00197218-07_UM_Glue_Feeder_DE.pdf - 第18页
2 Allgemeines 2.2 Beschreibung des Moduls 18 Bedienungsanleitung SIPLACE Glue Feeder 05/2020 Beispiel für Kleber Loctite D125F Basisdaten: Temperatur 53°C, Nadeldüse 150µm, Druck an der Kartusche 3bar, Druck am Jet- Ve…
2 Allgemeines
2.2 Beschreibung des Moduls
Bedienungsanleitung SIPLACE Glue Feeder 05/2020 17
Allgemeine Hinweise zum Druck
Wird der Glue Feeder nicht über einen externen, sondern über den Druckluftanschluss des
Bestückautomaten mit Druckluft versorgt, wird empfohlen, den Druckminderer für den Druck am
Jet-Ventil auf max. 4,5bar einzustellen. Ein Druck von 2 bis max. 4,5bar ist in der Regel für alle
gängigen SMT-Klebstoffe ausreichend.
Wenn Sie spezielle Klebstoffe verwenden wollen, die für die Verarbeitung höhere Dispensdrücke
als 4,5bar benötigen, sollte der Glue Feeder in diesem Fall über einen externen, vom Bestück-
automaten getrennten Druckluftanschluss versorgt werden.
Hintergrund: Werden höhere Dispensdrücke als 4,5bar eingestellt, kann es am Druckluftanschluss
des Bestückautomaten immer wieder zu kurzen Druckabfällen auf 4,5bar kommen, wenn andere
Druckluftverbraucher (z.B. eine Gurt-Schneideinrichtung) zwischenzeitig aktiviert werden. Dies
kann unregelmäßige Klebertropfengrößen zur Folge haben.
HINWEIS
Verwendung einheitlicher Temperaturprofile
