00197218-07_UM_Glue_Feeder_DE.pdf - 第16页
2 Allgemeines 2.2 Beschreibung des Moduls 16 Bedienungsanleitung SIPLACE Glue Feeder 05/2020 2.2.4 Düsenübersicht In diesem Abschnitt finden Sie einen Überblick über die aktuell verfügbaren Spritzdüsen. Artikel-Nummer Be…
2 Allgemeines
2.2 Beschreibung des Moduls
Bedienungsanleitung SIPLACE Glue Feeder 05/2020 15
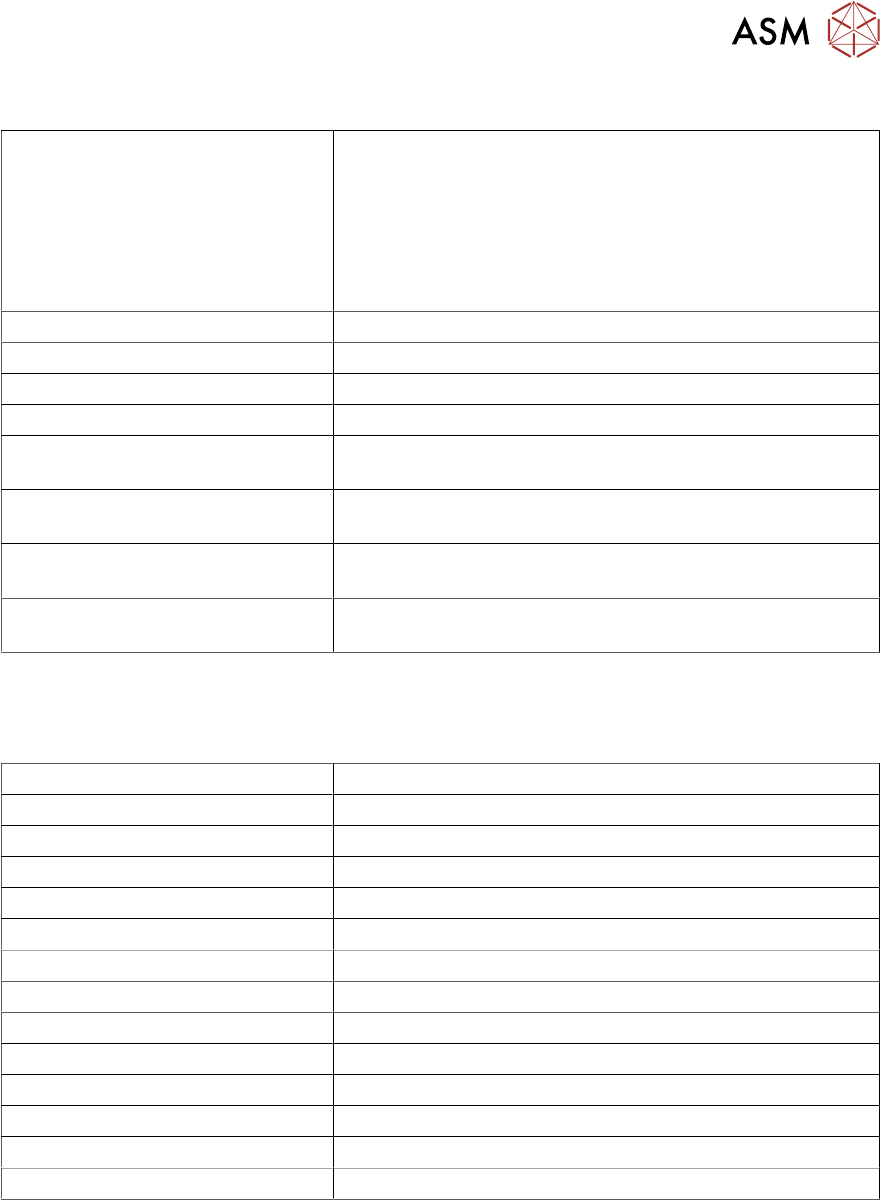
2.2.3 Technische Daten
Betriebsdruck des Glue Feeders
Anschluss an Maschine:
Externer Anschluss:
max. 5,6 bar
max. 7,5 bar
Desweiteren gelten die Angaben des Herstellers für das Be-
triebsmedium.
