00197740-12_FeatureDescription_SR7xx_R20-2_DE.pdf - 第38页
Stationssoftware 7xx bis 7 14.0 (R20-2) / Funktionsbeschreibung Ausgabe 11/2020 38 5.7 Automatische Ermittlung der Förderer -Schrittweite Für die 8mm und 2x8mm X-Förderer kann die kleinstmöglich e Schrittweite zum Förder…
Stationssoftware 7xx bis 714.0 (R20-2) / Funktionsbeschreibung Ausgabe 11/2020
37
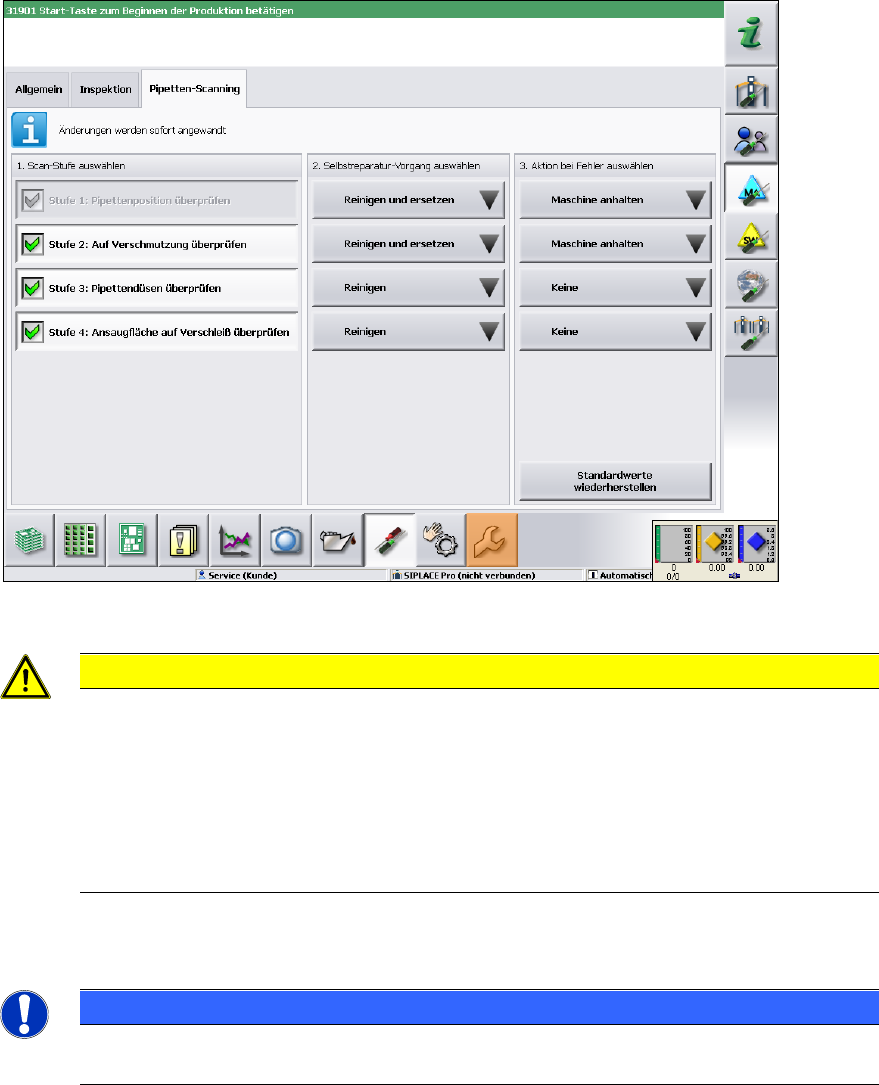
Die folgende Abbildung zeigt die Standard-Einstellungen bei eingeschaltetem Pipetten-Scanning.
Abbildung 5-1: Standard-Einstellungen bei eingeschaltetem Pipetten-Scanning
VORSICHT
Bitte beachten Sie beim Auswählen der Scan-Stufe, dass die Standard-Einstellung für
den Selbstreparatur-Vorgang für Stufe 1 und Stufe 2 gegenüber der Vorgängerversion
geändert wurde! Bei einem Fehler wird bei diesen Stufen Reinigen und ersetzen
durchgeführt. D.h., es wird versucht, die Pipette durch Blasluft zu reinigen. Wenn das
anschließende Pipetten-Scanning noch einen Fehler zeigt, wird die Pipette im Pipetten-
Abwurfbehälter abgelegt und durch eine neue Pipette aus dem Pipettenwechsler ersetzt.
