00197218-07_UM_Glue_Feeder_DE.pdf - 第20页
2 Allgemeines 2.2 Beschreibung des Moduls 20 Bedienungsanleitung SIPLACE Glue Feeder 05/2020 2.2.8 Einstelltabelle Die folgende Tabelle soll Sie dabei unterstützen, die für Ihre Anforderungen optimale Einstellung des Glu…

2 Allgemeines
2.2 Beschreibung des Moduls
Bedienungsanleitung SIPLACE Glue Feeder 05/2020 19
2.2.7 Systemvoraussetzungen und allgemeine Einschränkungen
Voraussetzungen
Der Glue Feeder kann nur auf SIPLACE Maschinen mit der Stationssoftware ab 706.1 und unter
SIPLACE Pro Version ab 10.1 mit der X-Feeder-Schnittstelle eingesetzt werden.
Des Weiteren muss an der Maschine ein Anschluss an den Sicherheitskreis und ein Anschluss an
die Druckluftversorgung montiert sein. Für die Montage der notwendigen Vorrichtungen stehen Ih-
nen folgende Nachrüstsätze zur Verfügung:
●
Nachrüstsatz Glue Feeder SX12 / DX12, Artikel-Nr. 03091006-xx
●
Nachrüstsatz Glue Feeder SX4 / DX4, Artikel-Nr. 03091007-xx
●
Nachrüstsatz Glue Feeder X-Serie, Artikel-Nr. 03091008-xx
Einschränkungen
Ein Portal kann jeweils nur mit einem Glue Feeder arbeiten.
Der Glue Feeder ist nicht vorgesehen für die Verarbeitung von
●
Lotpasten
●
Anerob härtenden Klebern (wie z.B. Sekundenkleber)
●
UV-härtenden Klebstoffen
Beim Einsatz von UV-härtenden Klebstoffen trägt der Anwender selbst die Verantwortung,
dass die Düsenöffnung des Klebers nicht mit UV-Licht bestrahlt wird.
Das Bestrahlen mit UV-Licht kann ein ungewolltes Aushärten des Klebers in der Düse zur Fol-
ge haben.
●
Durchsichtigen Klebstoffen
Durchsichtige (klare) Klebstoffe können eventuell nicht mit dem Visionsystem inspiziert wer-
den.
Weitere Einschränkungen
●
Das Jet-Ventil darf nicht trocken, d.h. ohne Klebstoff betrieben werden.
●
Ein Überbrücken des Sicherheitskreises ist verboten.
●
Eine Reinigung des Glue Feeders darf nur mit den vom Kleber-Hersteller vorgeschriebenen
oder von ASMAS empfohlenen Reinigungsmitteln erfolgen.
●
Es dürfen keine Klebertropfen programmiert werden, die im Durchmesser den Körper des
Bauteils an irgendeiner Stelle überragen (Verschmutzungsgefahr!)
●
Auf schmale Kanten – auch, wenn diese innerhalb des Bauelementekörpers liegen - sollten
nur in der Größe entsprechend angepasste Tropfen dispensiert werden, da ansonsten die Ge-
fahr einer Teilung des Klebertropfens und damit ein seitliches, unkontrolliertes Wegspritzen
von Kleber besteht.
●
MELF und SOD (Glasdioden)-Bauteile
Aufgrund ihres runden Körpers sind MELF und SOD (Glasdioden) Bauteile prinzipiell nicht gut
für einen Kleberauftrag geeignet. Wegen der runden Körper besteht eine erhöhte Gefahr,
dass der Bestückkopf verschmutzt wird. Deshalb wird empfohlen, diese Bauteile nicht oder
nur nach genauer Abschätzung der Risiken zu kleben.