Beachten Sie auch die Druckluftspezifikation des Bestück-
automaten.
Länge 584,9mm
Höhe 199,5mm
Breite 57,6 mm, entspricht 5 Spuren á 8mm
Gewicht 4,6 kg
Durchmesser
kleinstmöglicher Einzeltropfen *
0,7 - 0,8 mm (+/- 0,1mm)
Durchmesser
Tropfen aus 5 Schuss aufgebaut *
1,0 mm (+/- 0,2mm)
Höhe
Einzeltropfen *
0,15 mm (+/- 0,02mm)
Höhe
Tropfen aus 5 Schuss aufgebaut *
0,2 - 0,3 mm
* bei 100 µm Düsendurchmesser und Einsatz von Kleber Heraeus PD205A-Jet(bei53°C) oder
Loctite3621(bei53°C)
Angaben des Herstellers zum Jet-Ventil (nicht zum Gesamtsystem)
Ventiltyp 16 NC
Dosiermengen 10 – 200 nl pro Zyklus
Viskositätsbereich 50 - 200.000 mPas (thixotrop)
Dosiergenauigkeit > 99 % (Dosiertoleranz < 1%)
Dosierfrequenz typischerweise 15 - 20 ms bzw. 50 - 67 Hz, maximal 150 Hz
fluidberührende Materialien Edelstahl, rostfrei 1.4305; Hartmetall K10 (WC+Co); NBR
Betriebsmedium gefilterte Druckluft, ungeölt, Filterfeinheit 40µm
Betriebsdruck 2 ..... 8 bar
Schaltzeit < 1 ms
Ansteuerung 24 V, SPS kompatibel
Lebensdauer > 10
8
Schaltzyklen
Gewicht 270 g
Umgebungstemperatur -5 ..... +40°C
max. Heiztemperatur 70°C
2 Allgemeines
2.2 Beschreibung des Moduls
16 Bedienungsanleitung SIPLACE Glue Feeder 05/2020
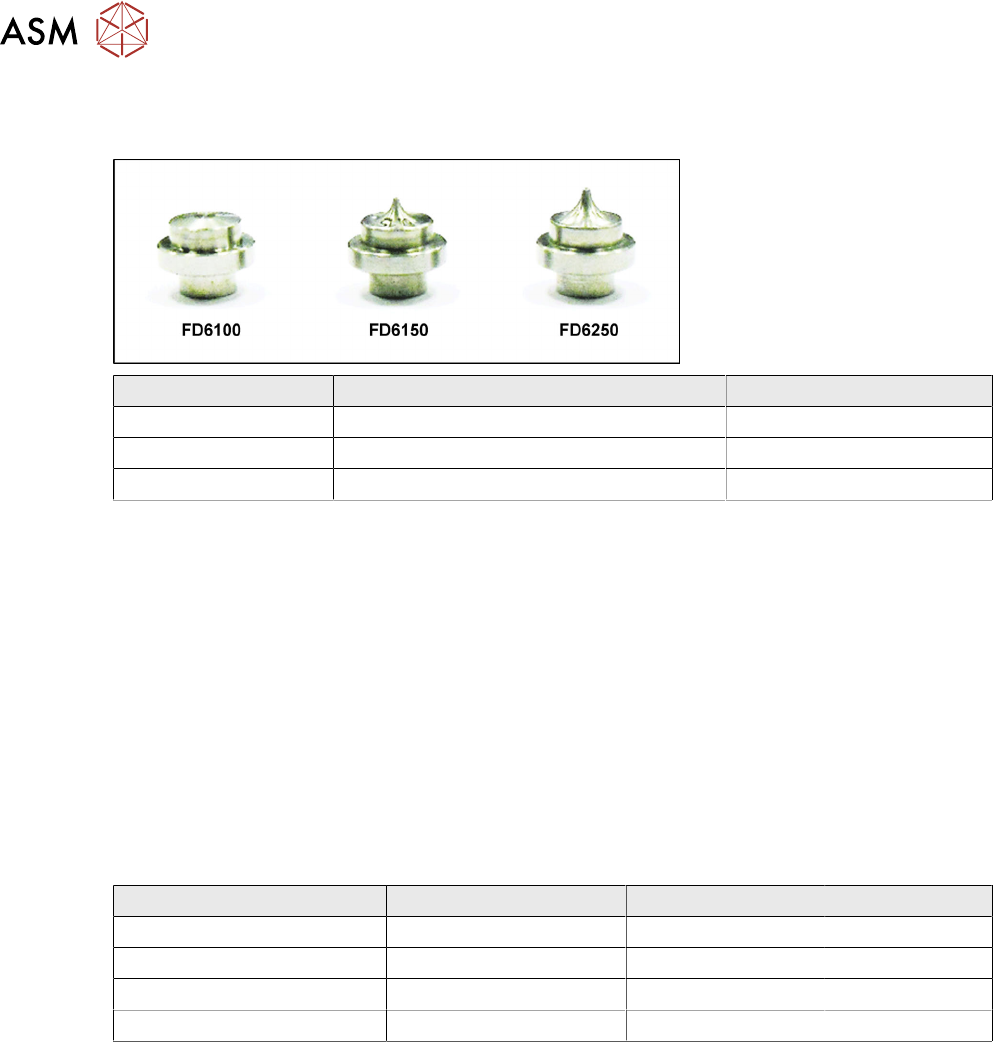
2.2.4 Düsenübersicht
In diesem Abschnitt finden Sie einen Überblick über die aktuell verfügbaren Spritzdüsen.
Artikel-Nummer Bezeichnung Spritzdüsenform
03094220-xx Flachduese FD6100 (100 microm.) 1014
03094182-xx Nadelduese ND6150 (150 microm.) 1016
