00197468-02_SM_Twin_Kunde_DE.pdf - 第83页
6 Parameter und Kalibrierung 6.2 Parameter und Kalibrierung SW6xx.x Serviceanleitung SIPLACE TwinStar (Twin, Twin HF, Twin VHF) 07/2020 83 Nullpunktkorrekturwert (NPK) D‑Achse ► Starten Sie SITEST . ► Wählen Sie die Scha…
6 Parameter und Kalibrierung
6.2 Parameter und Kalibrierung SW6xx.x
82 Serviceanleitung SIPLACE TwinStar (Twin, Twin HF, Twin VHF) 07/2020
6.2.2 Parameter TwinHead
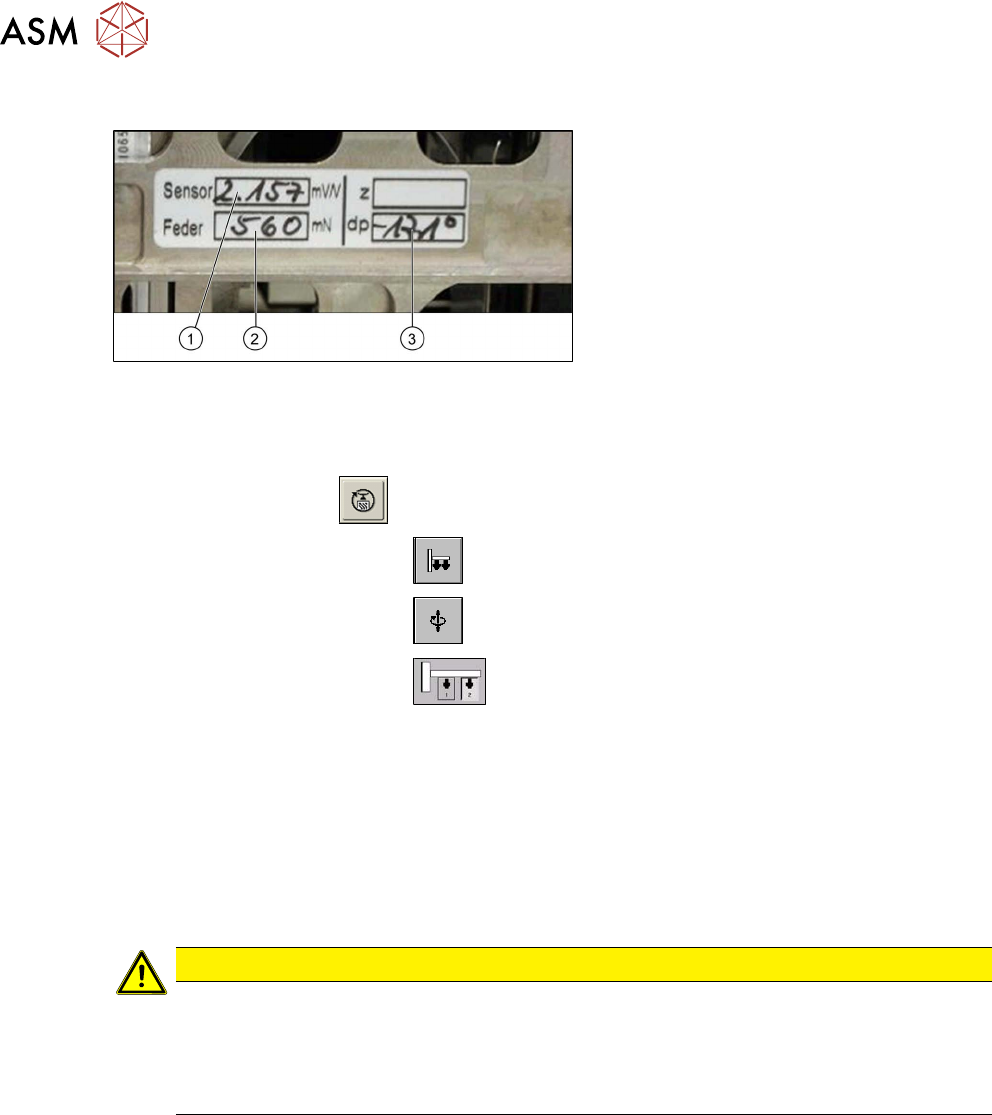
Abb.143: Aufkleber mit D‑Achs-Korrekturwert und Parame-
tern für das Twin-Modul
An jedem Twin-Modul befindet sich ein Auf-
kleber mit Korrekturwerten. Diese Korrektur-
werte müssen bei der Erstinbetriebnahme
oder nach einem Tausch des Twin-Moduls
in SITEST eingetragen werden:
1. Sensor (Parameter für die DMS-Strei-
fen)
2. Feder (Federvorspannung)
3. dp (Nullpunktkorrekturwert D‑Achse)
Parameter Kraftsensor und Federvorspannung
► Starten Sie SITEST .
► Wählen Sie die Schaltfläche .
► Wählen Sie die Schaltfläche .
► Wählen Sie das Twin-Modul .
► Aktivieren Sie die Checkbox Z-Achse.
