00197218-07_UM_Glue_Feeder_DE.pdf - 第22页
2 Allgemeines 2.3 Klebepunktinspektion und Teachen mit SIPLACE Vision 22 Bedienungsanleitung SIPLACE Glue Feeder 05/2020 2.2.10 EU-Konformitätserklärung Das beschriebene Produkt/Gerät stimmt überein mit den Vorschriften …
2 Allgemeines
2.2 Beschreibung des Moduls
Bedienungsanleitung SIPLACE Glue Feeder 05/2020 21
2.2.9 Einstellen des Jet-Stößels
HINWEIS
Erhöhter Verschleiß bei erhöhtem Druck
Der Jet-Stößel ist werksseitig auf 60N (entspricht 0.6mm Stößeleinstellung) voreingestellt.
Mit dieser Einstellung verarbeitet der SIPLACE Glue Feeder die gängigen SMD-Kleber auf
Epoxidharz-Basis stabil und mit hoher Qualität.
Nach einem Verändern dieser Einstellung muss eventuell die Kennlinie an der Station
angepasst werden.
Bitte beachten sie, dass höhere Einstellungen (>60N) zu erhöhtem Verschleiß am Jet-Stö-
ßel und insbesondere an der Spritzdüse führen.
In den folgenden Fällen ist eine Kontrolle der Stößeleinstellung empfohlen:
●
Allgemeine Kontrolle der Werkseinstellung auf 0,6mm
●
Einheitliche Einstellungen beim Einsatz mehrerer Glue Feeder an einem Standort
●
Optimierung der Qualität der Klebepunkte
Allgemeine Kontrolle der Werkseinstellung auf 0,6mm
Sollte sich trotz regelmäßiger Wartung die Qualität der Klebepunkte verschlechtern und diese sich
nicht durch Temperatur- und Druckeinstellungen korrigieren lassen, kann mit dem "Messsystem-
Stoesseleinstellung", Artikel-Nr. 03126592-01, die Einstellung des Jet-Stößels überprüft werden.
Das Überprüfen und Einstellen des Jet-Stößels ist in der Serviceanleitung zum Glue Feeder, Arti-
kel-Nr. 00197278-xx, in Kapitel "Ersatzteiletausch" unter Abschnitt "Jet-Ventil P-Dot" beschrieben.
Gleiche Einstellung beim Einsatz mehrerer Glue Feeder an einem Standort
Um Unterschiede in der Größe und Qualität der Klebepunkte zwischen den einzelnen Glue Fee-
dern zu vermeiden, können die Glue Feeder mit dem Stößel-Messsystem überprüft und, wenn
nötig, eingestellt werden.
Optimierung der Qualität der Klebepunkte
Wenn Sie die Stößeleinstellung >0,6mm (>60N) erhöhen, vergrößern Sie damit die Federvor-
spannung im Jet-Ventil. Das hat zur Folge, dass der Klebepunkt mit mehr Energie dispensiert wird.
Dies kann bei Klebern mit hoher Viskosität zu Verbesserungen führen.
Wenn Sie die Stößeleinstellung erhöhen, fließt zwischen den einzelnen „Schüssen“ weniger Kle-
bervolumen in die Spritzdüse. Daraus folgt, dass bei gleicher Anzahl Schüsse weniger Klebervolu-
men auf das Bauelement trifft. Je nach Viskosität des Klebers und Beschaffenheit der Oberfläche
des Bauelements kann es dadurch dazu kommen, dass der Durchmesser des Klebepunkts größer
wird. Ursache dafür ist, dass der Kleber mit mehr Energie und somit höherer Geschwindigkeit dis-
pensiert wird. Diese Veränderung muss beim Einstellen der Kennlinie im Hinblick auf die Klebe-
punktkontrolle durch das Vision-System beachtet werden.
Weiterhin müssen Sie bei erhöhter Stößeleinstellung bei gleicher Anzahl Schüsse mit flacheren
Klebepunkten rechnen. Kontrollieren Sie, ob der Kontakt zwischen dem Klebepunkt und der Leiter-
platte gewährleistet ist und erhöhen Sie, wenn nötig, die Anzahl der Schüsse.
Wir empfehlen, die Stößeleinstellung nur so weit wie unbedingt notwendig zu erhöhen. Eine Verän-
derung der Stößeleinstellung ist nur ratsam, wenn andere als von uns empfohlene Klebertypen ver-
wendet werden. Beachten Sie insbesondere den Hinweis auf den erhöhten Verschleiß am Jet-Stö-
ßel und an der Spritzdüse.