Damit Sie bei Einsatz mehrerer Glue Feeder in einer Fertigung für die verschiedenen Kle-
ber jeweils einheitliche Temperaturprofile verwenden können, empfehlen wir die einzelnen
Glue Feeder mit dem Kalibriergerät für Glue Feeder (Artikel-Nr. 03214618-xx) aufeinander
abzugleichen. Siehe 4.3.3
"Temperatur-Regelung kalibrieren" [}63].
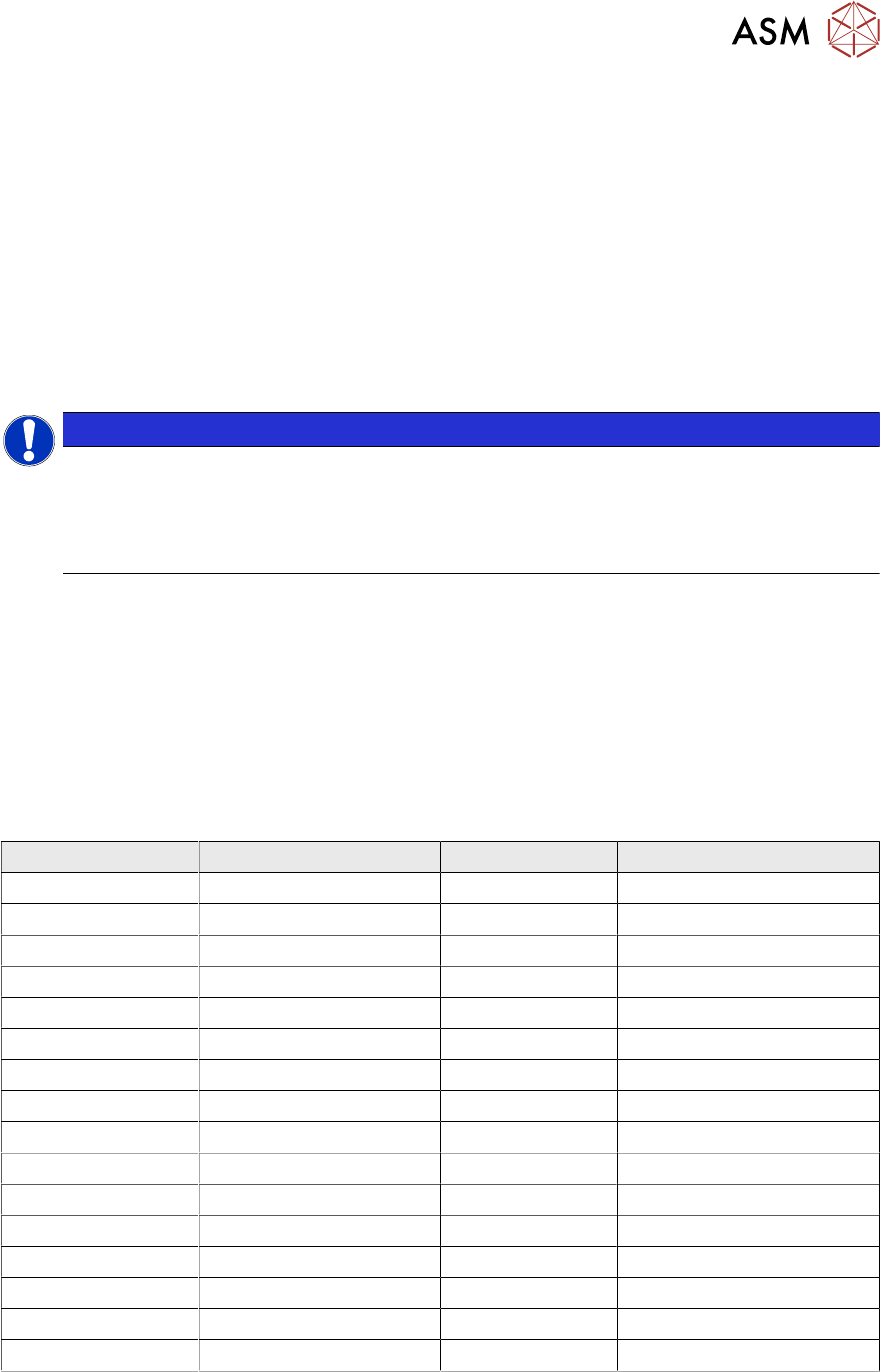
2.2.6 Beispiele für Klebepunkte
In diesem Abschnitt finden Sie einige Beispiele dafür, mit welchen Einstellungen Klebepunkte von
unterschiedlichem Durchmesser und unterschiedlicher Höhe erzeugt werden können.
Abhängig von der Beschaffenheit der Oberfläche des Bauelements (rauh oder glatt) kann es hier
zu Abweichungen im Verhalten des Klebers kommen.
Beispiel für Kleber Heraeus PD205A, Loctite 3621 / 3609 / 3619
Basisdaten: Temperatur 53°C, Flachdüse 100µm, Druck an der Kartusche 1,5bar, Druck am Jet-
Ventil 3bar, Zeit pro Schuss 20ms
Anzahl Schüsse Durchmesser mm Toleranz Höhe Klebepunkt mm
1 0,6 ±0,2 0,1
2 0,7 ± 0,2 0,15
3 0,8 ± 0,3 0,2
4 0,85 ± 0,3 0,25
5 0,9 ± 0,3 0,3
6 0,95 ± 0,3 0,3
8 1,0 ± 0,3 0,35
12 1,1 ± 0,4 0,4
16 1,2 ± 0,4 0,5
32 1,4 ± 0,4 0,55
48 1,6 ± 0,4 0,6
64 1,8 ± 0,4 0,7
96 2,0 ± 0,5 0,9
128 2,2 ± 0,5 1,0
192 2,4 ± 0,6 1,4
256 2,6 ± 0,6 1,8
Wenn sich Lotpaste auf der Leiterplatte befindet, sollte mit einem Durchmesser von 0.9mm ge-
klebt werden, damit die Klebepunkthöhe erreicht wird.