2 Allgemeines
2.2 Beschreibung des Moduls
20 Bedienungsanleitung SIPLACE Glue Feeder 05/2020
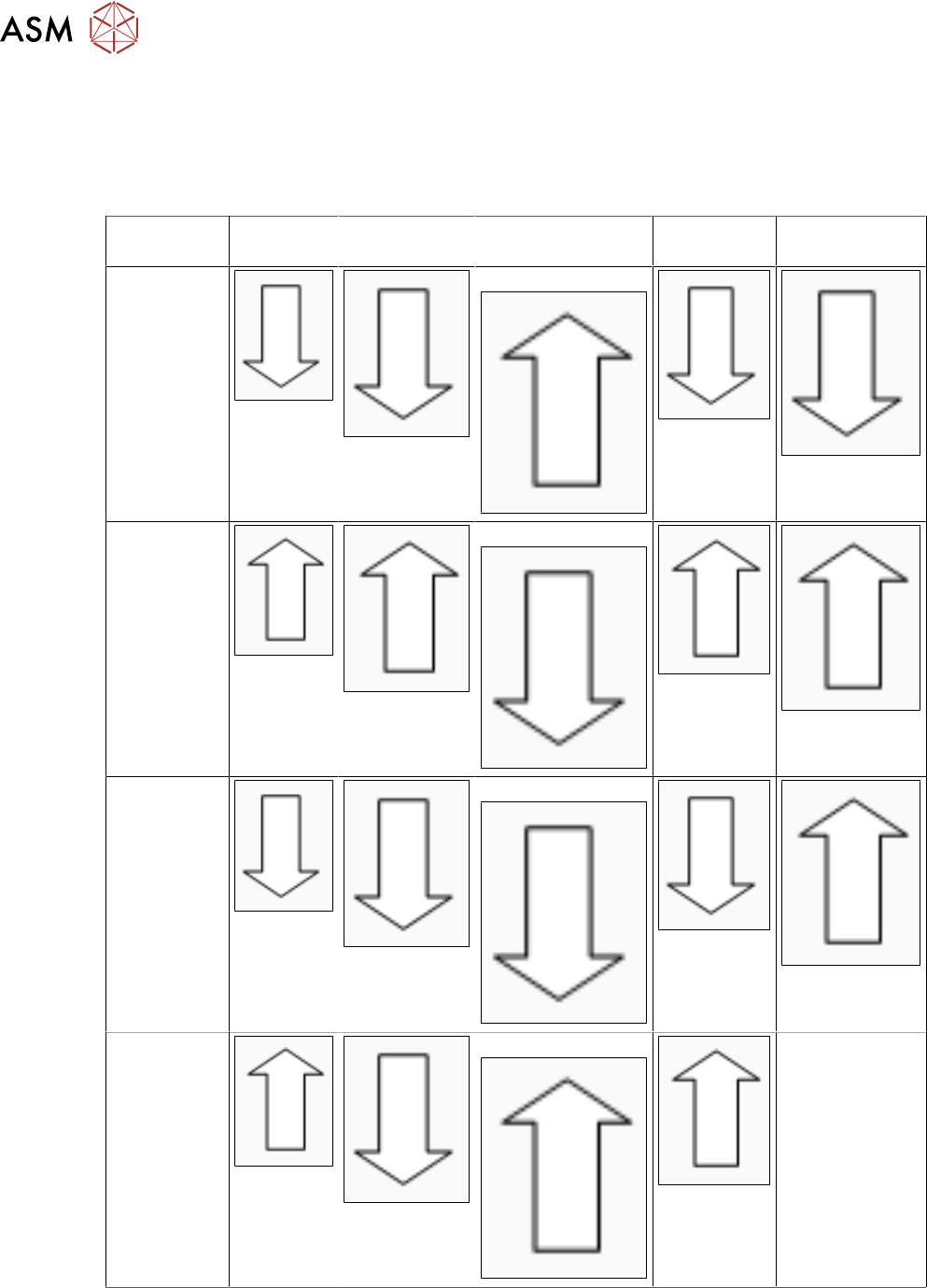
2.2.8 Einstelltabelle
Die folgende Tabelle soll Sie dabei unterstützen, die für Ihre Anforderungen optimale Einstellung
des GlueFeeders zu finden. Aufgrund der verschiedenen Kleber kann diese Tabelle jedoch nicht
als Patentrezept angesehen werden, sondern sie dient vielmehr dazu, unsere Erfahrungswerte an
Sie weiterzugeben.
Druck am
Jet-Ventil
Druck an der
Kartusche
Stößeleinstellung
in mm
Temperatur
(Heizung)
Durchmesser
der Düse
Kleinere
Klebepunkte
>0,6
Größere
Klebepunkte
<0,6
Satelliten
vermeiden
<0,6
Kleberreste
an der Düse
vermeiden
>0,6 --
2 Allgemeines
2.2 Beschreibung des Moduls
Bedienungsanleitung SIPLACE Glue Feeder 05/2020 21
2.2.9 Einstellen des Jet-Stößels
HINWEIS
Erhöhter Verschleiß bei erhöhtem Druck
Der Jet-Stößel ist werksseitig auf 60N (entspricht 0.6mm Stößeleinstellung) voreingestellt.