Wenn dies nicht möglich sein sollte (z.B. weil der Pipettenwechsler leer ist), wird der
Bestückautomat angehalten.
Detaillierte Angaben zu den einzelnen Einstellungen finden Sie in der Online-Hilfe der
Stationssoftware.
HINWEIS
Bitte beachten Sie, dass es trotzdem (Sonder-)Pipetten geben kann, für die das
Reinigen oder der automatische Pipettenwechsel nicht möglich ist.
Stationssoftware 7xx bis 714.0 (R20-2) / Funktionsbeschreibung Ausgabe 11/2020
38
5.7 Automatische Ermittlung der Förderer-Schrittweite
Für die 8mm und 2x8mm X-Förderer kann die kleinstmögliche Schrittweite zum Fördern des
nächsten Bauelements automatisch ermittelt werden ("Auto Pitch"-Erkennung). Bei den Förderern,
für welche "Auto Pitch" angeboten wird, kann "Auto-Erkennung" in der GUI ausgewählt und über
die Schaltfläche "Änderungen übermitteln" gestartet werden. Der Status wird direkt im
Anzeigenbereich der aktuell eingestellten Schrittweite eingeblendet. Der Vorgang wird automatisch
beendet, wenn die Schrittweite erkannt worden ist oder wird in folgenden Fällen mit einer
Fehlermeldung abgebrochen:
– Wenn eine andere Schrittweite eingestellt ist als von SIPLACE Pro vorgegeben. Dies wird mit
dem Schraubenschlüssel-Symbol sowohl in der Ansicht "Details" als auch in der Tisch-
Übersicht für den betreffenden Förderer angezeigt.
– Wenn der Bediener während der laufenden "Auto Pitch"-Erkennung einen Förderer-Parameter
(Schrittweite, Abholposition oder Geschwindigkeit) am Förderer umstellt.
– Wenn die "Auto Pitch"-Erkennung manuell an einem Förderer gestartet wird bei dem ein
Rüstwechsel stattfindet und gleichzeitig Förderer-Daten (Schrittweite, Abholposition oder
Geschwindigkeit) geändert werden.
Nach einem Abbruch wird die zuvor eingestellte Schrittweite wieder hergestellt, außer für den Fall,
dass der Abbruch durch eine manuelle Änderung der Schrittweite durch den Bediener verursacht
wurde.
Einschränkungen
– Spur-Leer-Fehler werden nicht erkannt.
– Nur möglich, wenn eine unmittelbare BE-Erkennung durch Vakuum- oder BE-Sensor in
SIPLACE Pro eingestellt ist.
– Bei gleichzeitiger Verwendung von Einzelfunktionen (z.B. BE- oder GF-Lernen), wird nicht
jeder Abholversuch erfolgreich sein.
5.8 Verbesserte Bedienerführung
Damit die Bestückung schneller wieder aufgenommen werden kann vom Bediener der
Bedienebenen "Produktion" und "Erweiterte Produktion" nach dem Auftreten eines Fehlers
während der Produktion, wurde die Fehlerhantierung in der GUI überarbeitet. Zusätzlich zur
Anzeige im Statusfeld wird der Ort, wo der Fehler aufgetreten ist, graphisch dargestellt. Eine
Schaltfläche führt direkt zu einem detaillierten Dialog zum Fehler und zur Fehlerbehebung. Bei
mehreren Fehlern gibt es einen Übersichtsdialog in Tabellenform, aus dem zu einem Fehler oder
zwischen den Fehlern navigiert werden kann. Die folgenden Fehler werden dabei adressiert:
– Spur leer
– Pipette verschmutzt
– Folie gerissen
– Marke nicht erkannt
Stationssoftware 7xx bis 714.0 (R20-2) / Funktionsbeschreibung Ausgabe 11/2020
39
5.9 Automatischer Produktwechsel (LP-Barcode-Betrieb)
Im LP-Barcode-Betrieb fordert die Station den Auftrag mittels eines gelesenen Leiterplatten-
Barcodes beim LineControl an. Sobald der Auftrag vom LineControl vorgegeben wurde und auf der
Station produktiv geworden ist, beginnt die Station automatisch mit der Bestückung. Auf diese
Weise können verschiedene Produkte gleichzeitig bestückt werden, ohne dass der Bediener sich
um die Vorgabe des passenden Auftrags kümmern muss. In der Grundansicht wird der aktive LP-
Barcode-Betrieb durch ein entsprechendes Symbol angezeigt.