2 Allgemeines
2.2 Beschreibung des Moduls
18 Bedienungsanleitung SIPLACE Glue Feeder 05/2020
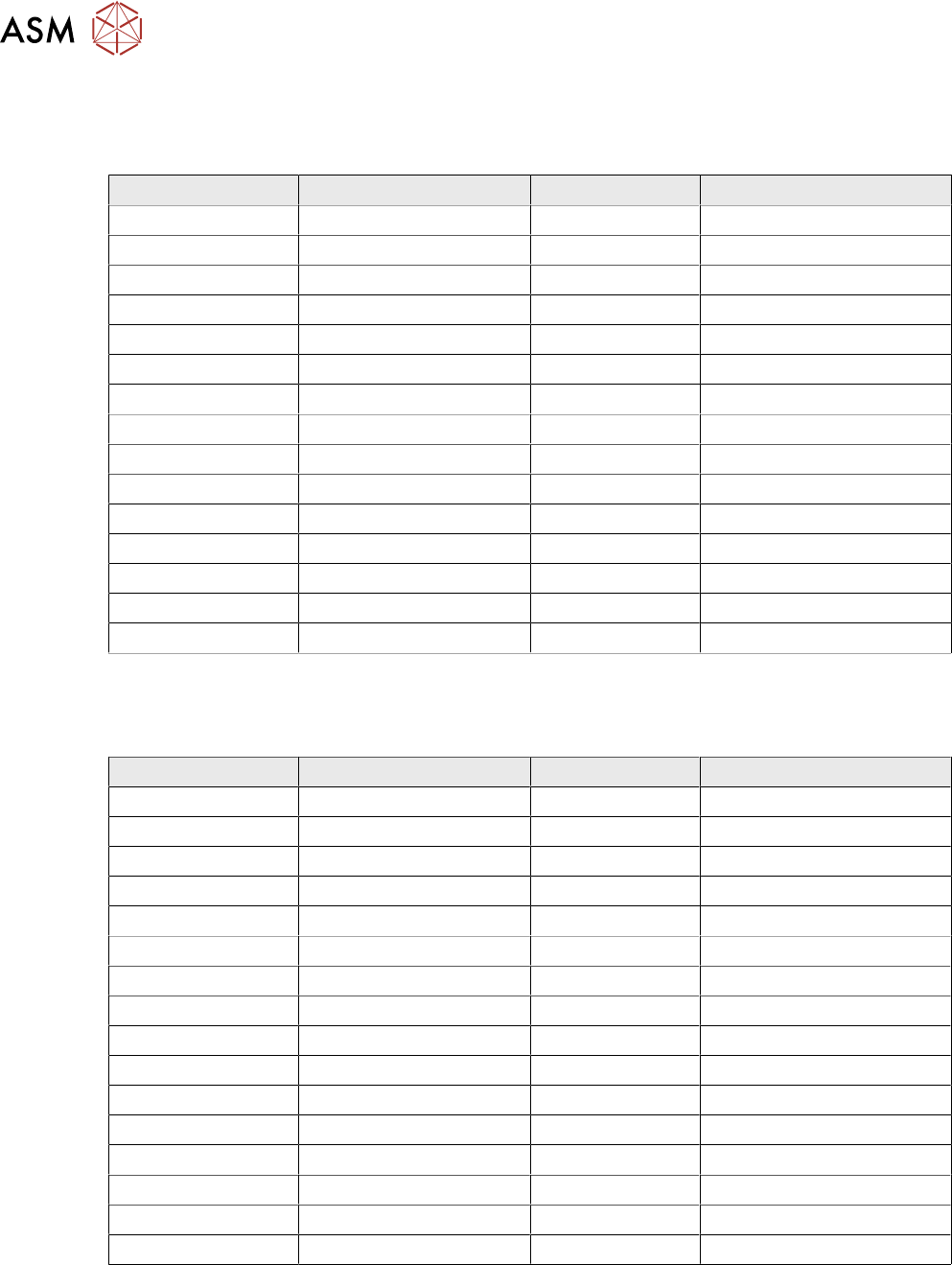
Beispiel für Kleber Loctite D125F
Basisdaten: Temperatur 53°C, Nadeldüse 150µm, Druck an der Kartusche 3bar, Druck am Jet-
Ventil 4,5bar, Zeit pro Schuss 35ms
Anzahl Schüsse Durchmesser mm Toleranz Höhe Klebepunkt mm
1 0,6 ± 0,15 0,2
2 0,75 ± 0,2 0,3
3 0,9 ± 0,2 0,4
4 0,95 ± 0,2 0,4
5 1,0 ± 0,2 0,4
6 1,1 ± 0,2 0,5
12 1,4 ± 0,3 0,6
16 1,5 ± 0,3 0,7
32 1,75 ± 0,3 0,8
48 2,0 ± 0,4 1,2
64 2,3 ± 0,4 1,2
96 2,4 ± 0,4 1,3
128 2,7 ± 0,5 1,4
192 2,9 ± 0,5 1,9
256 3,2 ± 0,5 2,1
Beispiel für Kleber Delo Monopox MK096
Basisdaten: Temperatur 40°C, Flachdüse 100µm, Druck an der Kartusche 1,5bar, Druck am Jet-
Ventil 3,0bar, Zeit pro Schuss 9ms, Feeder Vorspannung auf 0,6mm.