03120082-xx Nadelduese ND6250 (250 microm.) 1019
2.2.5 Kleberübersicht
Am Glue Feeder werden aktuell folgende Kleber unterstützt:
●
Heraeus PD-205A
●
Loctite 3621
●
Loctite D125F
●
Delo Monopox MK096
Da die verschiedenen Kleber unterschiedliche Eigenschaften besitzen ist es notwendig, den Druck
an der Kartusche, den Druck am Jet-Ventil und die Temperatur des Klebers für jeden Kleber opti-
mal einzustellen. Sie können die Temperatur über die Stationssoftware oder bei Bedarf auch direkt
am Glue Feeder einstellen.
In der folgenden Tabelle finden Sie eine Übersicht der für die einzelnen Kleber optimalen Werte.
Kleber Druck an der Kartusche Druck am Jet-Ventil Soll-Temperatur
Heraeus PD-205A 1,5 bar 3,0 bar 53°C
Loctite 3621 / 3609 / 3619 1,5 bar 3,0 bar 53°C
Loctite D125F 3 bar 4,5 bar 53°C
Delo Monopox MK096 1,5 bar 3,0 bar 40°C
Allgemeine Hinweise zur Temperatur
Die Temperatur des Klebers im Jet-Block wird mit einem Sensor erfasst und auf den eingestellten
SOLL-Wert geregelt. Solange kein SOLL-Wert eingestellt wurde, wird die Klebertemperatur auf den
Defaultwert von 40°C
geregelt. Es kann eine Temperatur von 40°C bis maximal 70°C eingestellt
werden.
Der zulässige Toleranzbereich, in dem Dispensieren erlaubt ist, beträgt ±3°C zum eingestellten
SOLL-Wert. Wird dieser Bereich verlassen oder wieder erreicht, sendet der Glue Feeder eine Mel-
dung an die Maschine. Außerhalb des Toleranzbereichs ist das Dispensieren nicht möglich.
