00197468-02_SM_Twin_Kunde_DE.pdf - 第82页
6 Parameter und Kalibrierung 6.2 Parameter und Kalibrierung SW6xx.x 82 Serviceanleitung SIPLACE TwinStar (Twin, Twin HF, Twin VHF) 07/2020 6.2.2 Parameter TwinHead Abb.143: Aufkleber mit D‑Achs-Korrekturwert und Parame-…
6 Parameter und Kalibrierung
6.1 Parameter und Kalibrierung SW7xx.x
Serviceanleitung SIPLACE TwinStar (Twin, Twin HF, Twin VHF) 07/2020 81
6 Parameter und Kalibrierung
6.1 Parameter und Kalibrierung SW7xx.x
► Für die Kalibrierung mit SW7xx.x lesen Sie den entsprechenden Abschnitt in den Job-Cards
Ihrer Maschine bzw. die Kalibrieranleitung soweit vorhanden.
6.2 Parameter und Kalibrierung SW6xx.x
6.2.1 Übersicht: Kalibrierschritte und Parameter
Voraussetzung: Twin-Modul ist montiert und elek-
trisch und pneumatisch angeschlossen.
Maschine einschalten und SITEST starten Hinweis: Keinen Referenzlauf starten
Parameter für die Kraftsensor, Federvorspannung
und evtl. Standardwerte für die Z‑Achse (max./
min. Verfahrbereich und Nullpunktkorrektur)
Nullpunktkorrektur DP-Achse eingeben.
Starten des Referenzlaufs DP‑Achse
Kalibrieren der DP‑Achse
Abgleich des Vakuumregelsystems im Menü
Kopfplatine → Nullabgleich Druckregler
Voraussetzung für weiteres Kali-
brieren: Gesamtreferenzlauf
Überprüfung des Nullabgleichs im Menü Kopfpla-
tine → Druck messen
Vakuum geschlossen kalibrieren im Menü Twin-
Head → Kalibrierfunktionen
Überprüfung des Blasdrucks und der Dichtheit
des Vakuumsystems im Menü TwinHead →
Kopfplatine
Kalibrieren TwinHead und Pipettenwechsler im
Hauptmenü SITEST →
Alle Köpfe und Kameras
(Nur Twin-Modul 1)
Hinweis: Beim Pipettenwechsler muss
die erste Garage leer sein und der
