KD-2077_使用说明书.pdf - 第81页
第 1 部 基本篇 第 2 章 生产 2 - 1 第 2 章 生产程序 2-1 流程图 本章将对 No2 ~ No5 、 No9 ~ No12 加以说明。 No 流程图 备注 1 日常检查,确认 主气压( 0.5 MPa )、 点胶头周围没有 异物。 2 3 实施返 回 原点前, 确认装置内部是否有 异物等。 4 节假日结束后以及在寒冷地区,必须 预热 10 分钟左右 ) 。 5 6 在日常检 查或设置基板 时, 清扫针或 改变基准销位…
第1部 基本篇 第1章 设备概要
1
-
67
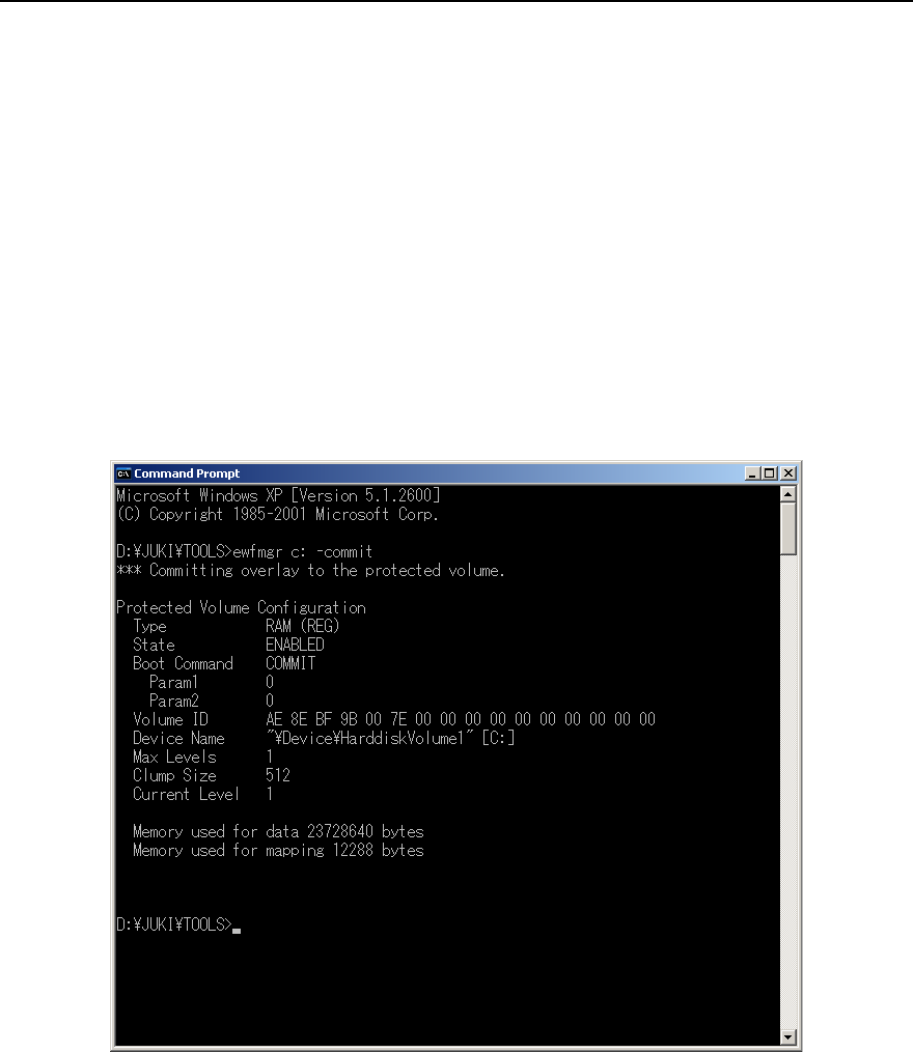
1-6 C 盘的更新操作
本机为保护操作系统,采用 EWF(Enhanced Write Filter),对 Windows 使用的 C 盘进行
了 Rom 化。
重启时在 C 盘中写入的内容将被删除,因此,要更新操作系统的信息时,必须进行更新 C
盘的下列操作。
(1)启动命令提示符。
(可以从资源管理器执行“C:\Documents and Settings\KE2000\开始 菜单\程序\附件\
命令提示符”启动命令提示符。)