Zum Erhöhen der Temperatur wird die Düsenheizung am Jet-Block eingeschaltet. Ein Absenken
der Temperatur ist nur passiv durch Abkühlen über die Umgebungstemperatur möglich. Um den
Klebstoff zu schonen, wird die Düsenheizung automatisch ausgeschaltet, wenn am Glue Feeder
Bearbeitungspausen länger als 10 Minuten vorkommen.
2 Allgemeines
2.2 Beschreibung des Moduls
Bedienungsanleitung SIPLACE Glue Feeder 05/2020 17
Allgemeine Hinweise zum Druck
Wird der Glue Feeder nicht über einen externen, sondern über den Druckluftanschluss des
Bestückautomaten mit Druckluft versorgt, wird empfohlen, den Druckminderer für den Druck am
Jet-Ventil auf max. 4,5bar einzustellen. Ein Druck von 2 bis max. 4,5bar ist in der Regel für alle
gängigen SMT-Klebstoffe ausreichend.
Wenn Sie spezielle Klebstoffe verwenden wollen, die für die Verarbeitung höhere Dispensdrücke
als 4,5bar benötigen, sollte der Glue Feeder in diesem Fall über einen externen, vom Bestück-
automaten getrennten Druckluftanschluss versorgt werden.
Hintergrund: Werden höhere Dispensdrücke als 4,5bar eingestellt, kann es am Druckluftanschluss
des Bestückautomaten immer wieder zu kurzen Druckabfällen auf 4,5bar kommen, wenn andere
Druckluftverbraucher (z.B. eine Gurt-Schneideinrichtung) zwischenzeitig aktiviert werden. Dies
kann unregelmäßige Klebertropfengrößen zur Folge haben.
HINWEIS
Verwendung einheitlicher Temperaturprofile
