieren von Sonderpipetten in Siplace PRO (3.x) Pipetteneditor 29 Student Guide SIPLACE Vision (Digital) FSE Pipetten editor 3.5.1 Pipetteneditor Der Pipetteneditor in SIPL AC…

Informationen zur Pipettenbeschreibung
Leitfaden für Greifer-Pipetten am TwinHead Pipetten für den CPP-Kopf
Student Guide SIPLACE Vision (Digital) FSE 28
Zeitprogrammierung wegen fehlender Abholschwelle:
Bei fehlendem Vakuumschwellwert für den Abholprozess erhält die Zeitprogrammierung beim Abholen
eine erhöhte Bedeutung.
Wird die
Verweilzeit beim Abholen
zu kurz gewählt (ohne Eingabe im Gehäuseform-Editor Menü:
Erweiterte Bearbeitung), kann das BE unter Umständen nicht sicher bzw. zuverlässig abgeholt
werden. (Gehäuseform Wartezeit beim Abholen).
Um das BE trotzdem sicher abholen zu können, muss die Verweilzeit manuell verlängert werden. Hierbei
empfiehlt es sich die Wartezeit schrittweise (in 10 ms Schritten) bis zum sicheren Abholen des BEs zu
erhöhen.
Zul_Undi chtigkeit - VacL eakyTol
Zul_Undichtigkeit - VacLeakyTol
Mit dem Parameter Zul_Undichtigkeit wird am TwinHead die Schwelle des Blasdrucks für das Setzen
von Bauteilen bestimmt. Bei Überschreitung des Schwellwerts wird der Setzvorgang beendet und die Z-
Achse kann nach oben positioniert werden.
Der Parameterwert ergibt sich als Prozentwert (in 0.01 %) des in der Gehäuseform eingetragenen
Blasdrucks.
Der Wert des Blasdrucks bewirkt bei Greiferpipetten das Öffnen der Zangen.
Es kann die Bestückleistung optimiert werden indem der Bestückvorgang durch Eingabe von "0"
zeitgesteuert wird.
Zeitprogrammierung wegen fehlender Blasluftschwelle:
Greiferpipetten öffnen durch den Druckaufbau der Blasluft ihre Zangen.
Wird die
Verweilzeit beim Bestücken
zu kurz gewählt (ohne Eingabe "15 ms") hat das BE unter
Umständen noch Kontakt zum Greifer.
Um das BE trotzdem sicher bestücken zu können, muss die
Verweilzeit beim Bestücken
ggf. manuell
verlängert werden. Hierbei empfiehlt es sich die Wartezeit schrittweise (in 10ms Schritten) bis zum
sicheren Bestücken des BEs zu erhöhen.
Pipetten für den CPP-Kopf
3.4 Pipetten für den CPP-Kopf
2xxx- (ähnlich 9xx) und 28xx-Pipetten (ähnlich 8xx) am CPP-(Multistar-)Bestückkopf werden aufgrund
des extrem weiten BE-Spektrums von 0,4x02 mm bis 50x40 mm zahlreich werden.
Die Pipettenspitzen (Kontaktflächen zum BE) werden von den 9xx- und 8xx-Pipetten übernommen (ggf.
umgestellt auf EGB-sichere Versionen). Der Pipettenstumpf ist neu und beinhaltet die 'Kugelrastung'
zum Segment. Für Sonderpipetten ist der Pipettenstumpf für die großen 28xx-Pipetten unsymmetrisch
ausgelegt. So können unsymmetrische Pipettenspitzen in eindeutiger Position im Pipettenwechsler
eingesetzt und am CPP-Segment benutzt werden.
Programm ieren von Sonder pipetten i n Siplace PRO (3.x)
3.5 Programmieren von Sonderpipetten in Siplace PRO (3.x)
In SIPLACE PRO lassen sich für alle Bestückköpfe kundendefinierte Sonder-Pipetten erzeugen und an
den Bestückautomaten schicken.
Dazu wird die Aktuell.Ma Datei bei jedem Download erneuert. Es werden nur Pipetten zur Station
übermittelt die der aktuellen Kopfkonfiguration entsprechen.
