S10S_20_Service_C.pdf - 第49页
1-21 1 ■ 搬出顺序 1. 在可搬出状态下,向后工序机输出要求传出基板的信号 (MACHINEREADY)。 2. 向后工序机输出要求传出基板的信号 (BOARDAVAILABLE) 以及从后工序机输入了允许传入基板的信号 (MACHINEREADY) 时,传送带开始转动。 3. 基板到达出口传感器,出口传感器感应到基板后,基板通过,出口传感器关闭感应,则向后工序机输出要求传出基板的信 号 (BOARDAVAILA…
1-20
1
1.8.3 SMEMA 标准对应规格
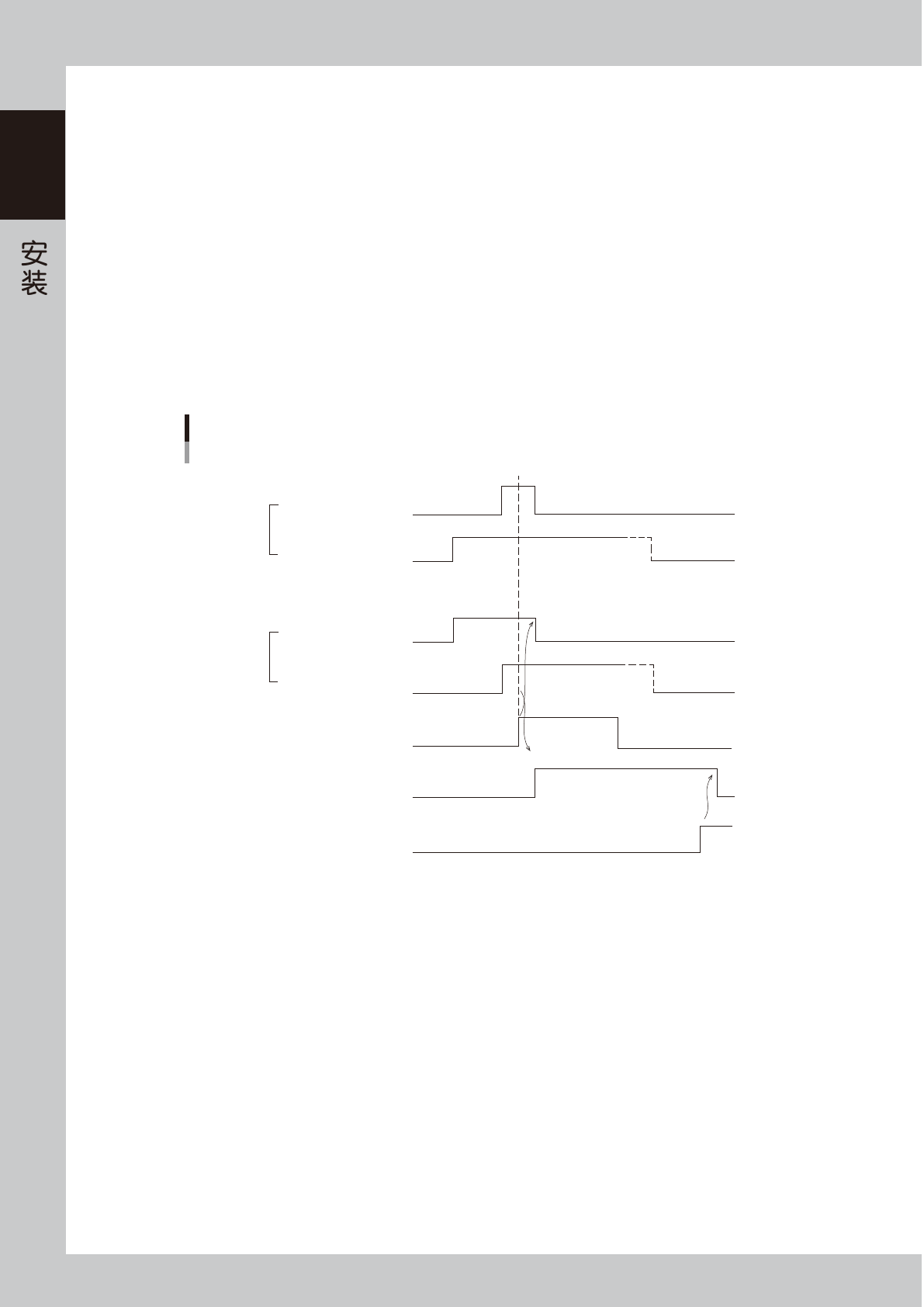
■ 搬入顺序
1.在可搬入状态下,向前工序机输出允许传入基板的信号 (MACHINEREADY)。
2.向前工序机输出允许传入基板的信号 (MACHINEREADY),从前工序机输入了要求传出基板的信号 (BOARDAVAILABLE),
且入口传感器感应到基板时,传送带开始转动。
3.入口传感器感应到基板,关闭向前工序机输出允许传入基板的信号 (MACHINEREADY)。
4.到达传感器感应到基板,传送带停止转动。
5.以下情况时,输出搬送错误。
•
从前工序机没有输入要求传出基板的信号,但入口传感器感应到了基板时。
