00197468-02_SM_Twin_Kunde_DE.pdf - 第85页
6 Parameter und Kalibrierung 6.2 Parameter und Kalibrierung SW6xx.x Serviceanleitung SIPLACE TwinStar (Twin, Twin HF, Twin VHF) 07/2020 85 6.2.3.1 Manuelle Ermittlung der D‑Achsen Nullpunktkorrektur ► Starten Sie SITEST …
6 Parameter und Kalibrierung
6.2 Parameter und Kalibrierung SW6xx.x
84 Serviceanleitung SIPLACE TwinStar (Twin, Twin HF, Twin VHF) 07/2020
6.2.3 Kalibrieren D‑Achse
HINWEIS
Die exakte Nullpunktkorrektur (NPK) der D‑Achse wird mit Hilfe der Kalibrierpipette auto-
matisch durchgeführt.
Voraussetzung für eine korrekte Kalibrierung ist, dass die Nullpunktkorrektur vom wahren
Wert nicht mehr als +/‑5 Grad
abweicht.
► Setzen Sie die Kalibrierpipette TwinHead von Hand an die Pinole des entsprechenden
Twin-Moduls. Beachten Sie dabei, dass die beiden Passstifte der Pinole korrekt in die Pipette
eingreifen.
► Führen Sie einen Achs-Referenzlauf für die D‑Achse durch.
► Überprüfen Sie die korrekte Ausrichtung der Pipette:
Die Markierungsbohrung an der Kalibrierpipette muss zur Mitte der Maschine zeigen und die
Pipette muss parallel zum Transport ausgerichtet sein.
► Tragen Sie die Pipette als 516 für das zu kalibrierende Twin-Modul ein:
► Starten Sie SITEST .
► Wählen Sie die Schaltfläche .
► Wählen Sie die Schaltfläche .
► Selektieren Sie das Segment (Twin-Modul) aus der Liste.
► Wählen Sie Editieren.
► Markieren Sie 516 und wählen Sie die Schaltfläche Übernehmen.
► Aktivieren Sie selektiertes Segment.
► Wählen Sie Wechsel quittieren.
► Starten Sie SITEST .
► Wählen Sie die Schaltfläche .
► Wählen Sie die Schaltfläche .
► Wählen Sie das Twin-Modul .
► Rufen Sie das Menü Nullpunkt D-Achse kalibrieren auf.
► Stecken Sie nach Aufforderung durch die SW die D‑Achskalibrierpipette auf.
ð Die NPK wird (automatisch) ermittelt durch die Winkelerfassung des Pipettenumrisses.
Wiederholen Sie den Vorgang, bis der neue Wert vom vorherigen um nicht mehr als
+/‑0,01° abweicht.
HINWEIS
Falls die Kalibrierung nicht erfolgreich ist, kann der Korrekturwert auch wie nachfolgend
beschrieben grob ermittelt und eingegeben werden.
6 Parameter und Kalibrierung
6.2 Parameter und Kalibrierung SW6xx.x
Serviceanleitung SIPLACE TwinStar (Twin, Twin HF, Twin VHF) 07/2020 85
6.2.3.1 Manuelle Ermittlung der D‑Achsen Nullpunktkorrektur
► Starten Sie SITEST .
► Wählen Sie die Schaltfläche .
► Wählen Sie die Schaltfläche .
► Wählen Sie das Twin-Modul .
► Aktivieren Sie die Checkbox D-Achse.
► Wählen Sie Positionen....
► Setzen Sie den Nullpunktkorrekturwert auf 0.
► Führen Sie einen Achs-Referenzlauf für die D‑Achse durch.
► Setzen Sie die Kalibrierpipette TwinHead von Hand an die Pinole des entsprechenden
Twin-Moduls. Beachten Sie dabei, dass die beiden Passstifte der Pinole korrekt in die Pipette
eingreifen.
► Schalten Sie die D‑Achse des Twin-Moduls an der Achskarte frei.
► Drehen Sie die Pipette von Hand in die Null-Lage:
Die Markierungsbohrung an der Kalibrierpipette muss zur Mitte der Maschine zeigen und die
Pipette muss parallel zum Transport ausgerichtet werden.
► Um die Position der D‑Achse anzeigen zu lassen, aktivieren Sie das Menü Z-Achse über die
Checkbox und gehen Sie anschließend wieder auf D-Achse
zurück.
► Geben Sie den angezeigten Wert für die Position der D‑Achse als Nullpunktkorrektur ein.
► Schalten Sie die D‑Achse an der Achskarte wieder aktiv.
► Führen Sie einen Achs-Referenzlauf für die D‑Achse durch
► Überprüfen Sie nun die Lage der Pipette:
Die Markierungsbohrung an der Kalibrierpipette muss zur Mitte der Maschine zeigen und die
Pipette muss parallel zum Transport ausgerichtet werden.
► Führen Sie anschließend eine Kalibrierung der D‑Achse durch.
6.2.3
"Kalibrieren D‑Achse" [}84]
6.2.4 Kopfhöhe kalibrieren
In diesem Abschnitt wird die Z‑Achs-Nullpunktkorrektur ermittelt.
HINWEIS
Stellen Sie sicher, dass sich die 517 Pipette am TwinHead befindet und eingetragen ist. Die
Nullpunktkorrektur, maximaler und minimaler Verfahrbereich für die Z‑Achse werden nach
der Kalibrierung Kopfhöhe
korrekt gesetzt.
► Starten Sie SITEST .
► Wählen Sie die Schaltfläche .
► Wählen Sie die Schaltfläche .
► Wählen Sie das jeweilige Twin-Modul .
► Wählen Sie Kopfhöhe kalibrieren.
