NXTII 培训手册.pdf - 第215页
Edition 1.0 N X T I I 用户高级培训手册 FMC-1010-003-0 C 4-77 FUJI MACHINE MFG. CO., LTD 在可动刀刃的安装面的间隙中涂敷油灰。在仅仅拆除螺栓而不能拆除可动刀刃的时候,请按 下图示的地方解除锁定,使可动刀刃前进。请用铜或者橡胶锤敲打可动刀刃的图示位置后取 下。 9. 请清扫可动刀刃的安装面。 10. 请对所有更换的可动刀刃全部进行同样的操作。 可动刀刃的安装和调整 11…
Edition 1.0
NXT II
用户高级培训手册
FMC-1010-003-0C
4-76
FUJI MACHINE MFG. CO., LTD
4. 全部除去可动刀刃以及滑槽盖板上附有的油灰。用一字型螺丝刀等前端扁平的工具抵住油
灰,用榔头敲打后除掉。
5. 请清扫除去油灰的表面。
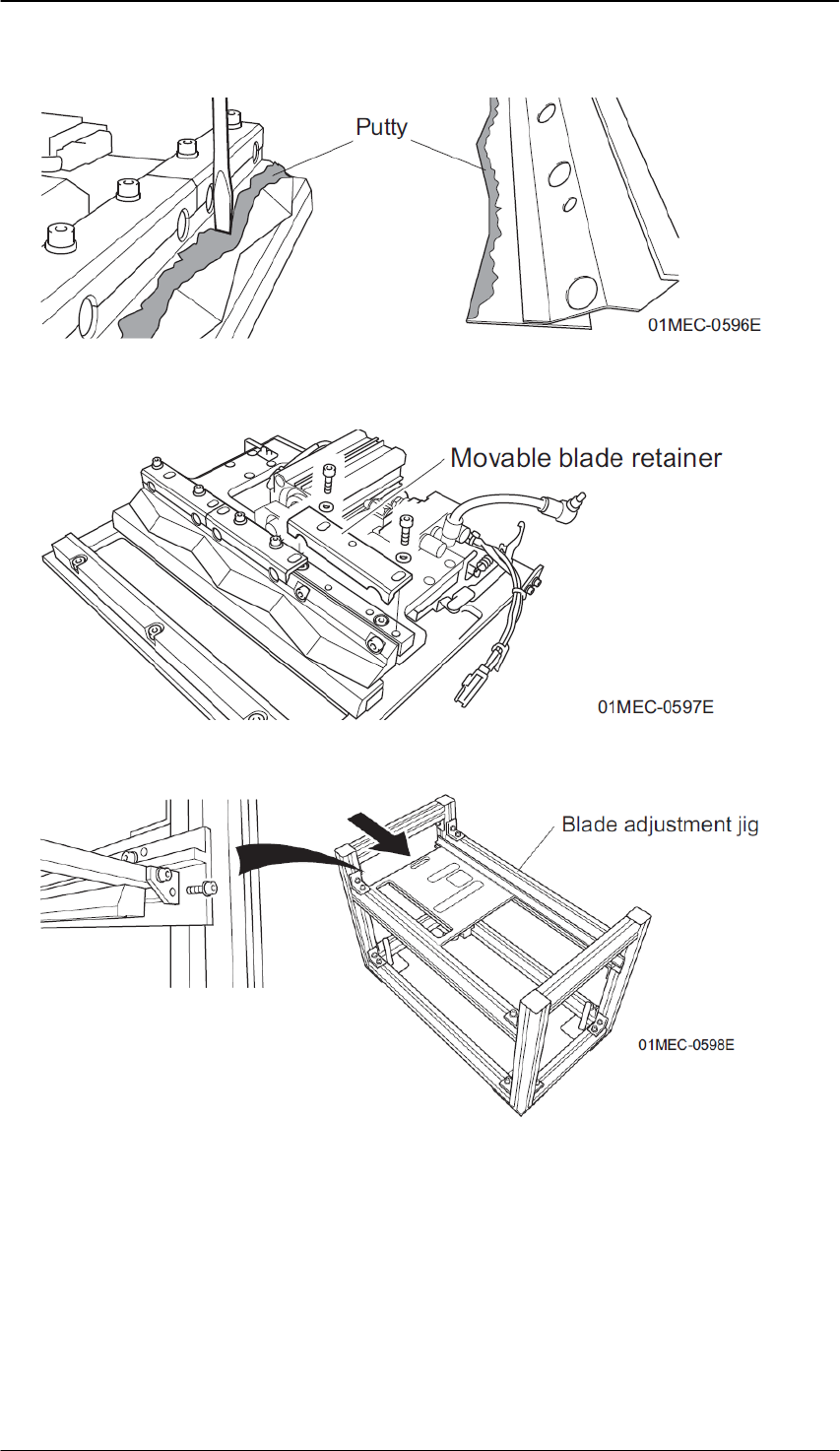
6. 请拆除更换的可动刀刃部分的螺栓,取下可动刀刃压板。
7. 安装废料带处理单元到刀刃对齐调整治具上。请沿着沟槽插入废料带处理单元,用螺栓固
定。
8. 请拆除螺栓,取下可动刀刃。
注意
)
因为可动刀刃有可能落下,请把废棉纱头等缓冲材放在废料带处理单元下面。
Edition 1.0
NXT II
用户高级培训手册
FMC-1010-003-0C
4-77
FUJI MACHINE MFG. CO., LTD
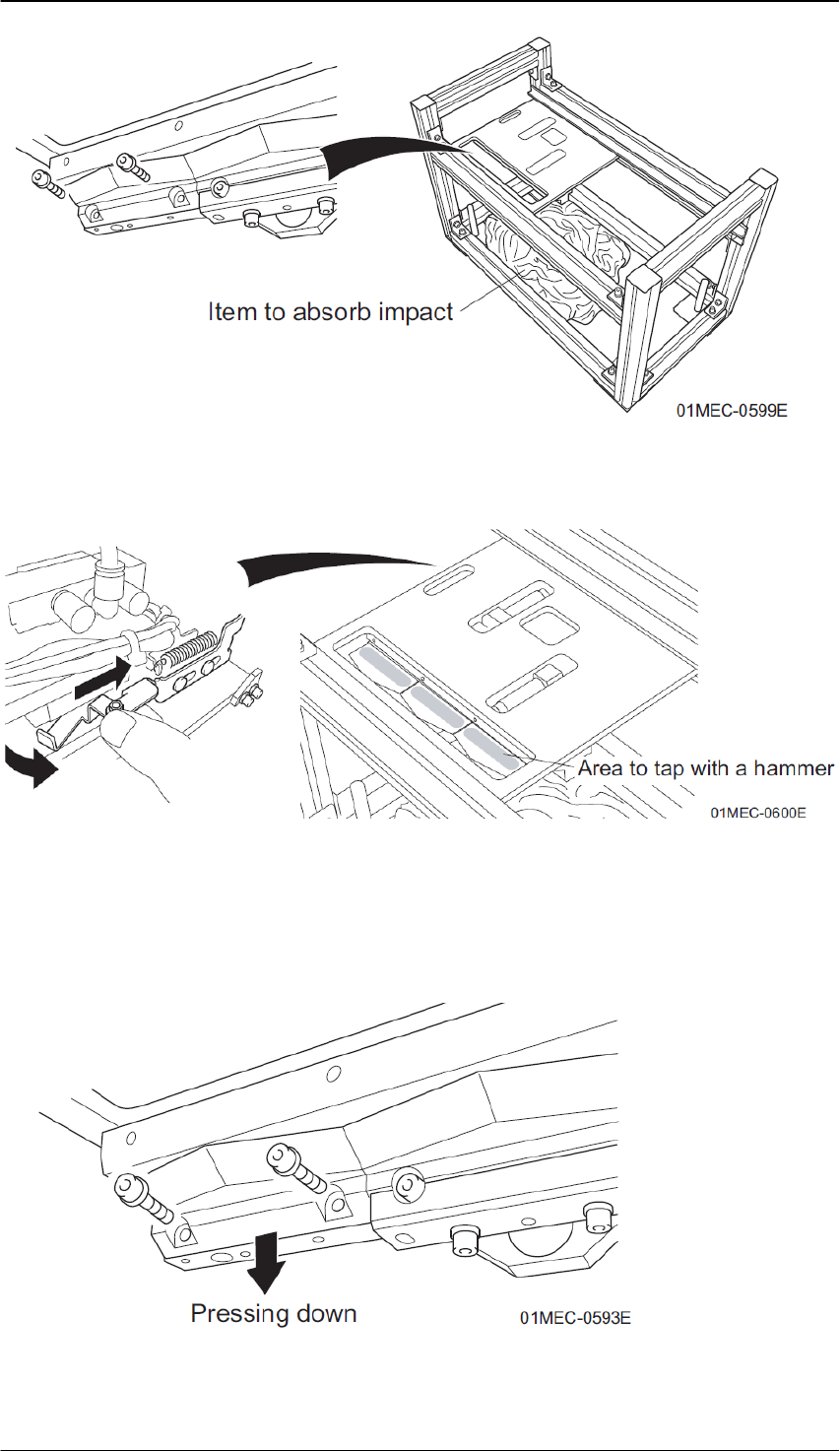
在可动刀刃的安装面的间隙中涂敷油灰。在仅仅拆除螺栓而不能拆除可动刀刃的时候,请按
下图示的地方解除锁定,使可动刀刃前进。请用铜或者橡胶锤敲打可动刀刃的图示位置后取