Wenn Sie die Stößeleinstellung <0,6mm (<60N) verringern, ändern sich die Eigenschaften in
entgegengesetzter Richtung zu den oben beschrieben Veränderungen. Um eine akzeptable Form
eines Klebepunkts zu gewährleisten, sollten Sie den Jet-Stößel nicht <0,2mm (<20N) einstellen.
Der Einstellbereich des Jet-Stößels liegt zwischen 0,2mm und 1,5mm (20N bis 150N).

2 Allgemeines
2.3 Klebepunktinspektion und Teachen mit SIPLACE Vision
22 Bedienungsanleitung SIPLACE Glue Feeder 05/2020
2.2.10 EU-Konformitätserklärung
Das beschriebene Produkt/Gerät stimmt überein mit den Vorschriften und Normen der mitgeliefer-
ten EU-Konformitätserklärung.
Hersteller:
ASM Assembly Systems GmbH & Co. KG
Rupert-Mayer-Str. 44
D-81379 München
2.3 Klebepunktinspektion und Teachen mit SIPLACE Vision
Bei der Klebepunktinspektion wird der Klebepunkt nach dem Dispensieren visuell mit einer Kamera
überprüft. Damit ein Klebepunkt von SIPLACE Vision erkannt und ausgewertet werden kann, wird
ein Referenzbild des Bauelements erstellt, unmittelbar bevor der Kleber auf das Bauelement ge-
spritzt wird. Dieses Bild wird anschließend mit dem aktuellen Bild verglichen.
Bei einem Messauftrag mit Klebepunktinspektion wird für jeden Klebepunkt überprüft:
●
Ist der Klebepunkt vorhanden?
●
Liegt die Größe des Klebepunkts innerhalb der vorgegebenen Toleranz, d.h. liegt der gemes-
sene Durchmesser des Klebepunkts zwischen der minimalen und maximalen Kreisfläche im
Modell?
●
Liegt der Klebepunkt innerhalb des vorgegebenen Zielbereichs? Im Modell kann ein rechtecki-
ger Zielbereich festgelegt werden. Die Inspektion prüft, ob der Klebepunkt vollständig inner-
halb dieses Zielgebiets liegt. Falls der Klebepunkt den Rand des Zielbereichs berührt, wird ein
Fehler gemeldet.
Optional kann für die Klebepunktinspektion eine separate Beleuchtung eingestellt werden.
Folgende Parameter der Klebepunkte können mit der Stationssoftware im GF-Editor geändert wer-
den:
●
Inspektion (ja/nein)
●
Toleranz für den Durchmesser des Klebepunkts
●
Koordinaten des Zielbereichs (Größe)
3 Inbetriebnahme
3.1 Kartusche einsetzen
Bedienungsanleitung SIPLACE Glue Feeder 05/2020 23
3 Inbetriebnahme
HINWEIS
Voraussetzungen
An der Maschine, auf der Sie den Glue Feeder verwenden wollen, muss bereits ein
Anschluss an den Sicherheitskreis und ein Anschluss an die Druckluftversorgung montiert
sein
WARNUNG
Schutzkleidung
Tragen Sie bei allen Arbeiten mit oder am Glue Feeder Ihre persönliche Schutzkleidung
(Schutzbrille und Schutzhandschuhe).
HINWEIS
Temperaturregelung an allen Glue Feedern kalibrieren
Bei Inbetriebnahme eines neuen Glue Feeders in einer Fertigung, in der bereits andere
Glue Feeder verwendet werden, wird empfohlen die Temperaturregelung an allen Glue
Feedern zu kalibrieren. Verwenden Sie für die Kalibrierung das „Kalibriergerät f. Glue Fee-
der“ (Artikel-Nr. 03214618-xx), siehe 4.3.3
"Temperatur-Regelung kalibrieren" [}63].