Mit dieser Einstellung verarbeitet der SIPLACE Glue Feeder die gängigen SMD-Kleber auf
Epoxidharz-Basis stabil und mit hoher Qualität.
Nach einem Verändern dieser Einstellung muss eventuell die Kennlinie an der Station
angepasst werden.
Bitte beachten sie, dass höhere Einstellungen (>60N) zu erhöhtem Verschleiß am Jet-Stö-
ßel und insbesondere an der Spritzdüse führen.
In den folgenden Fällen ist eine Kontrolle der Stößeleinstellung empfohlen:
●
Allgemeine Kontrolle der Werkseinstellung auf 0,6mm
●
Einheitliche Einstellungen beim Einsatz mehrerer Glue Feeder an einem Standort
●
Optimierung der Qualität der Klebepunkte
Allgemeine Kontrolle der Werkseinstellung auf 0,6mm
Sollte sich trotz regelmäßiger Wartung die Qualität der Klebepunkte verschlechtern und diese sich
nicht durch Temperatur- und Druckeinstellungen korrigieren lassen, kann mit dem "Messsystem-
Stoesseleinstellung", Artikel-Nr. 03126592-01, die Einstellung des Jet-Stößels überprüft werden.
Das Überprüfen und Einstellen des Jet-Stößels ist in der Serviceanleitung zum Glue Feeder, Arti-
kel-Nr. 00197278-xx, in Kapitel "Ersatzteiletausch" unter Abschnitt "Jet-Ventil P-Dot" beschrieben.
Gleiche Einstellung beim Einsatz mehrerer Glue Feeder an einem Standort
Um Unterschiede in der Größe und Qualität der Klebepunkte zwischen den einzelnen Glue Fee-
dern zu vermeiden, können die Glue Feeder mit dem Stößel-Messsystem überprüft und, wenn
nötig, eingestellt werden.
Optimierung der Qualität der Klebepunkte
Wenn Sie die Stößeleinstellung >0,6mm (>60N) erhöhen, vergrößern Sie damit die Federvor-
spannung im Jet-Ventil. Das hat zur Folge, dass der Klebepunkt mit mehr Energie dispensiert wird.
Dies kann bei Klebern mit hoher Viskosität zu Verbesserungen führen.
Wenn Sie die Stößeleinstellung erhöhen, fließt zwischen den einzelnen „Schüssen“ weniger Kle-
bervolumen in die Spritzdüse. Daraus folgt, dass bei gleicher Anzahl Schüsse weniger Klebervolu-
men auf das Bauelement trifft. Je nach Viskosität des Klebers und Beschaffenheit der Oberfläche
des Bauelements kann es dadurch dazu kommen, dass der Durchmesser des Klebepunkts größer
wird. Ursache dafür ist, dass der Kleber mit mehr Energie und somit höherer Geschwindigkeit dis-
pensiert wird. Diese Veränderung muss beim Einstellen der Kennlinie im Hinblick auf die Klebe-
punktkontrolle durch das Vision-System beachtet werden.
Weiterhin müssen Sie bei erhöhter Stößeleinstellung bei gleicher Anzahl Schüsse mit flacheren
Klebepunkten rechnen. Kontrollieren Sie, ob der Kontakt zwischen dem Klebepunkt und der Leiter-
platte gewährleistet ist und erhöhen Sie, wenn nötig, die Anzahl der Schüsse.
Wir empfehlen, die Stößeleinstellung nur so weit wie unbedingt notwendig zu erhöhen. Eine Verän-
derung der Stößeleinstellung ist nur ratsam, wenn andere als von uns empfohlene Klebertypen ver-
wendet werden. Beachten Sie insbesondere den Hinweis auf den erhöhten Verschleiß am Jet-Stö-
ßel und an der Spritzdüse.
Wenn Sie die Stößeleinstellung <0,6mm (<60N) verringern, ändern sich die Eigenschaften in
entgegengesetzter Richtung zu den oben beschrieben Veränderungen. Um eine akzeptable Form
eines Klebepunkts zu gewährleisten, sollten Sie den Jet-Stößel nicht <0,2mm (<20N) einstellen.
Der Einstellbereich des Jet-Stößels liegt zwischen 0,2mm und 1,5mm (20N bis 150N).