KD-2077_使用说明书.pdf - 第362页
第 2 部 功能详解篇 第 6 章 操作选项 6 - 6 6-2-5 生产时的暂停选项设置 设置生产时的动 作。 图 6- 2-5 生产时的暂 停选项 表 6- 2-5 生产中暂停设置项 目的 细节和内容 No. 项目 内容 状态 动作及详细内容 1 胶粘剂用尽 时暂停 设置发生胶粘剂用尽时 的动作模式。 胶粘剂 用尽 时,暂停生产。 生产 中即使 发 生胶粘 剂 用尽,只要有可点胶的元件, 即继续生产。 2 发生点胶确 认错误 时暂 …
第 2 部 功能详解篇 第 6 章 操作选项
6
-
5
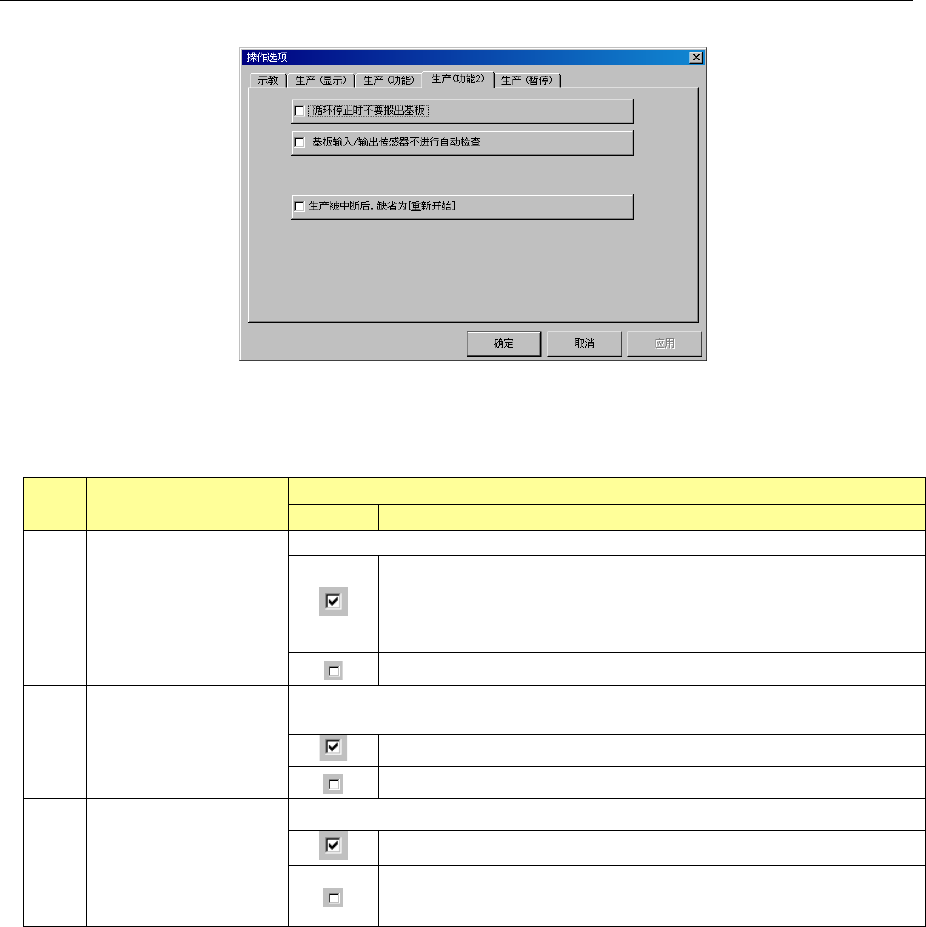
6-2-4 生产功能 2 选项的设置
设置生产时的操作。
图 6-2-4 生产功能 2 选项
表 6-2-4 生产功能 2 选项设置项目的详细内容
No. 项目
内容
状态 动作及详细内容
1
循环 停止时 不要搬出
基板
设置在循环停止时是否搬出基板。
在生产中按下单循环键时,生产一块基板后不搬出基板,留在
中心站上。
・释放基板并暂停。
・按<START>键,再进行生产。
把基板排出到后道工序后结束生产。
2
基板输入/输出传感器
不进行自动检查
设置在 IN 缓冲、OUT 缓冲传送动作中发生错误后开始生产时、是否对
IN
缓冲器、OUT 缓冲上有无基板进行检查。
生产开始时不检查基板。
生产开始时,如基板残留在传感器之间,则自动启动传感器。
3
生产被中断后,缺省为
重新开始