下。
9. 请清扫可动刀刃的安装面。
10. 请对所有更换的可动刀刃全部进行同样的操作。
可动刀刃的安装和调整
11. 请从固定刀刃离开的(压在下侧的)位置安装新的可动刀刃,用榔头敲打到可动的程度,用
螺栓临时紧固。
12. 请拆除锁定使可动刀刃前进。
Edition 1.0
NXT II
用户高级培训手册
FMC-1010-003-0C
4-78
FUJI MACHINE MFG. CO., LTD
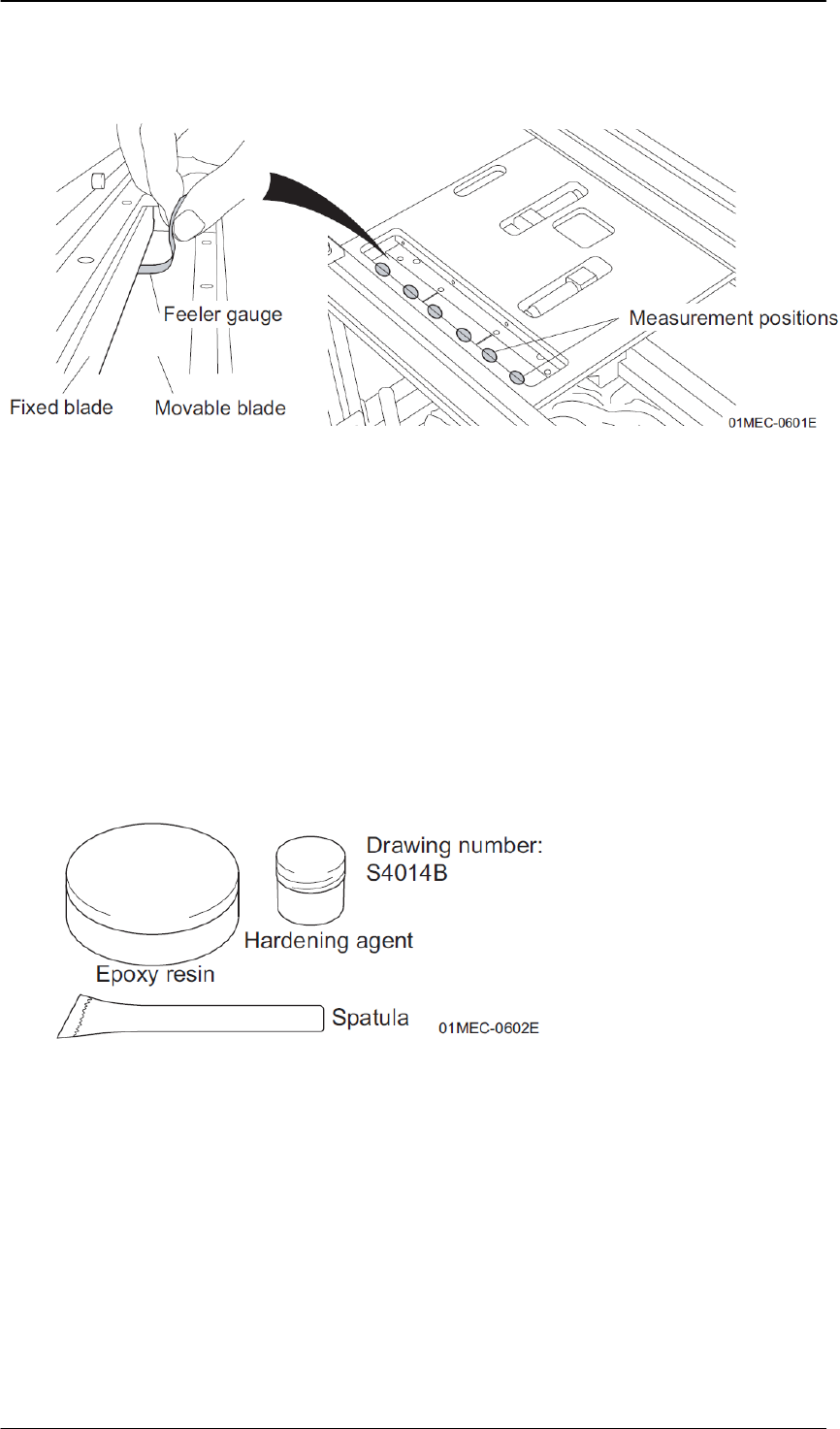
13. 用铜或者橡胶制的榔头一边打可动刀刃,一边调整固定刀刃和可动刀刃的间隙、一边插入
塞尺到间隙,请在厚度可以进入 0.02mm 不能进入 0.06mm 之间调整。请确认在各个刀刃
上有 2 处。
14. 请拧紧螺栓,确认是否确保了适当的间隙。没有确保适当的间隙时,请重新进行调整。
15. 请安装可动刀刃。
油灰的涂敷
注意
)
使用油灰
(putty)
时,请带好防护眼睛,口罩,橡胶手套等保护用具。
16. 请与油灰的液剂一起放入到油灰搅拌用容器中均匀地搅拌。液剂和硬化剂的配合比是
10:1。
·油灰的使用量的基准
M3-2 废料带处理单元 1台量为 液剂 9g、硬化剂 0.9g
M6-2 废料带处理单元 1台量为 液剂 18g、硬化剂 1.8g
注意
)·
请在混合后
60
分以内使用油灰。
·
请用秤进行分量测定后混合。
(
计量的误差,对于液剂
10
控制硬化剂在
0.9
~
1.1
。
)
17. 请使用干净的布、脱脂剂,擦去可动刀刃安装面间隙之间的污垢。
18. 如下图所示的状态,使用刮刀对可动刀刃安装面的间隙涂敷油灰。如果在不需要的部分附
着了油灰时,请用布擦去。