Wenn kein Barcode gelesen werden konnte, meldet der Barcode-Leser einen Lesefehler an die
Stationssoftware und ein Dialog wird geöffnet in dem der Bediener den Barcode manuell eingeben
kann. Über OIS können die bereits gelesenen LP-Barcodes angezeigt werden. Durch Klicken auf
ein Leiterplattensymbol in der Grundansicht der Stationssoftware kann außerdem der gelesene
Barcode zu dieser Leiterplatte angezeigt werden.
In SIPLACE Pro kann eingestellt werden, wie die Leiterplatte behandelt werden soll, wenn im
LineControl keine Losdaten zu einem Barcode vorhanden sind:
– Die Leiterplatte wird in die Ausgabesektion der Maschine transportiert, falls vorhanden. Der
Bediener wird dazu aufgefordert, die Leiterplatte manuell zu entnehmen. Falls die Maschine
keine Ausgabesektion hat, aus der die Leiterplatte entnommen werden kann, wird die
Leiterplatte zur nächsten Maschine transportiert, die eine Ausgabesektion hat.
– Die Leiterplatte wird ohne Bearbeitung ans Ende der Bestücklinie transportiert.
Der LP-Barcode-Betrieb ist auch mit synchronem Doppeltransport möglich.
5.10 Kontrollierte LP-Übergabe zwischen Bestückautomaten
Bei diesem Leistungsmerkmal werden die Individualdaten einer Leiterplatte von einem
Bestückautomaten zu einem anderen übertragen ("Whispering-Down-the-Line"). Die
Individualdaten einer Leiterplatte (z.B. Inkpunkte, Barcode, LP-Status, Markierung für abgebrochen
etc.) werden in einem logischen Behälter gesammelt, der mit einer physikalischen Leiterplatte
verknüpft ist. Bei der physikalishen Übergabe einer Leiterplatte an einen Bestückautomaten wird
auch der Inhalt des logischen Behälters (oder Teile davon) übergeben. Die kontrollierte LP-
Übergabe wird für Linien unterstützt, die mit Stationssoftware 704 betrieben werden und wird u.a.
aus folgenden Gründen benötigt:
1. Notwendige Übergabe von Leiterplattenzuständen (z.B. Abbruch, Inspektion) aufgrund nicht
möglicher Maschinenzugänglichkeit (Leiterplatten können nicht zwischen zwei Bestück-
automaten entnommen werden).
Da die Bestückautomaten der SX-Serie keine Rücksäcke haben, sind Leiterplatten am Anfang
und Ende einer Maschine nicht zugänglich und Leiterplatten können zwischen zwei SX-
Bestückautomaten nicht aus der Linie genommen werden. Abgebrochene Leiterplatten werden
deswegen durch die Linie transportiert, bis zu einer Maschine, deren Ausgabesektion
zugänglich ist. Eine Station muss nun wissen, ob eine ihr übergebene Leiterplatte in einer
Vorgänger-maschine abgebrochen wurde, um entscheiden zu können, ob sie die Leiterplatte
bestücken oder nur durchtransportieren soll. Diese Information ist Teil der Individualdaten einer
Leiterplatte.
2. Leistungssteigerung der Linie durch Reduktion von Nebenzeiten (aus Genauigkeitsgründen
werden nur Inkpunkt-Messungen übertragen)
Durch das Übertragen der Information, welche Teilschaltungen bestückt werden sollen, braucht
nur noch der erste Bestückautomat einer Teillinie Inkpunkte messen.
3. Auslagerung von Funktionalitäten aus einem SIPLACE-Bestückautomaten, wie z.B. Barcode-
Lesern
Durch das Übertragen des Barcodes zwischen den Bestückautomaten reduziert sich die
Anzahl der benötigten Barcode-Leser auf den ersten Bestückautomaten in einer Teillinie.
Hierdurch ist LP-Barcode-Betrieb auch ohne Barcode-Leser möglich.