Anstelle der Aktuell.Ma wird ab der X- und D-Serie die Datei NozzleLib.xml verwendet.
Mit einem Betriebszustandswechsel, z. B. aus SITEST wieder zurück in die Stations-SW, wird diese
Datei neu eingelesen.
HINWEIS
Wartezeit beim Abholen anpassen!
Ist bei 6xx-Stations-SW die Vakuumüberprüfung auf Deaktiviert gestellt dann kann es ebenfalls
nötig sein, die Wartezeit beim Abholen an die "Greifzeit für das BE" anzupassen!
Informationen zur Pipettenbeschreibung
Programmieren von Sonderpipetten in Siplace PRO (3.x) Pipetteneditor
29 Student Guide SIPLACE Vision (Digital) FSE
Pipetten editor
3.5.1 Pipetteneditor
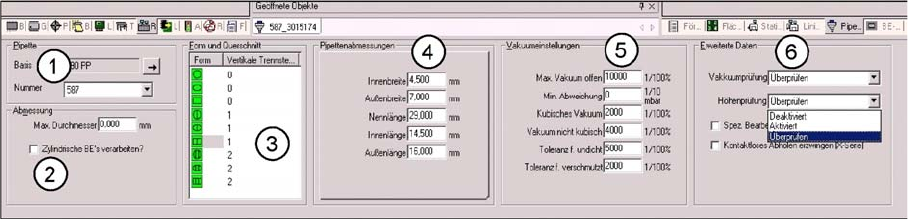
Der Pipetteneditor in SIPLACE Pro (3.x) sieht wie folgt aus:
SIPLACE Pro 3.0 Pipetteneditor
Erläuterungen zu den Einträgen im Pipetteneditor
1. Pipette:
hier wird die Grund-Pipette ausgewählt, die der gewünschten Kundenpipette möglichst nahe kommt.
Die geometrischen Dimensionen der Sonderpipette können mit den nachfolgend beschriebenen
Parametern angepasst werden.
Bei den zu programmierenden Vakuumwerte (vor allem Min. Abweichung) ist zu beachten, ob in der
C&P-Kopf-Basis-Pipette
ein Innenfilter eingesetzt ist.
Im Nummernfenster wird die gewünschte Kundenpipettennummer eingetragen:
– für TwinHead: 520-549 und 570-589,
– für C&P6: 870-889 aber auch 970-989,
– für C&P12: 970-989,
– für C&P20: 1070-1099.
2. Abmessung
hier wird die größte Pipettenausdehnung für die Rüstoptimierung programmiert. Dies gilt für
großflächige Greifer die das benachbarte TwinHead-Segment oder die LP-Kamera berühren
könnten. TwinHead Betriebsart mit 2 BEs gleichzeitig ist bis zu einer BE-Größe von 45 (x50) mm
möglich. Darunter ist kein Einfluß auf die Optimierung zu erwarten, die Programmierung sollte
trotzdem korrekte Werte auch für kleine Zangendimensionen vollständig ergeben.
– Zylindrische BEs verarbeiten:
Breite konkav meint die seitliche Länge der konkaven (nach oben gewölbten) Pipettenspitze.
– Durchmesser konkav meint die
Breiten
-Dimension der schmalen Pipettenseite.
Für den C&P20 wird dadurch auch ein Vakuum-Defaultparameter aktiviert.
3. Form und Querschnitt
– bestimmt die zeichnerische Darstellung der Pipette auf dem BE und die Programmparameter im
Feld Pipettenabmessungen.
– runde Pipetten → Innen-; Außendurchmesser
– ovale Pipetten → Breite (kurze Achse des Ovals) Innenkontur; Breite Außenkontur; Länge (lange
Achse des Ovals) Innenkontur; Länge Außenkontur.
– rechteckige Pipette → Innen-; Außenbreite; Innen-; Außenlänge.