6 Parameter und Kalibrierung
6.2 Parameter und Kalibrierung SW6xx.x
86 Serviceanleitung SIPLACE TwinStar (Twin, Twin HF, Twin VHF) 07/2020
6.2.5 Abgleich des Vakuumgenerators am TwinHead
Der Vakuumgenerator ist Bestandteil eines Twin-Moduls (Segments) am TwinHead und erzeugt
das Vakuum und die Blasluft für den Abhol- und Bestückvorgang. Der Nullabgleich des Vakuumge-
nerator sollte bei der Erstinbetriebnahme beim Kunden und nach dem Tauschen des Vakuumgene-
rators bzw. Twin-Modul überprüft und gegebenenfalls neu abgeglichen werden.
Wird der Vakuumgenerator nicht abgeglichen, werden falsche Schwellwerte zur Berechnung "Bau-
teil an der Pipette ja oder nein? / Pipette verschmutzt" herangezogen.
Durch den Nullabgleich wird der Motor im Vakuumerzeuger in eine neutrale Position bzw. Mittel-
stellung positioniert, so dass an der Pipette kein Vakuum und keine Blasluft anliegt.
6.2.5.1 Nullabgleich des Vakuumgenerators
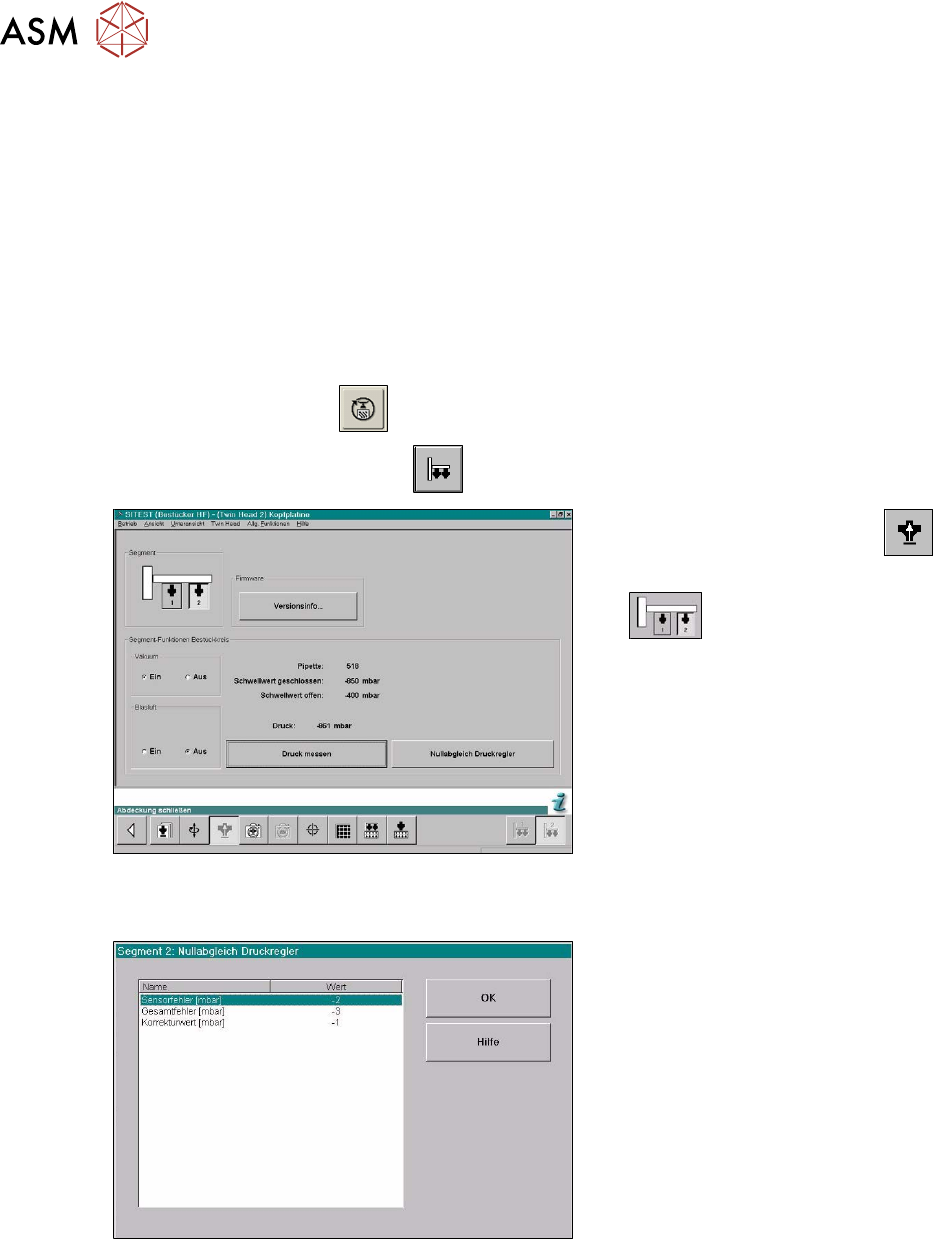
► Starten Sie SITEST .
► Wählen Sie die Schaltfläche .
Abb.144: SITEST Funktionen Kopfplatine
► Wählen Sie die Schaltfläche .
► Wählen Sie das Twin-Modul (Segment)
.
► Verschließen Sie die Pipette des
gewählten Twin-Moduls z.B. mit dem
Finger.
► Wählen Sie Nullabgleich Druckregler.
Das folgende Dialogfeld zeigt den ermittelten Korrekturwert.
Abb.145: Korrekturwert bei Nullabgleich
► Klicken Sie auf OK.
Der Korrekturwert wird damit übernommen.
Der Bezugswert des Druckreglers ist damit
auf den Umgebungsdruck kalibriert.