•
从前工序机输入了要求传出基板的信号以及向前工序机输出了允许传入基板的信号,但在 10 秒以内入口传感器没有感应
到基板时。
•
关闭向前工序机输出允许传入基板的信号后 10 秒以内从前工序机输入的要求传出基板的信号没有关闭时。
6.报错后按下“Start”按钮,将继续执行报错前的动作。
搬入顺序
SMEMA
允许前工序机传入基板
(Machine Ready)
前工序机要求传出基板
(Board Available)
前工序机要求传出基板
(Board Available)
或
允许前工序机传入基板
(Machine Ready)
入口传感器
到达传感器
搬送传送带
1 3
1 3
2
4
45114-LF3-00
1-21
1
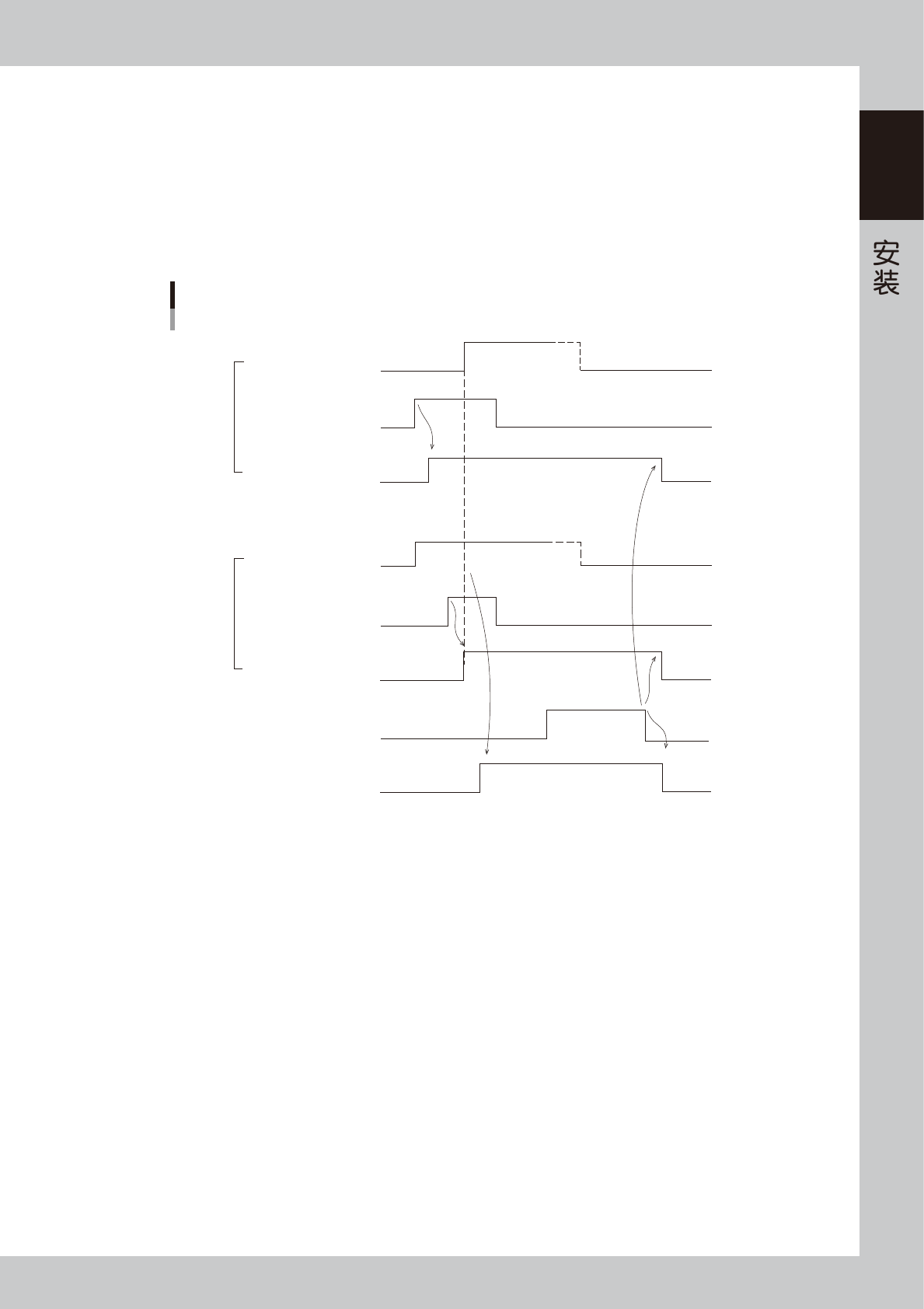
■ 搬出顺序
1.在可搬出状态下,向后工序机输出要求传出基板的信号 (MACHINEREADY)。
2.向后工序机输出要求传出基板的信号 (BOARDAVAILABLE) 以及从后工序机输入了允许传入基板的信号 (MACHINEREADY)
时,传送带开始转动。
3.基板到达出口传感器,出口传感器感应到基板后,基板通过,出口传感器关闭感应,则向后工序机输出要求传出基板的信
号 (BOARDAVAILABLE),且传送带停止转动。
