KD-2077_使用说明书.pdf - 第149页
第 1 部 基本篇 第 2 章 生产 2 - 69 2- 11 生产时的各 种处理 2-11-1 无胶粘剂 在生产中,当残量检测 选项检测到 的胶粘剂量低于 机器设置中所设定的“ 胶粘 剂残量警 告水平”时,执 行以下无 胶粘剂处 理。 请执行胶粘剂更 换之后, 重启生产。 2-11-1-1 无胶粘剂处理 1) 信号灯黄色闪灭 ( JUKI 标准设定时) 2) 继续处理 在按下< STOP > 开关之前 ,继续点胶。 但当选择了操作 选…

第1部 基本篇 2章 生产
2
-
68
3)选择操作选择项的“无胶粘剂时暂停”,在生产中检测到无胶粘剂时
显示更换注射器位置移动确认信息。
按下「YES」按钮时,点胶头被移动到更换注射器位置。之后显示抽气画面,催促用户更换。
按下「NO」按钮时,返回暂停状态。
在抽气画面按下「退出」按钮,则显示等待位置移动确认信息,按下「OK」按钮,点胶头被
移动至搬送等待位置,返回暂停状态。
此时,在菜单栏选择「工具」/「点胶头的设定」/「针偏移量」,可以自动取得针偏移量。
但是,不进行试胶。
注意
选择胶粘剂更换,点胶头开始移动。
为避免人身伤害,在运行过程中切勿将手放入装置内部,也不要将脸和头靠近装置。
选择胶粘剂更换之前,请务必确认装置内部无人作业。
执行胶粘剂更换之前,请确认装置附近没有会受到人身伤害的人。
执行胶粘剂更换之前,请确认装置内部没有安装、安放会妨碍装置运行的物体(调整
工具等)。
(
注意
)在基板生产的途中执行暂停,更换注射器时,由于基板上的试胶位置已经被点胶,
因此不能再进行试胶。
如果不选择该选项,在胶粘剂更换时,不能正常进行水头差(抽气量的差)补正,
会使点胶量过多。
第1部 基本篇 第2章 生产
2
-
69
2-11 生产时的各种处理
2-11-1 无胶粘剂
在生产中,当残量检测选项检测到的胶粘剂量低于机器设置中所设定的“胶粘剂残量警