Anzahl Schüsse Durchmesser mm Toleranz Höhe Klebepunkt mm
1 0,55 ± 0,15 0,15
2 0,65 ± 0,25 0,20
3 0,7 ± 0,25 0,23
4 0,75 ± 0,25 0,25
5 0,8 ± 0,25 0,3
6 0,85 ± 0,25 0,33
8 9 ± 0,3 0,35
12 1,0 ± 0,3 0,4
16 1,2 ± 0,3 0,45
32 1,5 ± 0,3 0,7
48 1,7 ± 0,35 0,8
64 1,9 ± 0,35 0,9
96 2,1 ± 0,4 1,0
128 2,2 ± 0,4 1,15
196 2,4 ± 0,4 1,3
256 2,6 ± 0,4 1,5

2 Allgemeines
2.2 Beschreibung des Moduls
Bedienungsanleitung SIPLACE Glue Feeder 05/2020 19
2.2.7 Systemvoraussetzungen und allgemeine Einschränkungen
Voraussetzungen
Der Glue Feeder kann nur auf SIPLACE Maschinen mit der Stationssoftware ab 706.1 und unter
SIPLACE Pro Version ab 10.1 mit der X-Feeder-Schnittstelle eingesetzt werden.
Des Weiteren muss an der Maschine ein Anschluss an den Sicherheitskreis und ein Anschluss an
die Druckluftversorgung montiert sein. Für die Montage der notwendigen Vorrichtungen stehen Ih-
nen folgende Nachrüstsätze zur Verfügung:
●
Nachrüstsatz Glue Feeder SX12 / DX12, Artikel-Nr. 03091006-xx
●
Nachrüstsatz Glue Feeder SX4 / DX4, Artikel-Nr. 03091007-xx
●
Nachrüstsatz Glue Feeder X-Serie, Artikel-Nr. 03091008-xx
Einschränkungen
Ein Portal kann jeweils nur mit einem Glue Feeder arbeiten.
Der Glue Feeder ist nicht vorgesehen für die Verarbeitung von
●
Lotpasten
●
Anerob härtenden Klebern (wie z.B. Sekundenkleber)
●
UV-härtenden Klebstoffen
Beim Einsatz von UV-härtenden Klebstoffen trägt der Anwender selbst die Verantwortung,
dass die Düsenöffnung des Klebers nicht mit UV-Licht bestrahlt wird.
Das Bestrahlen mit UV-Licht kann ein ungewolltes Aushärten des Klebers in der Düse zur Fol-
ge haben.
●
Durchsichtigen Klebstoffen
Durchsichtige (klare) Klebstoffe können eventuell nicht mit dem Visionsystem inspiziert wer-
den.
Weitere Einschränkungen
●
Das Jet-Ventil darf nicht trocken, d.h. ohne Klebstoff betrieben werden.
●
Ein Überbrücken des Sicherheitskreises ist verboten.
●
Eine Reinigung des Glue Feeders darf nur mit den vom Kleber-Hersteller vorgeschriebenen
oder von ASMAS empfohlenen Reinigungsmitteln erfolgen.
●
Es dürfen keine Klebertropfen programmiert werden, die im Durchmesser den Körper des
Bauteils an irgendeiner Stelle überragen (Verschmutzungsgefahr!)
●
Auf schmale Kanten – auch, wenn diese innerhalb des Bauelementekörpers liegen - sollten
nur in der Größe entsprechend angepasste Tropfen dispensiert werden, da ansonsten die Ge-
fahr einer Teilung des Klebertropfens und damit ein seitliches, unkontrolliertes Wegspritzen
von Kleber besteht.
●
MELF und SOD (Glasdioden)-Bauteile
Aufgrund ihres runden Körpers sind MELF und SOD (Glasdioden) Bauteile prinzipiell nicht gut
für einen Kleberauftrag geeignet. Wegen der runden Körper besteht eine erhöhte Gefahr,
dass der Bestückkopf verschmutzt wird. Deshalb wird empfohlen, diese Bauteile nicht oder
nur nach genauer Abschätzung der Risiken zu kleben.