Damit Sie bei Einsatz mehrerer Glue Feeder in einer Fertigung für die verschiedenen Kle-
ber jeweils einheitliche Temperaturprofile verwenden können, empfehlen wir die einzelnen
Glue Feeder mit dem Kalibriergerät für Glue Feeder (Artikel-Nr. 03214618-xx) aufeinander
abzugleichen. Siehe 4.3.3
"Temperatur-Regelung kalibrieren" [}63].
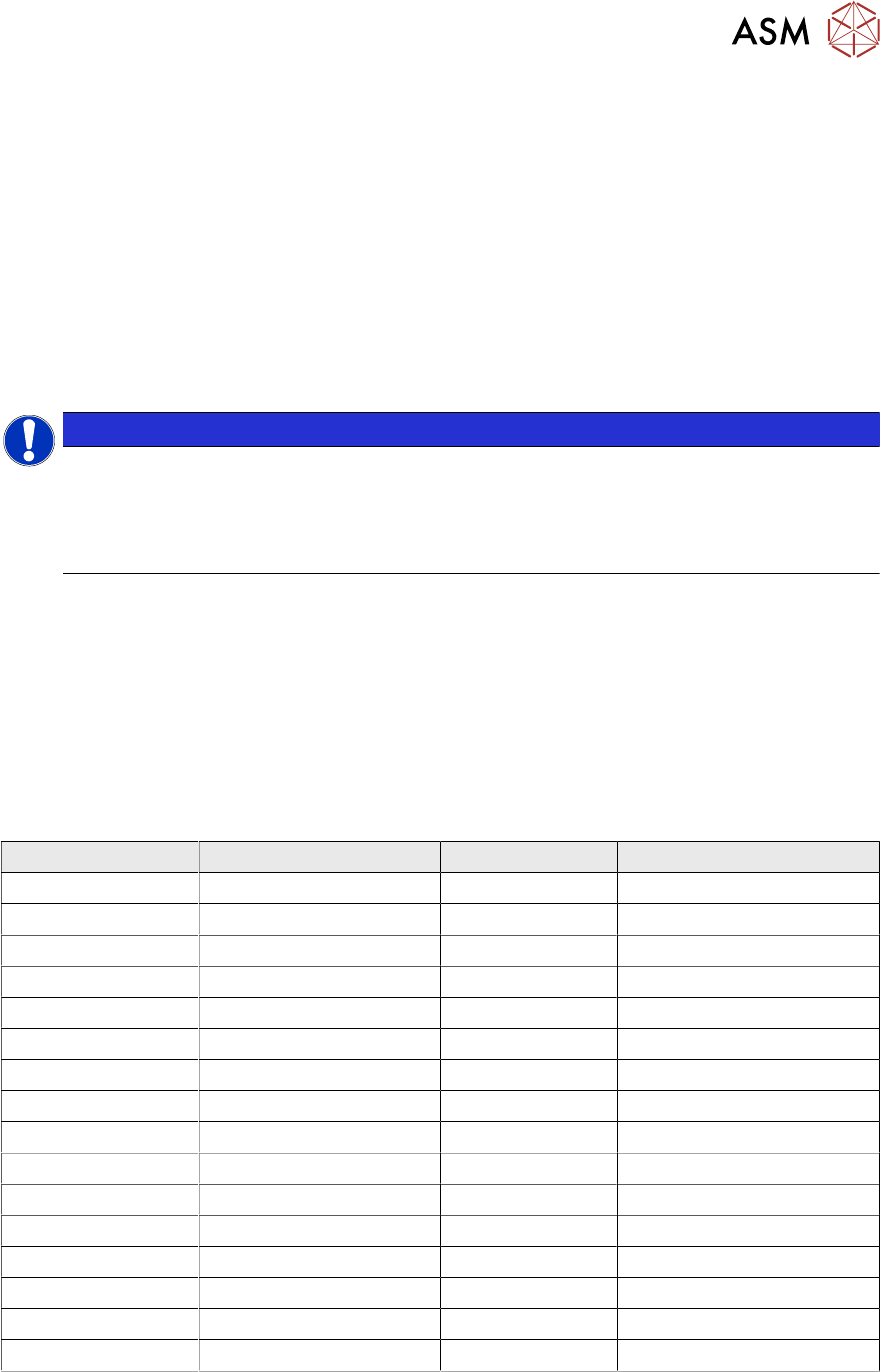
2.2.6 Beispiele für Klebepunkte
In diesem Abschnitt finden Sie einige Beispiele dafür, mit welchen Einstellungen Klebepunkte von
unterschiedlichem Durchmesser und unterschiedlicher Höhe erzeugt werden können.
Abhängig von der Beschaffenheit der Oberfläche des Bauelements (rauh oder glatt) kann es hier
zu Abweichungen im Verhalten des Klebers kommen.
Beispiel für Kleber Heraeus PD205A, Loctite 3621 / 3609 / 3619
Basisdaten: Temperatur 53°C, Flachdüse 100µm, Druck an der Kartusche 1,5bar, Druck am Jet-
Ventil 3bar, Zeit pro Schuss 20ms
Anzahl Schüsse Durchmesser mm Toleranz Höhe Klebepunkt mm
1 0,6 ±0,2 0,1
2 0,7 ± 0,2 0,15
3 0,8 ± 0,3 0,2
4 0,85 ± 0,3 0,25
5 0,9 ± 0,3 0,3
6 0,95 ± 0,3 0,3
8 1,0 ± 0,3 0,35
12 1,1 ± 0,4 0,4
16 1,2 ± 0,4 0,5
32 1,4 ± 0,4 0,55
48 1,6 ± 0,4 0,6
64 1,8 ± 0,4 0,7
96 2,0 ± 0,5 0,9
128 2,2 ± 0,5 1,0
192 2,4 ± 0,6 1,4
256 2,6 ± 0,6 1,8
Wenn sich Lotpaste auf der Leiterplatte befindet, sollte mit einem Durchmesser von 0.9mm ge-
klebt werden, damit die Klebepunkthöhe erreicht wird.