D-serie level 1 EN.pdf - 第58页
Overview Assemblies Conveyor System S tuden t Guide Advanced Level 1 SIPLACE D-Series Overview EN 05/2007 3-34 3.4.10.2 Single Conveyor Construction 3-26: PCB conveyor construction (D4) Legend The single conveyor system …
Overview
Conveyor System Assemblies
Student Guide Advanced Level 1 SIPLACE D-Series
EN 05/2007 Overview
3-33
Board control In the conveyor
The boards are checked with the help of light barriers (transmitter and receiver). The transmitter is
located below the conveyor belt and the receiver opposite to it, above the conveyor belt. The light
barriers stop the board in the input conveyor, intermediate and output conveyors.
The light barrier in the placement areas starts the braking process via the DC motor and switches the
laser (stopper) on. The board moves at reduced speed, within a fixed time window (100 ms) , until it
reaches the stopping position (laser). The braking profile is adjusted to the weight of the board (software-
controlled). This guarantees a consistent transport time, irrespective of the board used.
Machines with multiple processing areas (D4/D3) have a board monitoring function in the station
software i.e. the board conveyor process must be uninterrupted up to the relevant sensor, in each of the
five sectors. Removal at intermediate positions is not permitted.
Board stopper
In the placement area, the board is stopped by the laser light barrier. This laser light barrier recognizes
the front edge of the board and stops it. This prevents the board from hitting the mechanical end stop.
The positioning accuracy for the board is +/-0.5 mm.
An optional second, mechanical stopper is available for long boards, with lengths up to 610 mm.
Lifting table
Each placement area has one or two independently working lifting tables (single/dual conveyor). The
lifting table is driven indirectly via a pneumatic cylinder, with 5/2 direction control valve. Different PCB
thicknesses are automatically compensated. The vertical guidance for the lifting table plate (up/down) is
defined at four points. The travel range is determined by a measurement system.
The top position is controlled by the measurement system, with the help of an incremental encoder and
a defined time window. The conveyor motor checks whether the board has been successfully clamped
into place.
The bottom position is checked by the measuring system, with the help of a proximity switch on the
pneumatic cylinder and a defined time window.
The space below the board is 40 mm.
The "old" 74 mm high, red board supports are no longer supported by the HF and SIPLACE X/D
machines. Instead, use the black (94 mm) PCB supports.
The dual conveyor can also be used as a single conveyor, if the conveyor sides from lane 2 are moved
together (flexible dual conveyor).
Overview
Assemblies Conveyor System
Student Guide Advanced Level 1 SIPLACE D-Series
Overview EN 05/2007
3-34
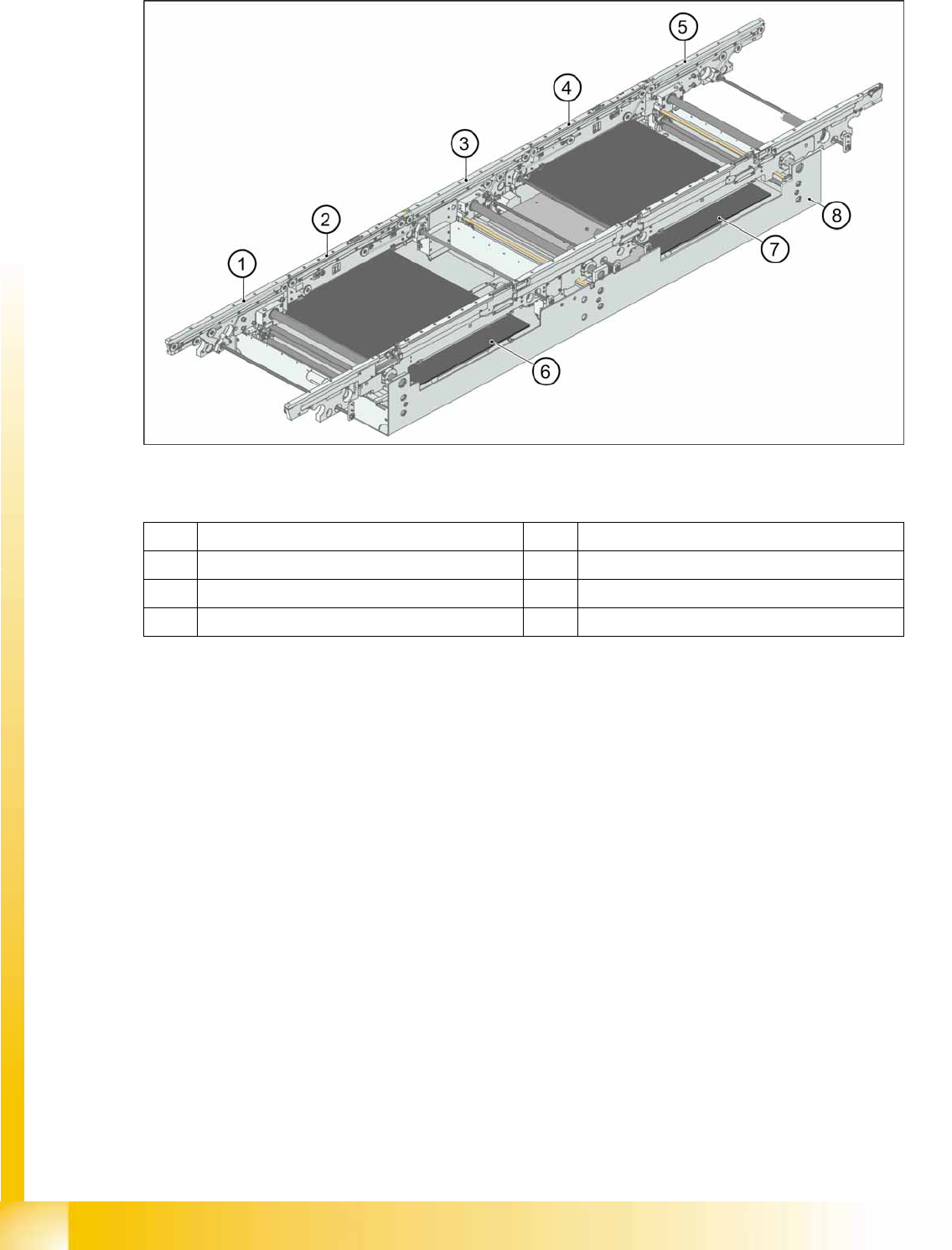
3.4.10.2 Single Conveyor Construction
3-26: PCB conveyor construction (D4)
Legend
The single conveyor system consists of an input conveyor, two placement areas, the intermediate
conveyor and the output conveyor. Each conveyor has automatic width adjustment and two lifting tables
to clamp the PCB in place.