Füllstandslevel angepasst werden.
HINWEIS
Erstinbetriebnahme, Modultausch
Diese Arbeitsschritte sind bei der Erstinbetriebnahme sowie nach einem Modultausch
durchzuführen. Die detaillierte Beschreibung erfolgt auf den folgenden Seiten.
6 Parameter und Kalibrierung
6.2 Parameter und Kalibrierung SW6xx.x
82 Serviceanleitung SIPLACE TwinStar (Twin, Twin HF, Twin VHF) 07/2020
6.2.2 Parameter TwinHead
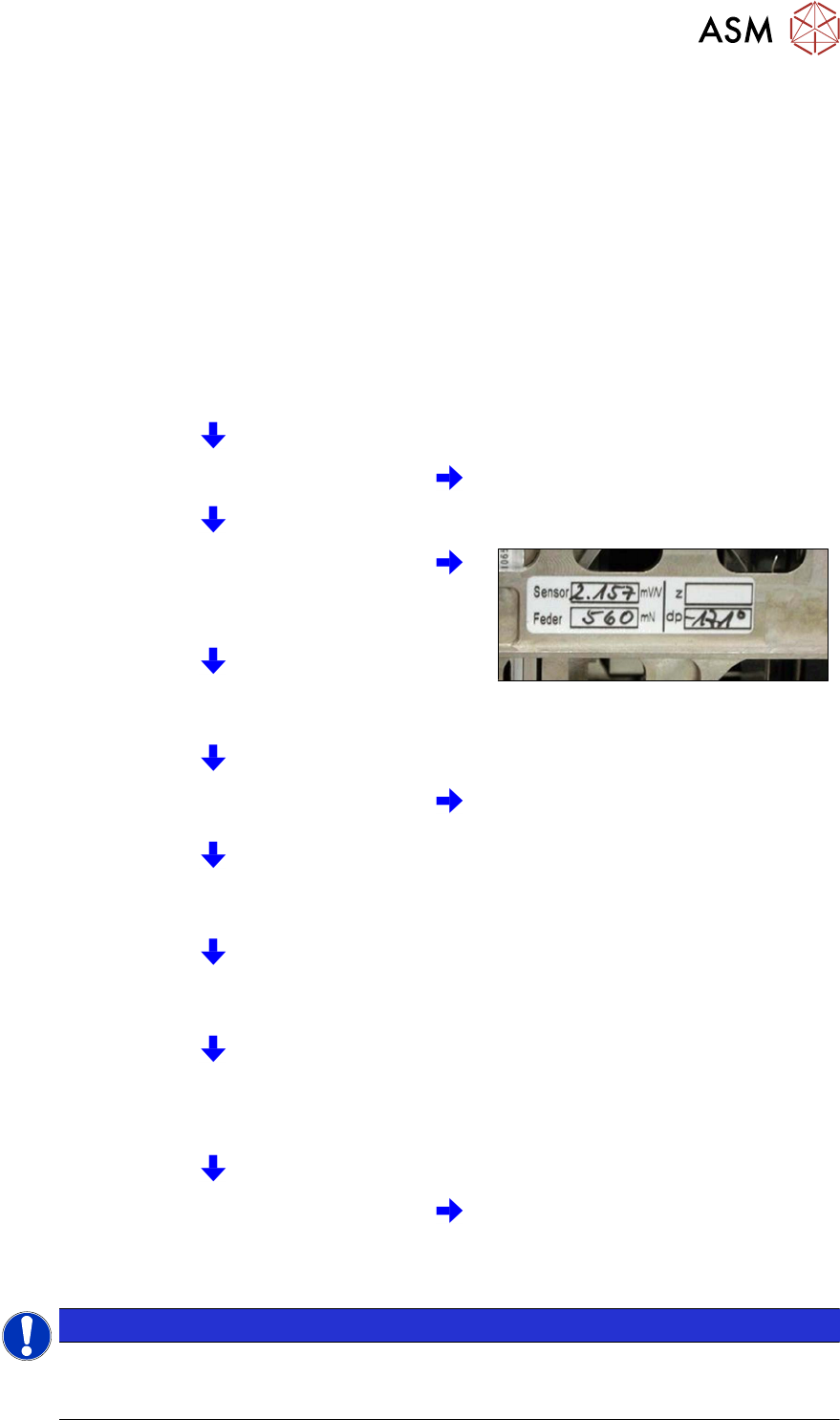
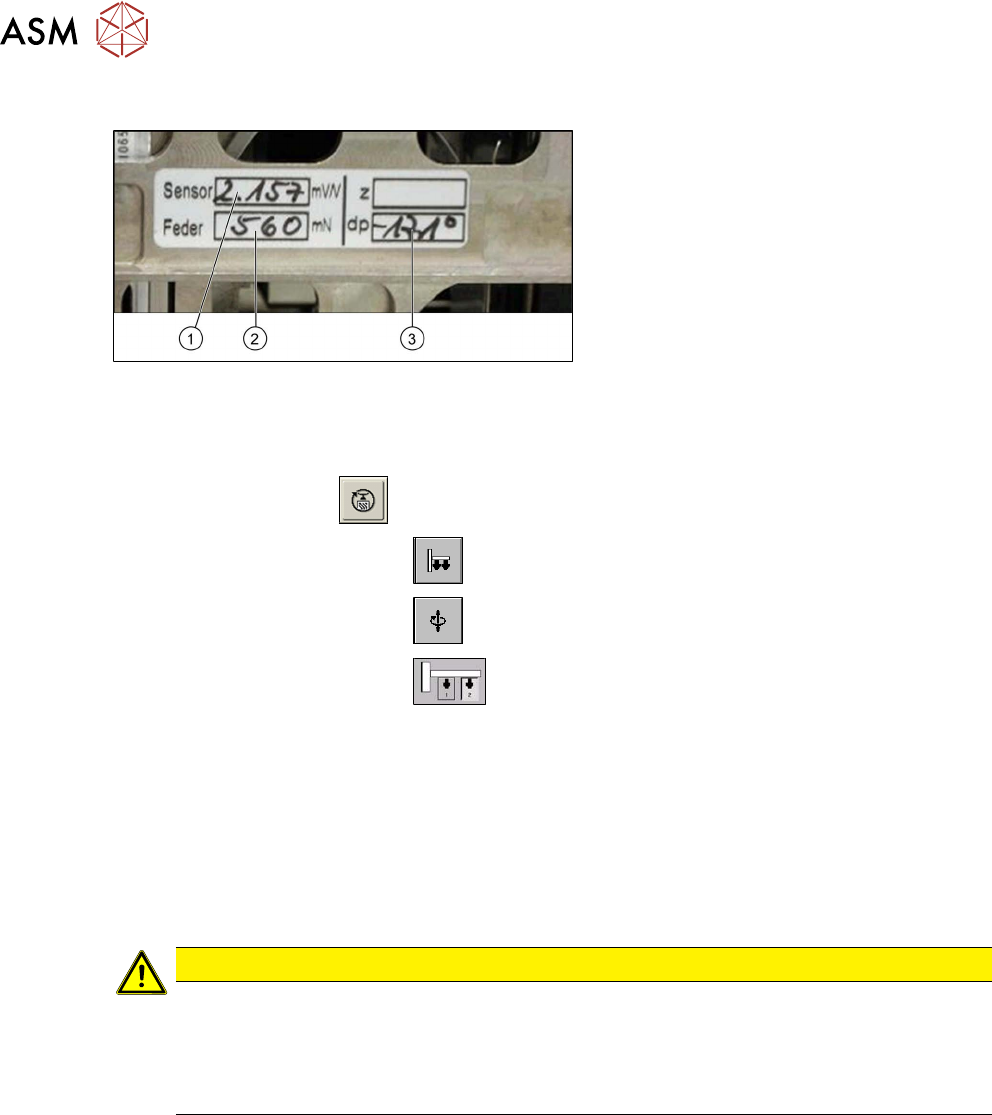
Abb.143: Aufkleber mit D‑Achs-Korrekturwert und Parame-
tern für das Twin-Modul
An jedem Twin-Modul befindet sich ein Auf-
kleber mit Korrekturwerten. Diese Korrektur-
werte müssen bei der Erstinbetriebnahme
oder nach einem Tausch des Twin-Moduls
in SITEST eingetragen werden:
1. Sensor (Parameter für die DMS-Strei-
fen)
2. Feder (Federvorspannung)
3. dp (Nullpunktkorrekturwert D‑Achse)
Parameter Kraftsensor und Federvorspannung
► Starten Sie SITEST .
► Wählen Sie die Schaltfläche .
► Wählen Sie die Schaltfläche .
► Wählen Sie das Twin-Modul .
► Aktivieren Sie die Checkbox Z-Achse.
► Wählen Sie das Menü Parameter... und geben Sie die folgende Werte ein:
– Kraftsensor Abgleichwert in [mV/V]
Dieser Wert ist stets kleiner als 3.0 [mV/V]
– Federvorspannung in [mN]
Dieser Wert liegt zwischen 300 und 700 [mN]
Werden diese Werte nicht korrekt nach den Angaben auf dem Twin-Modul im SITEST eingegeben
ist die Ermittlung der Bestückkraft zwischen 1bis 15N nicht korrekt.
VORSICHT
Einstellschraube, Federvorspannung
Die Einstellschraube (Feingewinde) für die Federvorspannung darf auf keinen Fall verstellt
werden!
Die Federvorspannung kann zurzeit nicht vor Ort beim Kunden ermittelt werden, so dass
