KD-2077_使用说明书.pdf - 第23页
第 1 部 基本篇 第 1 章 设备概要 1 - 10 1-2-1-4 OCC 的 构成 通过摄像机检测 到基板 标记的位置,进 行自动补正。 标准 装配同 轴 落射照明 与偏光过滤 器。 图 1-2-1-4 OCC 单元各部分的名称 ② ① ④ ⑤ ① CCD 摄像机 ② OCC 镜头 ③ OCC 光学单元 ④ 偏光过滤器 ⑤ 照明 LED 基板 垂直照明 角度照明 4 5 ③ 角度照明 垂直照明
第 1 部 基本篇 第 1 章 设备概要
1
-
9
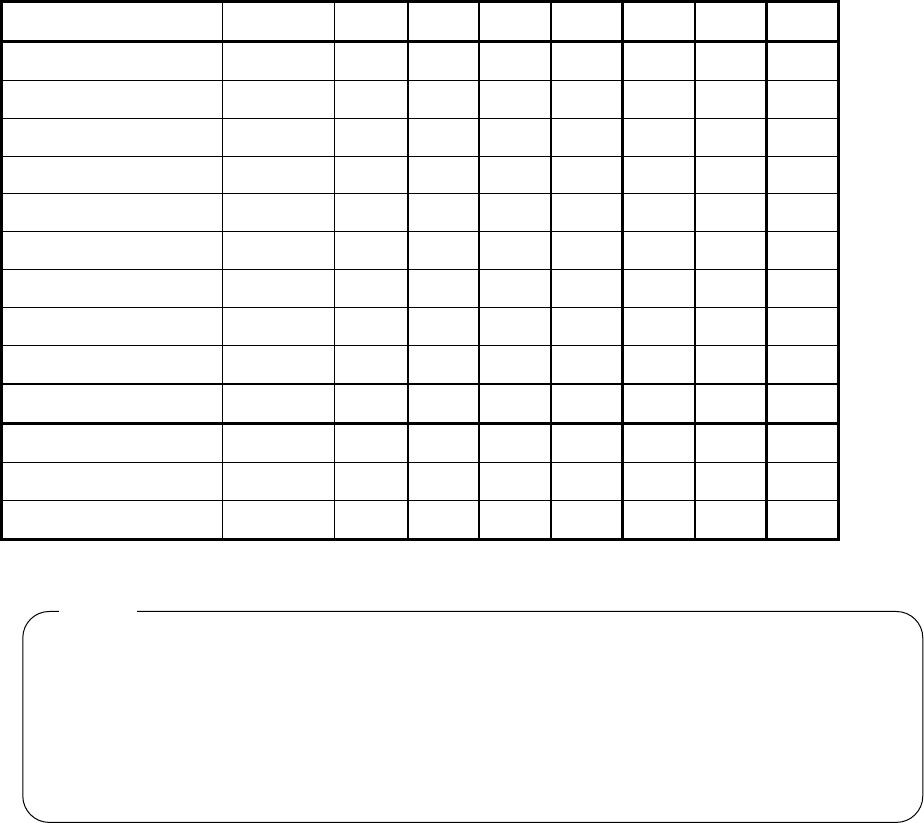
各种针点胶条件的参考值,请参考下表。
表 1-2-1-3-2 点胶条件表
针
S/S-WST M L LL XL CS CM
单位
点胶时间 20 20 20 20 20 20 20
ms
点胶压力 200 180 146 110 100 130 160 kPa
XYθ等待时间 0 0 0 0 0 10 0
ms
点胶延迟时间 20 20 20 20 20 20 20
ms
Z 轴下降速度 0 0 5 0 4 3 3
Z 轴上升速度 0 2 7 0 3 2 2
最低点保持时间 5 10 0 5 5 5 5
Ms
XYθ移动等待时间 0 0 0 0 0 0 0
Ms
切胶动作次数 0 0 0 0 0 0 0 次