Zur Inbetriebnahme des Glue Feeders sind folgende Arbeitsschritte in der angegebenen Reihen-
folge notwendig:
●
Kleberkartusche in den Glue Feeder einsetzen
●
Glue Feeder auf einen Rüstplatz stellen
●
Glue Feeder an den Sicherheitskreis der Maschine anschließen
●
Glue Feeder an die Druckluftversorgung der Maschine anschließen
●
Glue Feeder andosieren, d.h. den Kleber in der Klebeeinheit (Zuführrohr, Jet-Block und
Spritzdüse) verteilen
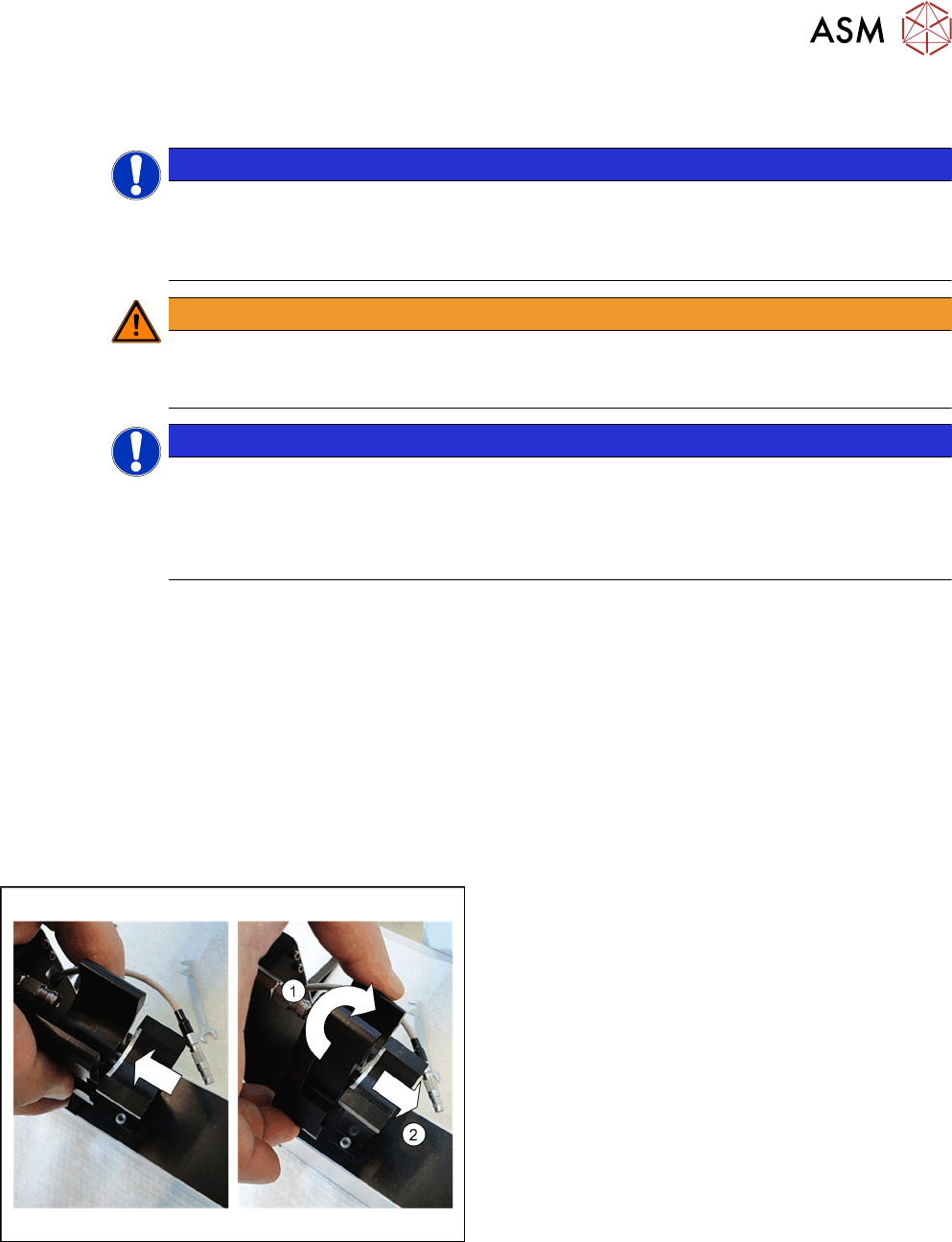
3.1 Kartusche einsetzen
Mit dem Glue Feeder können Sie Kartuschen in zwei
verschiedenen Größen verwenden.
► Stellen Sie den Kartuschenhalter auf die Größe
der Kartusche ein, die Sie verwenden wollen (10
oder 30ml).
1. Ziehen Sie dazu den Kartuschenhalter heraus.
2. Drehen Sie den Kartuschenhalter so, dass die
gewünschte Größe oben ist.
3. Lassen Sie den Kartuschenhalter wieder spürbar
einrasten.