der Bestückkopf getauscht werden muss.
6 Parameter und Kalibrierung
6.2 Parameter und Kalibrierung SW6xx.x
Serviceanleitung SIPLACE TwinStar (Twin, Twin HF, Twin VHF) 07/2020 83
Nullpunktkorrekturwert (NPK) D‑Achse
► Starten Sie SITEST .
► Wählen Sie die Schaltfläche .
► Wählen Sie die Schaltfläche .
► Wählen Sie das Twin-Modul .
► Aktivieren Sie die Checkbox D-Achse.
► Wählen Sie Positionen....
► Deaktivieren Sie die Checkbox digits.
► Geben Sie den jeweiligen NPK-Wert in 1/100 Grad in die 2. Zeile NPK laut Label ein und
wählen Sie Übernehmen
.
HINWEIS
Der Wert für die D‑Achse gilt für Twin-Modul 1 und 2, wenn die NPK in die 2.Zeile unter
Positionen eingegeben wird. Die Station errechnet automatisch für Twin-Modul1 die
NPK (NPK Twin-Modul2 + 180° ergibt die NPK für Twin-Module1):
► Beispiel für den obigen Korrekturwert:
-17100 (Modul 2) bzw.
900 (Modul 1)
► Führen Sie einen Achs-Referenzlauf der D‑Achse durch.
► Führen Sie anschließend in jedem Fall die Kalibrierung der D‑Achse durch.
Nullpunktkorrektur (NPK) Z‑Achse
HINWEIS
Die Eintragung der Standardwerte für die Nullpunktkorrektur der Z‑Achse ist nur notwendig,
wenn der Referenzlauf nicht durchgeführt werden kann.
Voraussetzung: Stellen Sie sicher, dass sich die 517-Pipette am TwinHead befindet.
► Starten Sie SITEST .
► Wählen Sie die Schaltfläche .
► Wählen Sie die Schaltfläche .
► Wählen Sie das Twin-Modul .
► Aktivieren Sie Z-Achse.
► Wählen Sie Positionen... und geben Sie die folgenden Werte ein:
(Anzeige in Digit ausschalten)
– max. Verfahrbereich: 57500 µm
– min. Verfahrbereich: -2000 µm
– Nullpunktkorrektur: 0 µm
► Führen Sie einen Referenzlauf für die Z‑Achse durch.