切胶动作类型 1 1 1 1 1 1 1
标准点胶直径 0.6 0.7 1.1 1.4 1.2 0.6 0.7
mm
最大点胶直径(参考)
0.65 0.95 1.3 1.7 1.45 0.62 0.95
mm
最小点胶直径(参考)
0.4 0.5 0.8 1.1 0.8 0.5 0.6
mm
1. 上表的数值,为汉高日本株式会社㈱
LOCTITE 3609 的初始值(参考值)。
2. 点胶压力的值因胶粘剂的种类或批号、保管条件等有很大的变化。
3. 上述最大最小点胶直径的表示值,为针没有质量问题时可以点胶直径的范围,因胶粘剂
和基板的条件范围可能变窄。
4. CS、CM、S-WST 针为可选项。
注意 :
第 1 部 基本篇 第 1 章 设备概要
1
-
10
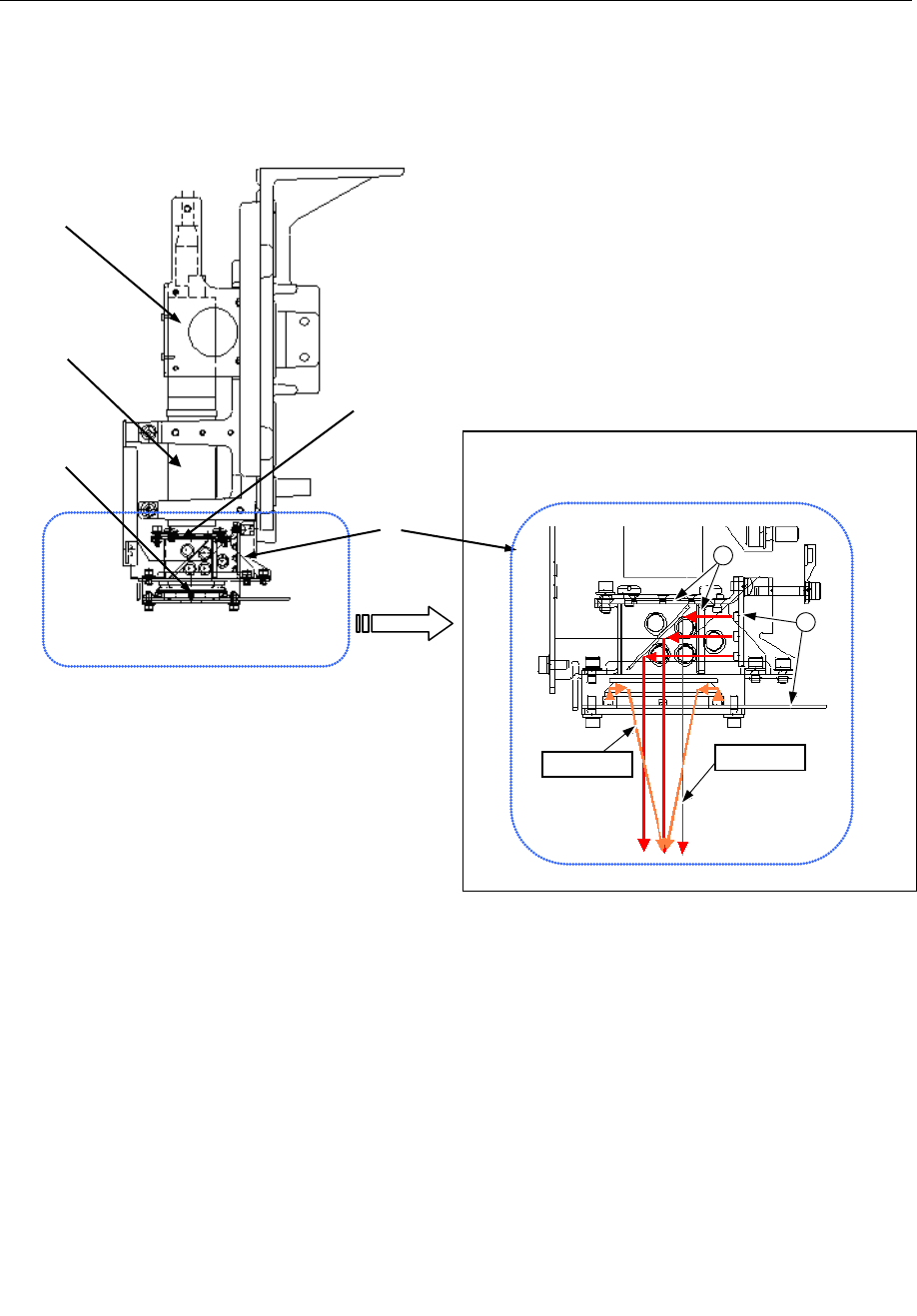
1-2-1-4 OCC 的构成
通过摄像机检测到基板标记的位置,进行自动补正。
标准装配同轴落射照明与偏光过滤器。
图 1-2-1-4 OCC 单元各部分的名称
②
①
④
⑤
① CCD 摄像机
② OCC 镜头
③ OCC 光学单元
④ 偏光过滤器
⑤ 照明 LED 基板
垂直照明
角度照明
4
5
③
角度照明
垂直照明
第 1 部 基本篇 第 1 章 设备概要
1
-
11
1 个针时为点胶点中心,2 个针时为各点胶点中心的中点,不包括胶粘剂中
所混入气泡造成的点胶偏差。