4. Pipettenabmessungen
– hier wird die Pipettenspitzengeometrie programmiert, um durch die zeichnerische Darstellung
bereits während der Programmierung erkennen zu können, ob diese Pipette das BE tragen
kann: die
Innendimensionen
zeigen die Kontaktfläche zum BE mit Vakuum,
die
Außendimensionen
müssen sich auch bei hoher Abholtoleranz noch innerhalb des BE-
Körpers befinden.
Informationen zur Pipettenbeschreibung
Pipetteneditor Programmieren von Sonderpipetten in Siplace PRO (3.x)
Student Guide SIPLACE Vision (Digital) FSE 30
– Außerdem wird hier immer die Pipetten(gesamt)länge definiert. Diese Länge bestimmt Abhol-,
Zentrier- und Bestückvorgänge und deren Qualität - kopftypabhängig.
Die absoluten Toleranzgrenzen der Pipettenlänge betragen
+/- 0,4 mm bei C&P-Köpfen und
+/- 1 mm beim TwinHead.
5. Vakuumeinstellung
bestimmt die BE-Erkennung mithilfe von kopf- und pipettentypischen Vakuum-Kennwerten.
Detaillierte Erläuterungen finden Sie bei den jeweiligen Kopftypen.
6. Erweiterte Daten
hier werden die Vakuum- und Höhenüberprüfungen (Pipettenlängen-) für Maschinen ab 60x SW
programmiert.
– Vakuumprüfung:
Überprüfen heißt; beim Referenzlauf Vakuum (offen/geschlossen) messen und nach
Min.Abweichung (VacMinDifference) Grenzwertunterschreitung prüfen. (Pip.wert 2 in XML-
Datei)
Aktiviert
heißt; beim Referenzlauf nur Vakuum messen ohne Überprüfung auf
pipettenspezifischen Min. Abweichung (VacMinDifference) Grenzwert (Pip.parameterwert 1
in der XML-Datei).
Der Messwert wird als 100% Vakuumabstand gesetzt und die Erkennungsschwellen für die
Vakuum-BE-Erkennung danach gesetzt und ausgewertet.
Deaktiviert
heißt: keine Vakuumprüfung bei irgendeinem der Referenzläufe. (Wert "0").
– Höhenprüfung ist die Pipettenlängen- und Kopfhöhenmessung:
Überprüfen heißt, beim Referenzlauf wird der Verfahrweg der Z-Achse gemessen und die
Pipettenlänge daraus errechnet. Ein Prüfen auf gegebene Nennlänge (Length) ergibt bei Über-
oder Unterschreitung eine Fehlermeldung (bei TwinHead +/-1mm, bei C&P +/-0,4 mm erlaubt;
Wert "2")
Aktiviert
heißt, beim Referenzlauf nur Messen ohne Überprüfung nach Pipettennennlänge (Wert
1) dieses Messresultat wird als Pipettennennlänge für alle folgenden Bestückaktivitäten
akzeptiert.
Deaktiviert
heißt: keine Prüfung bei keinem der Referenzläufe. (Wert "0").
Funktionshinweise der Höhenprüfung
Bei den C&P-Köpfen findet die Höhenvermessung nach jedem Pipettenwechsel statt. Am TwinHead
findet eine Höhenprüfung nur bei Erstbenutzen der Twin-Pipette nachdem Einschalten / Wechsel in die
Stations-SW statt; nicht bei jedem Pipettenwechsel des Kopfes.
Höhenprüfung "2" aktiviert die zeitsparende Z-Position im
Sicheren Bereich
während des
Portalpositionieren mit TwinHead.
Die Einstellungen Aktiviert oder Deaktiviert fährt die TwinHead-Z-Achse in oberste Position während des
Portalpositionierens. Beachten Sie den Einfluss auf das Positionieren in die Kamerafokusebene bei
Greiferpipetten am TwinHead.
Spez. Bearbeitung bei kleiner Kraft: Eine zur Zeit nicht realisierte Option für TwinHead.
Kontaktloses Abholen erzwingen (X-Serie): Gehäuseform-unabhängig muss dann der C&P-Kopf mit
dieser Pipette kontaktlos aus dem Förderer abholen!