4.传送带开始转动后,10 秒以内从后工序机输入的允许传入基板的信号 (MACHINEREADY) 没有关闭,则输出搬送错误。
5.报错后按下“Start”按钮,将继续执行报错前的动作。
搬出顺序
SMEMA
后工序机允许传入基板
(Machine Ready)
向后工序机要求传出基板
(Board Available)
向后工序机要求传出基板
(Board Available)
或
后工序机允许传入基板
(Machine Ready)
出口传感器
搬送传送带
可搬送
可搬送
1
3
1
3
3
2
45115-LF3-00
1-22
1
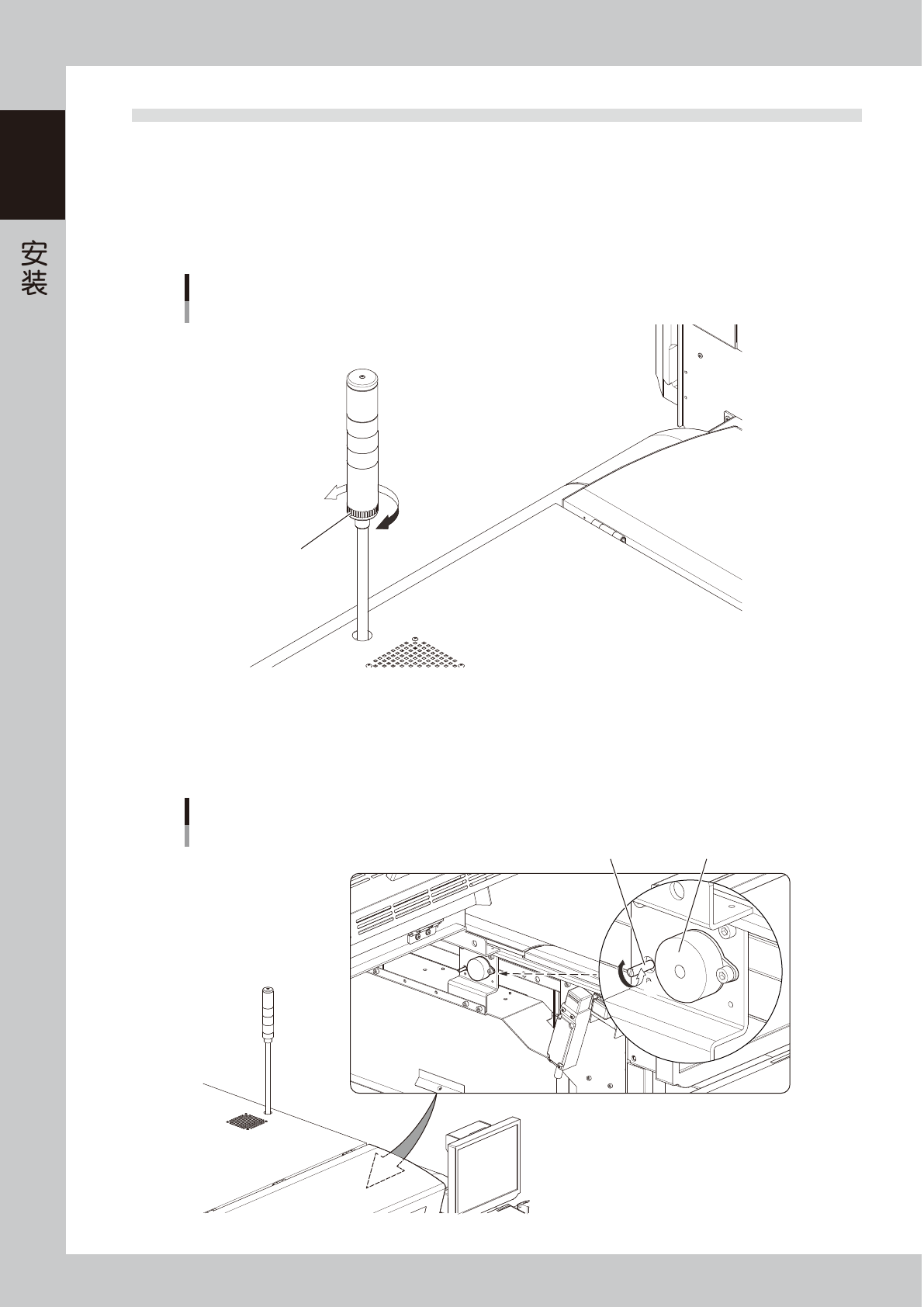
1.9 报警音量的调节
根据设备的出厂时期不同,调节设备报警音量的部位有所不同。
设备出厂时,设备的报警音量已经设定,请根据周围的环境适当调节音量。
■旧型
出厂时的音量 :最小。
转动多层信号灯下侧的圆环,调节音量。
调节报警音量
旧型
音量 小
音量 大
圆环
45122-LF3-00
■新型
出厂时的音量 :在最小与最大的中间
面向设备的背面,打开背面机盖,右侧装有音量调节杆,转动该音量调节杆调节。
报警音量的调节
新型
蜂鸣器
音量调节杆
大
小
45123-LF3-00