使用 S 针,推荐胶粘剂(汉高日本株式会社㈱ LOCTITE
3609
,贺利氏株式会
社 PD955M,SOMAR 株式会社 IR-120H),点胶间隙在 5mm 以内时,同一点胶
头重复进行点胶的循环时间。点胶角度为 0°(基板尺寸为 165x125 厚度在
1.6mm 以上)。
1-2-2 设备规格
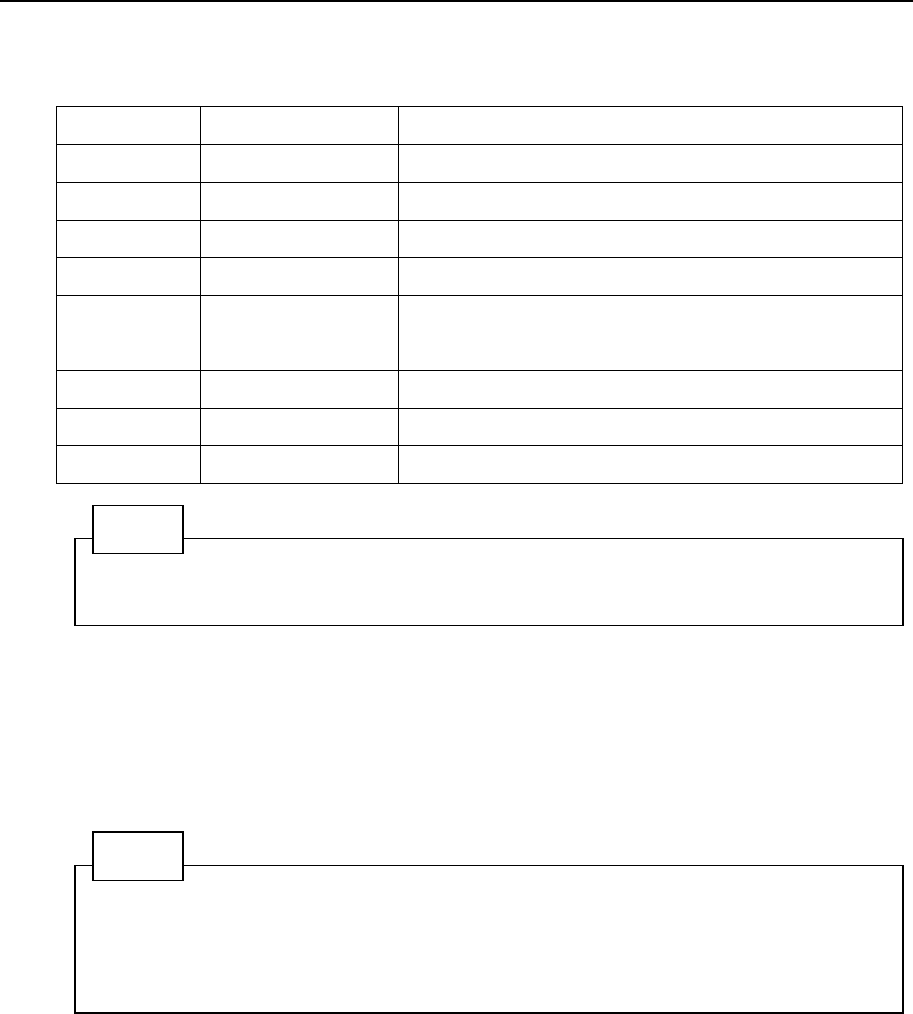
(1) 点胶位置精度
各类针的点胶精度,如下表所示。
针名称 偏差(±3σmm) 主要适合元件
S ±0.15 1608、SOT(封模部 1.6×0.8)
CS ±0.15 同上(高密度点胶用)
M ±0.15 2012、3216、SOT(封模部 2.0×1.25)、SOT23
CM ±0.15 同上(高密度点胶用)
L ±0.30 铝电解电容、钽电容、可调电容器、无引线电阻晶圆
电阻器等
LL ±0.30 铝电解电容、SOP、QFP 等
XL ±0.30 QFP 等
S-WST ±0.15 1608、SOT(封模部 1.6×0.8)
(2) 点胶循环时间
最佳点胶循环时间如下所述。实际生产时的循环时间因基板的尺寸等各异。
36,000 点胶/小时 (0.1 秒/点胶)
(3)最小设定点胶角度
编程可能的点胶角度单位:1°
(4) 传送轨道的高度
900 mm ± 20mm
950 mm±20mm(可选项)
定义
定义