(2)在控制台窗口(console window)(DOS 画面)上,输入“ewfmgr C: -commit”。
会出现如下画面。
图 1-6 C 盘更新操作画面
(3)请关闭 Windows,重启设备。
关闭时,保存在主存里的模拟信息,即被写入 C 盘。
第1部 基本篇 第2章 生产
2
-
1
第 2 章 生产程序
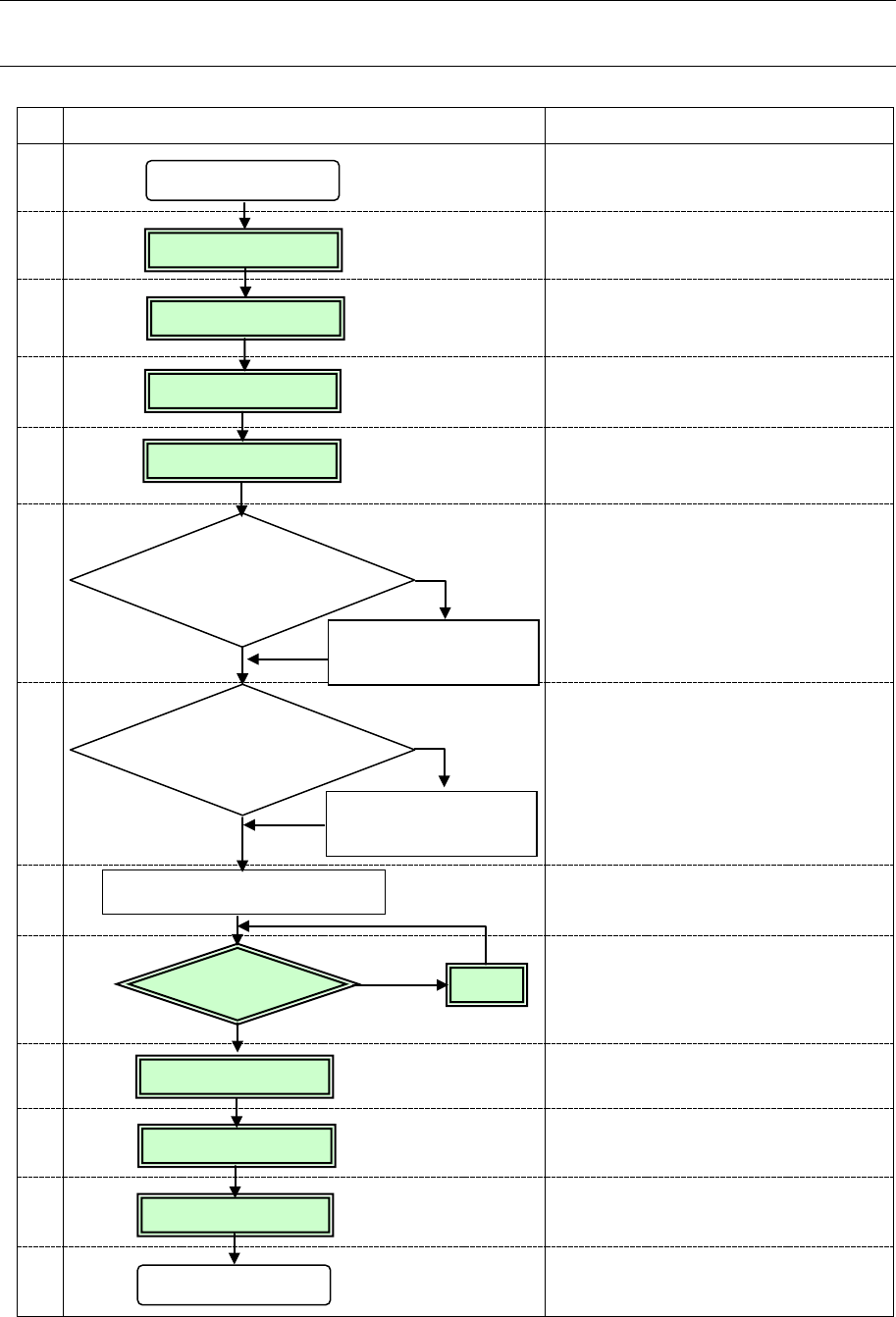
2-1 流程图
本章将对 No2~No5、No9~No12 加以说明。
No
流程图 备注
1
日常检查,确认主气压(0.5MPa)、
点胶头周围没有异物。
2
3
实施返回原点前,确认装置内部是否有
异物等。
4
节假日结束后以及在寒冷地区,必须
预热 10 分钟左右)。
5
6
在日常检查或设置基板时,清扫针或
改变基准销位置,机器的初始设定状
态被改变时,请重新设定「机器设
置 」。
(参考“第8章 机器设置”)
7
参考“第 5 章数据库”
8
9
若发生点胶位置偏移、点胶直径不良
等,点胶不正常时,在「程序编辑」
上进行修正。但部分元件数据可在
「生产」画面进行修正。
10
11
12
13
定期实施
(参考“第 3 章 维护”)
