00197740-12_FeatureDescription_SR7xx_R20-2_DE.pdf - 第150页
Stationssoftware 7xx bis 7 14.0 (R20-2) / Funktionsbeschreibung Ausgabe 11/2020 150 8.31 SIPLACE X4i S micron – Erweiterungen Kompatibler Modus: Nicht unterstütz t Bestückkopf CPP und Förderer JTF-M Ab dieser SIPLACE Pro…
Stationssoftware 7xx bis 714.0 (R20-2) / Funktionsbeschreibung Ausgabe 11/2020
149
Bestückkopf Twin Head
Der Bestückkopf Twin Head wird ausschließlich im Pick&Place-Modus betrieben.
Der Pipettenwechsler für den Bestückkopf Twin Head hat maximal 12 Magazine mit je 2 Garagen
auf den Stellplätzen 1 und 3 und maximal 10 Magazine mit je 2 Garagen auf den Stellplätzen 2
und 4.
Die BE-Kamera-Typen 33 und 25 werden unterstützt.
Mögliche Bestückkopfkonfigurationen auf SIPLACE CA-Serie
4*C&P20 M
2*C&P20 M im BB1 und 2*CPP im BB2
4*CPP
2*C&P20 M im BB1 und CPP / TH im BB2
2*CPP im BB1 und CPP / TH im BB2
8.29 Bestückkopf C&P20 P auf SIPLACE X-Serie S
Kompatibler Modus: Nicht unterstützt
Der Bestückkopf C&P20 P wurde in der Vorgänger-Version der Stationssoftware für den
Bestückautomaten SIPLACE X4i S eingeführt. Ab der aktuellen Stationssoftware-Version wird
dieser Bestückkopf zusätzlich auf den Bestückautomaten SIPLACE X2 S, X3 S und X4 S
unterstützt.
Der Bestückkopf C&P20 P wird auf denselben Stellplätzen wie der Bestückkopf C&P20A
unterstützt und verwendet auch dieselben BE-Kamera-Typen 23 und 41.
Der Pipettentyp 4xxx wird auf allen Stellplätzen unterstützt.
Zusätzlich wurde das Diagnoseverfahren für das Druckregelventil für den Bestückkopf C&P20 P
verbessert. Detaillierte Fehlermeldungen und Warnungen werden gegebenenfalls ausgegeben.
Wenn die Druckversorgung fehlt oder das Druckregelventil überhitzt wird, wird die Maschine
angehalten.
8.30 WPC5/WPC6 auf SIPLACE X-Serie S
Kompatibler Modus: Nicht unterstützt
Die Stationssoftware unterstützt die Option, einen WPC5/WPC6 mit dem neuen X-Tisch WPC 40 X
auf die Bestückautomaten X2 S, X3 S und X4 S zu stellen. Die Hardware erhält allerdings mit
dieser Version keine Freigabe.
Der WPC5/WPC6 mit dem X-Tisch WPC 40 X belegen die Spuren 11 – 40. Auf den Spuren 1 – 10
können weitere Module, wie z.B. X-Förderer gerüstet werden.
Der WPC 40 X kann in der Autokonfiguration für Stellplatz 2 ausgewählt werden. Ein einzelner
WPC5/WPC6 ohne X-Tisch kann nicht konfiguriert werden. Es wird auch vorausgesetzt, dass ein
XFCU eingebaut ist.
In der Grundansicht sieht die Darstellung für Stellplatz 2 ähnlich wie für die Bestückautomaten der
SX-Serie mit WPC aus. In der Ansicht Rüstung können WPC5/WPC6 und WPC 40 X über
entsprechende Schaltflächen ausgewählt werden.
Die Bestückköpfe Twin Head und CPP, sowie neue Pipettenwechsler- und Abwurfbehälter-
Positionen werden für diese Option unterstützt.
Im SIPLACE Smart Pin Support wird die Option auf den Bestückautomaten X3 S und X4 S
unterstützt.
Stationssoftware 7xx bis 714.0 (R20-2) / Funktionsbeschreibung Ausgabe 11/2020
150
8.31 SIPLACE X4i S micron – Erweiterungen
Kompatibler Modus: Nicht unterstützt
Bestückkopf CPP und Förderer JTF-M
Ab dieser SIPLACE Pro-Version wird der Bestückkopf CPP und der Förderer SIPLACE JTF-M auf
dem Bestückautomaten SIPLACE X4i S micron unterstützt.
Bestückprozess für BE-Typ 03015
Für die Bestückung von Bauelementen vom Typ 03015, wird der Benutzer durch einen
Bestückprozess ähnlich wie für den BE-Typ 01005 auf dem Bestückautomaten SIPLACE X4i S
micron unterstützt.
Beim Auswählen des Bestückprozesses 03015 in SIPLACE Pro, werden notwendige
Prozessparameter wie Kameras, Pipetten, Verfahrprofile und Bestückkräfte automatisch gesetzt.
8.32 Bestückprozess für Federn
Kompatibler Modus: Nicht unterstützt
Die Stationssoftware bietet ein neues Verfahrprofil, um den Bestückprozess für Federn zu
unterstützen. Für diesen Bestückprozess müssen spezielle Parameter in SIPLACE Pro eingestellt
werden.
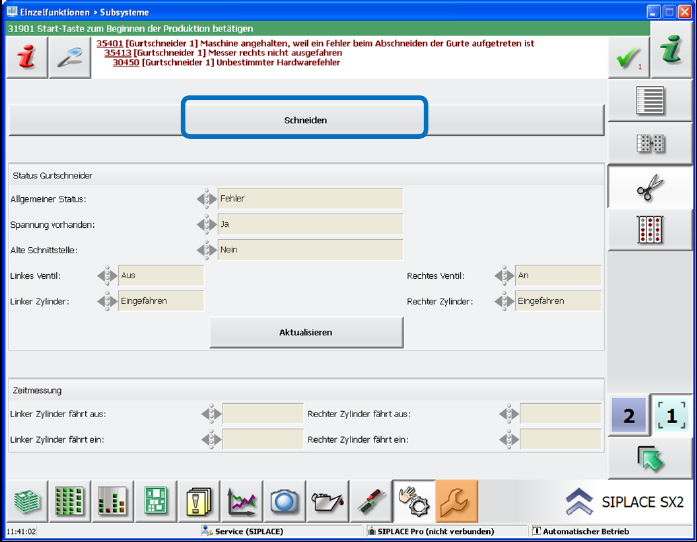
8.33 Anzeige der Schneidzeiten pro Druckluftzylinder auf der GUI
Kompatibler Modus: Komplett
Die Schneidzeiten pro Druckluftzylinder können auf der GUI der Stationssoftware angezeigt
werden. Dadurch können die Sensorpositionen schnell geprüft und die Sensoren gegebenenfalls
nachjustiert werden.
Die Messung der Schneidzeiten wird über die Schaltfläche Schneiden unter Einzelfunktionen –
Subsysteme angestoßen.
Stationssoftware 7xx bis 714.0 (R20-2) / Funktionsbeschreibung Ausgabe 11/2020
151
Abbildung 8-14: Messung der Schneidzeiten
Die gemessenen Zeiten für das Ausfahren und Zurückziehen des Zylinders werden jeweils für den
linken und rechten Zylinder in einer Tabelle in Millisekunden auf der GUI angezeigt.
Die Messung findet nur in den Einzelfunktionen statt, nicht während der Produktion.