告水平”时,执行以下无胶粘剂处理。
请执行胶粘剂更换之后,重启生产。
2-11-1-1 无胶粘剂处理
1)信号灯黄色闪灭
(JUKI 标准设定时)
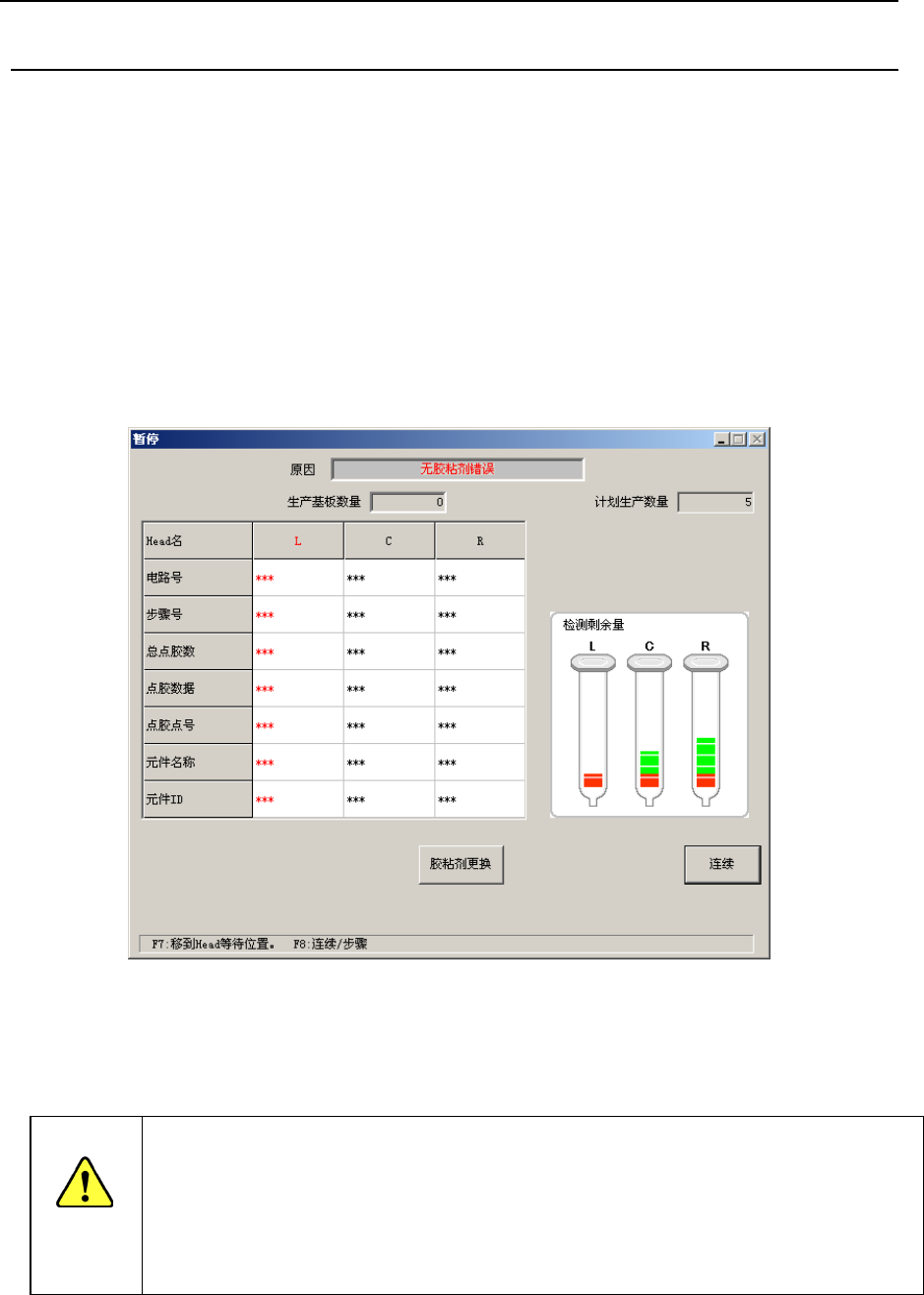
2)继续处理
在按下<STOP>开关之前,继续点胶。
但当选择了操作选项的“无胶粘剂发生暂停”时,显示图 2-11-1-1 画面,暂停点胶。
图 2-11-1-1 无胶粘剂
按<START>开关,执行残量检测,开始生产。但再次检测到无胶粘剂时,暂停生产。按<STOP>开关
显示信息,停止生产。
注意
按下<START>开关后,点胶头会立即移动,开始生产。
为避免人身伤害,在运行过程中切勿将手放入装置内部,也不要将脸和头靠近装置。
在按下<START>开关前,请务必确认装置内部无人作业。
在按下<START>开关前,请确认装置附近没有会受到人身伤害的人。
在按下<START>开关前,请确认装置内部没有安装、安放会妨碍装置运行的物体(调
整工具等)。

第1部 基本篇 第2章 生产
2
-
70
2-11-2 发生标记识别错误
在识别 BOC 标记时发生识别错误时,会显示下列画面,并进入暂停状态。
图 2-11-2-1 BOC 标记识别错误
<处理步骤>
1) 选择 HOD 的摄像机,进行示教。
2) 可选择“重启生产模式”。请根据情况选择。
●
在同一位置重试
忽略已示教的位置,再次进行标记识别。
● 在示教的位置重识
因基板的加工偏差等原因标记位置在检验边缘时请选择此项,在已示教位置上再进
行标记识别。
●
把示教位置定为中心
因标记氧化等原因无法识别时选择此项,把已示教位置作为标记位置进行贴片修正。
请在正确执行示教后再选择此项。
3) 按<START>开关,则可继续。
注意
上述选择仅对当前已经定心的基板有效。从下次基板开始,生产
程序值为有效。若因批量变更等更改了标记条件,请重新编辑生
产程序。