1 Input conveyor 5 Output conveyor
2 Processing conveyor 1 6 Lifting table 1
3 Intermediate conveyor 7 Lifting table 2
4 Processing conveyor 2 8 Conveyor vat
Overview
Conveyor System Assemblies
Student Guide Advanced Level 1 SIPLACE D-Series
EN 05/2007 Overview
3-35
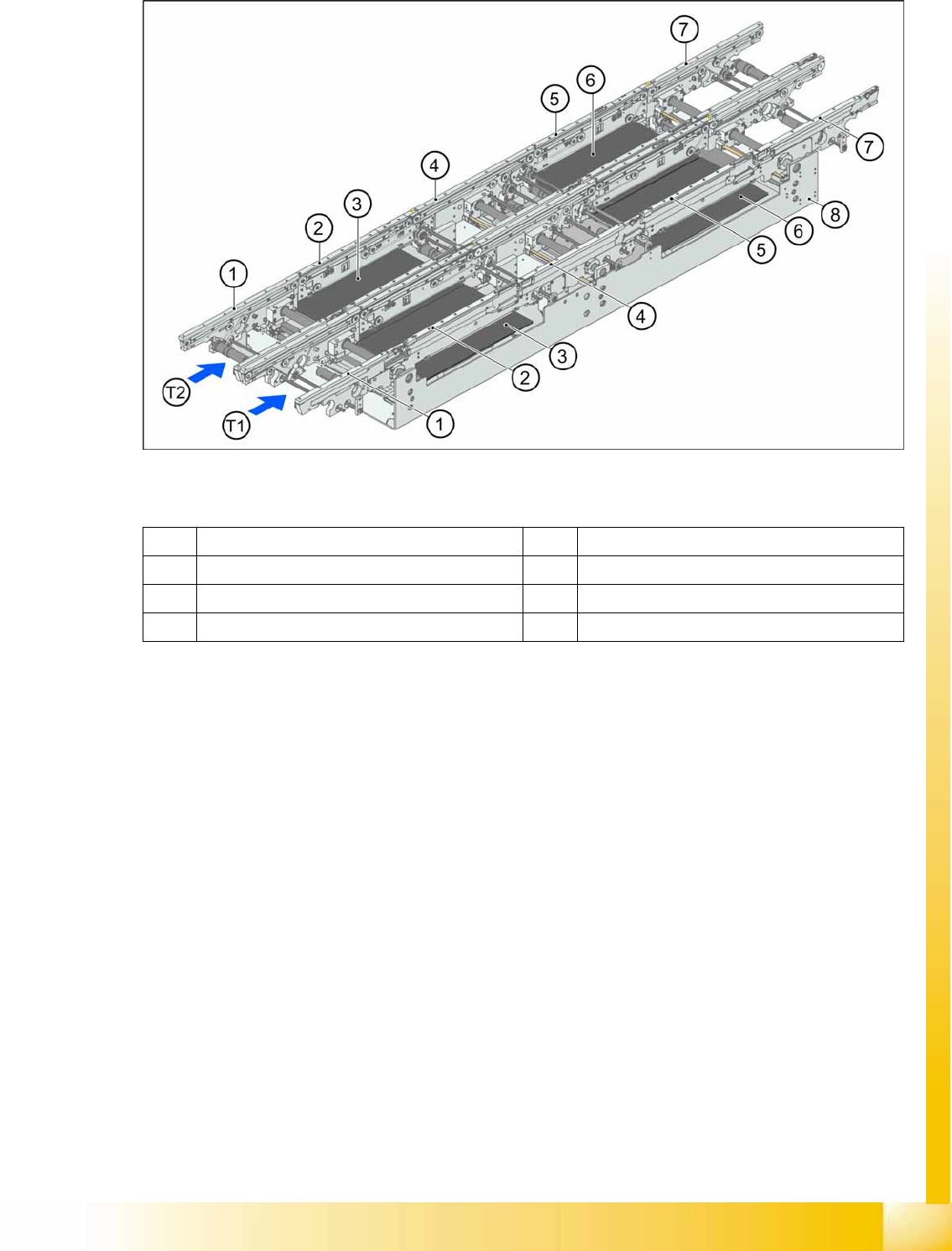
3.4.10.3 Dual Conveyor Construction
3-27: Dual conveyor construction (D4)
Legend
The dual conveyor has two conveyor lanes (1 and 2). In the standard model, the fixed conveyor side is
on the right side of each lane. This fixed conveyor side can be easily changed to the left.
1 Input conveyor 5 Processing conveyor 2
2 Processing conveyor 1 6 Lifting table 2
3 Lifting table 1 7 Output conveyor
4 Intermediate conveyor 8 Conveyor vat