设置生产中断时,生产条件画面的重新开始位置是否为「重新开始」。
设置生产中断时,生产条件画面的重新开始位置为「重新开始」。
设置生产中断时,生产条件画面的重新开始位置为「不重新开
始」。
第 2 部 功能详解篇 第 6 章 操作选项
6
-
6
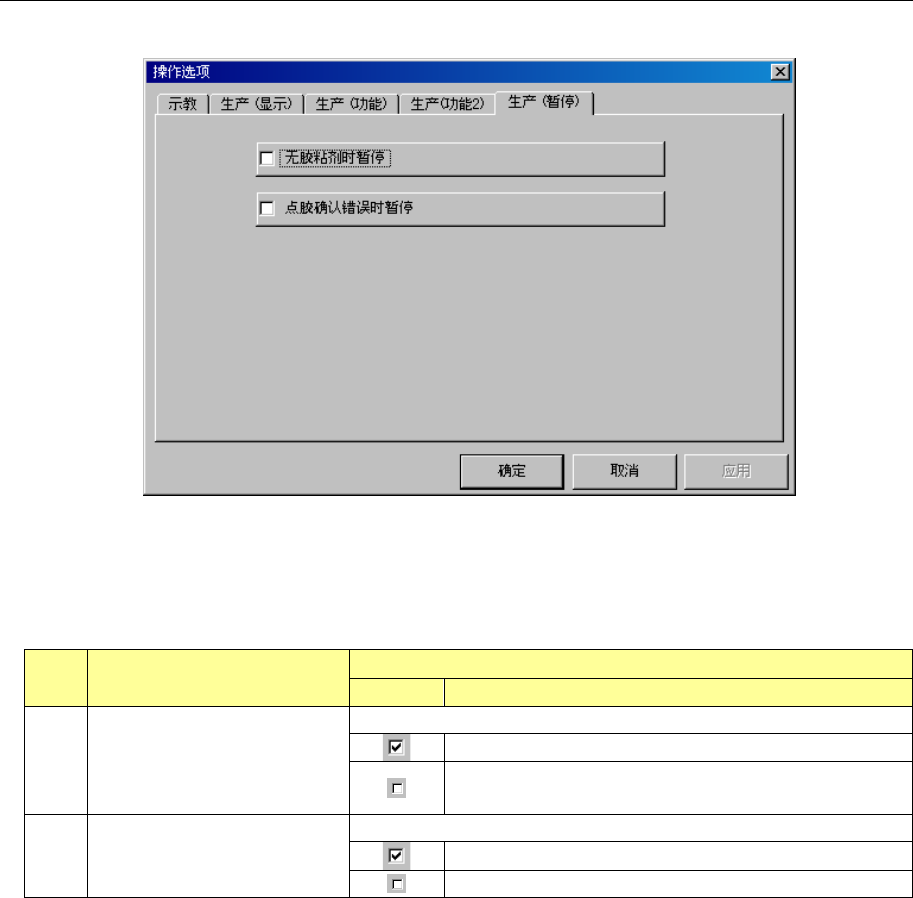
6-2-5 生产时的暂停选项设置
设置生产时的动作。
图 6-2-5 生产时的暂停选项
表 6-2-5 生产中暂停设置项目的细节和内容
No. 项目
内容
状态 动作及详细内容
1 胶粘剂用尽时暂停
设置发生胶粘剂用尽时的动作模式。
胶粘剂用尽时,暂停生产。
生产中即使发生胶粘剂用尽,只要有可点胶的元件,
即继续生产。
2 发生点胶确认错误时暂停
设置发生点胶确认错误时的动作模式。
发生点胶确认错误时,暂停生产。
生产中即使发生点胶确认错误,也继续生产。
第 2 部 功能详解编 第 7 章 机器设置
7
-
1
第 7 章 机器设置
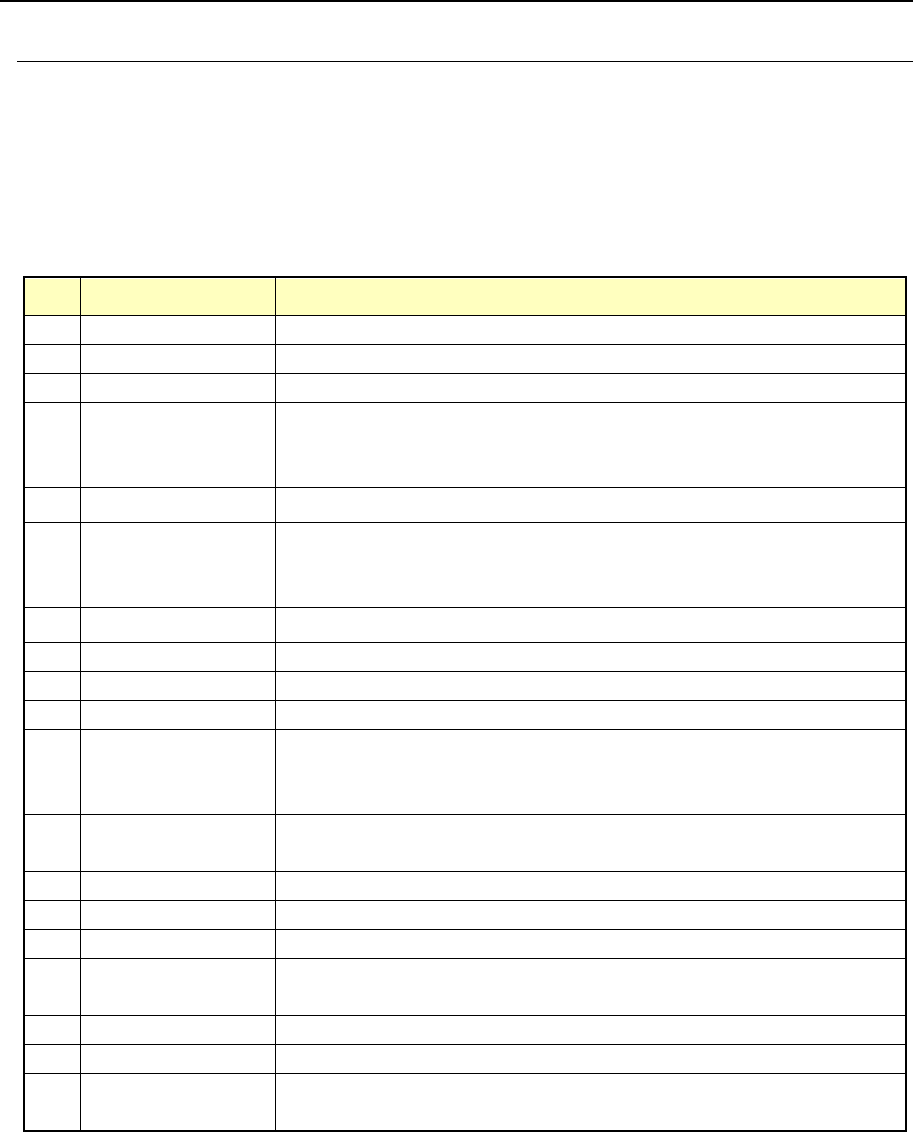
7-1 概要
设置机器的基本构成。
机器构成若无变化,无需改变初次的设置值。
更改了基准针(即基准销,下同)位置等使机器构成有所变化时,请对该部分重新进行设置。
表 7-1-1 机器设置的菜单构成
No.
机器设置组
设置内容
1 基准针位置 设置从机器原点起的基准针、附属针的位置。
2 外形基准位置 设置从机器原点起的外形基准的位置。
3 点胶头待命位置 设置注射器更换位置、聚酯带更换位置。
4