► Wählen Sie das Menü Parameter... und geben Sie die folgende Werte ein:
– Kraftsensor Abgleichwert in [mV/V]
Dieser Wert ist stets kleiner als 3.0 [mV/V]
– Federvorspannung in [mN]
Dieser Wert liegt zwischen 300 und 700 [mN]
Werden diese Werte nicht korrekt nach den Angaben auf dem Twin-Modul im SITEST eingegeben
ist die Ermittlung der Bestückkraft zwischen 1bis 15N nicht korrekt.
VORSICHT
Einstellschraube, Federvorspannung
Die Einstellschraube (Feingewinde) für die Federvorspannung darf auf keinen Fall verstellt
werden!
Die Federvorspannung kann zurzeit nicht vor Ort beim Kunden ermittelt werden, so dass
der Bestückkopf getauscht werden muss.
6 Parameter und Kalibrierung
6.2 Parameter und Kalibrierung SW6xx.x
Serviceanleitung SIPLACE TwinStar (Twin, Twin HF, Twin VHF) 07/2020 83
Nullpunktkorrekturwert (NPK) D‑Achse
► Starten Sie SITEST .
► Wählen Sie die Schaltfläche .
► Wählen Sie die Schaltfläche .
► Wählen Sie das Twin-Modul .
► Aktivieren Sie die Checkbox D-Achse.
► Wählen Sie Positionen....
► Deaktivieren Sie die Checkbox digits.
► Geben Sie den jeweiligen NPK-Wert in 1/100 Grad in die 2. Zeile NPK laut Label ein und
wählen Sie Übernehmen
.
HINWEIS
Der Wert für die D‑Achse gilt für Twin-Modul 1 und 2, wenn die NPK in die 2.Zeile unter
Positionen eingegeben wird. Die Station errechnet automatisch für Twin-Modul1 die
NPK (NPK Twin-Modul2 + 180° ergibt die NPK für Twin-Module1):
► Beispiel für den obigen Korrekturwert:
-17100 (Modul 2) bzw.
900 (Modul 1)
► Führen Sie einen Achs-Referenzlauf der D‑Achse durch.
► Führen Sie anschließend in jedem Fall die Kalibrierung der D‑Achse durch.
Nullpunktkorrektur (NPK) Z‑Achse
HINWEIS
Die Eintragung der Standardwerte für die Nullpunktkorrektur der Z‑Achse ist nur notwendig,
wenn der Referenzlauf nicht durchgeführt werden kann.
Voraussetzung: Stellen Sie sicher, dass sich die 517-Pipette am TwinHead befindet.
► Starten Sie SITEST .
► Wählen Sie die Schaltfläche .
► Wählen Sie die Schaltfläche .
► Wählen Sie das Twin-Modul .
► Aktivieren Sie Z-Achse.
► Wählen Sie Positionen... und geben Sie die folgenden Werte ein:
(Anzeige in Digit ausschalten)
– max. Verfahrbereich: 57500 µm
– min. Verfahrbereich: -2000 µm
– Nullpunktkorrektur: 0 µm
► Führen Sie einen Referenzlauf für die Z‑Achse durch.
6 Parameter und Kalibrierung
6.2 Parameter und Kalibrierung SW6xx.x
84 Serviceanleitung SIPLACE TwinStar (Twin, Twin HF, Twin VHF) 07/2020
6.2.3 Kalibrieren D‑Achse
HINWEIS
Die exakte Nullpunktkorrektur (NPK) der D‑Achse wird mit Hilfe der Kalibrierpipette auto-
matisch durchgeführt.
Voraussetzung für eine korrekte Kalibrierung ist, dass die Nullpunktkorrektur vom wahren
Wert nicht mehr als +/‑5 Grad
abweicht.
► Setzen Sie die Kalibrierpipette TwinHead von Hand an die Pinole des entsprechenden
Twin-Moduls. Beachten Sie dabei, dass die beiden Passstifte der Pinole korrekt in die Pipette
eingreifen.
► Führen Sie einen Achs-Referenzlauf für die D‑Achse durch.
► Überprüfen Sie die korrekte Ausrichtung der Pipette:
Die Markierungsbohrung an der Kalibrierpipette muss zur Mitte der Maschine zeigen und die
Pipette muss parallel zum Transport ausgerichtet sein.
► Tragen Sie die Pipette als 516 für das zu kalibrierende Twin-Modul ein:
► Starten Sie SITEST .
► Wählen Sie die Schaltfläche .
► Wählen Sie die Schaltfläche .
► Selektieren Sie das Segment (Twin-Modul) aus der Liste.
► Wählen Sie Editieren.
► Markieren Sie 516 und wählen Sie die Schaltfläche Übernehmen.
► Aktivieren Sie selektiertes Segment.
► Wählen Sie Wechsel quittieren.
► Starten Sie SITEST .
► Wählen Sie die Schaltfläche .
► Wählen Sie die Schaltfläche .
► Wählen Sie das Twin-Modul .
► Rufen Sie das Menü Nullpunkt D-Achse kalibrieren auf.
► Stecken Sie nach Aufforderung durch die SW die D‑Achskalibrierpipette auf.
ð Die NPK wird (automatisch) ermittelt durch die Winkelerfassung des Pipettenumrisses.
Wiederholen Sie den Vorgang, bis der neue Wert vom vorherigen um nicht mehr als
+/‑0,01° abweicht.
HINWEIS
Falls die Kalibrierung nicht erfolgreich ist, kann der Korrekturwert auch wie nachfolgend
beschrieben grob ermittelt und eingegeben werden.