接通电源
装置检查
返回原点
电电
设置基板
修改
机器设置
修改“机器电置”
制作
元件数据库
通过“数据库”作成
元件数据
点胶确认
有异常
生产
退出生电
关闭电源
无异常
必要
必要
不必要
不必要
修正
制作、电电生电程序
日常检查
第1部 基本篇 第2章 生产
2
-
2
2-2 概要
使用已制作的生产程序,实施点胶确认和生产。
制作完新程序后,在实际生产前需要进行试生产,确认点胶坐标、点胶直径等,并对新建的程
序进行最后检查。
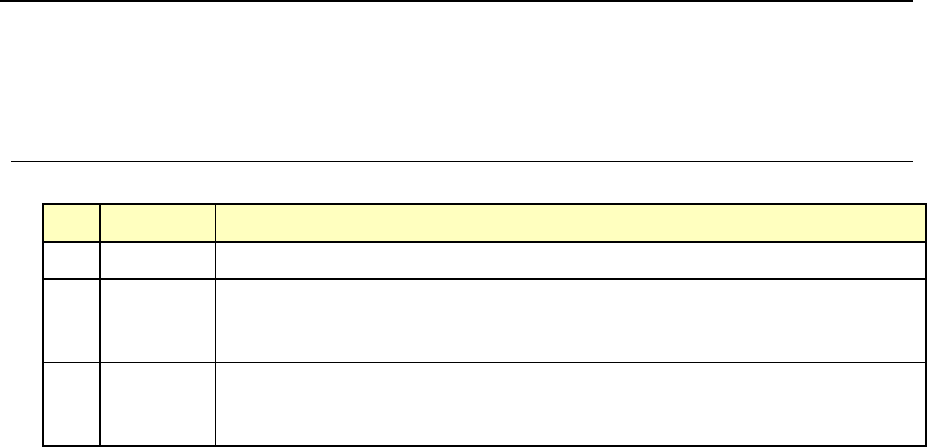
2-2-1 生产模式
生产中有以下 3 种生产模式。
No.
生产模式 内容
1
基板生产
指定生产数量、实际生产基板的模式。
2
试打
在执行基板生产前,限定元件进行试打,确认点胶的良或不良,如果不良进
入示教模式。
可选择点胶后的点胶位置追踪。
※1
3
空打
实际不用胶粘剂点胶,而模拟基板生产的模式。
此时,Z 轴不动作仅等待时间。也无视基板标记的识别错误等。
可选择点胶位置追踪。
※1
※1:参考第 4 章“4-5-4-4 确认”的点胶位置追踪。
可在基板的生产、试打、空打模式中,分别设置生产条件、试打条件及空打条件。