使用单元 因故障等原因在生产中无法使用设备单元(点胶头等)时,设置为“不使用”。
如果在本项目中设置为不使用,即使遇到无该设备单元就完全不能生产基
板的情况时,也可以正常退出生产。
5
在线连接
设置是否与在线进行连接。连接时,必须设置 IP 地址。
6
基板传送 设置基板传送传感器延迟(传送传感器对缺口、穿孔基板的延迟),延 迟 单位(时
间[ms]或长度[mm])及自动调整宽度、等待传感器缺口对应功能、支撑台的基
板下限、速度、补偿量。
7
信号灯 设置各动作阶段的信号灯模式。
8
坏板标记传感器示教 设置坏板标记 ON/OFF 基准值。
9
设置标记识别速度 设置生产时的 BOC 标记的识别速度。
10
针种类 对每一点胶头设置针的种类。
11
胶粘剂种类 选择每一点胶头的胶粘剂参数设置文件。在选择其它胶粘剂时,可以通过选择
任意文件,复制胶粘剂参数文件至保存文件夹内。该项目为未设置时,不能使
用水头差补正功能。
12
针偏移量 从针尖端旋转中心开始的偏差量,对点胶头每隔 45°的角度进行设置。同时,
设置与针安装角度设计值之间的偏差量。
13
抽气时间 利用每一点胶头的抽气计时器,设置吐出时间以及执行抽气时的压力。
14
抽气 执行抽气。
15
点胶压力微调 对每一点胶头设置点胶压力的微调值。
16
胶粘剂剩余量警告级
别
设置实施警告的剩余量级别。
17
设置试胶单元 设置向试胶单元进行试胶时,试胶范围的左前边缘。
18
自动调整基板宽度 执行自动调整基板宽度。
19
剩余量检测排气时间
偏移量
取得剩余量检测的排气时间偏移量。