NXTII 培训手册.pdf - 第222页
Edition 1.0 N X T I I 用户高级培训手册 FMC-1010-003-0 C 4-84 FUJI MACHINE MFG. CO., LTD 16. 请一边将滑槽盖板按下图的箭头方向压入。一边用螺栓固定。 17. 请安装盖板。固定盖板时,请一边压入固定刀刃,一边固定螺栓。
Edition 1.0
NXT II
用户高级培训手册
FMC-1010-003-0C
4-83
FUJI MACHINE MFG. CO., LTD
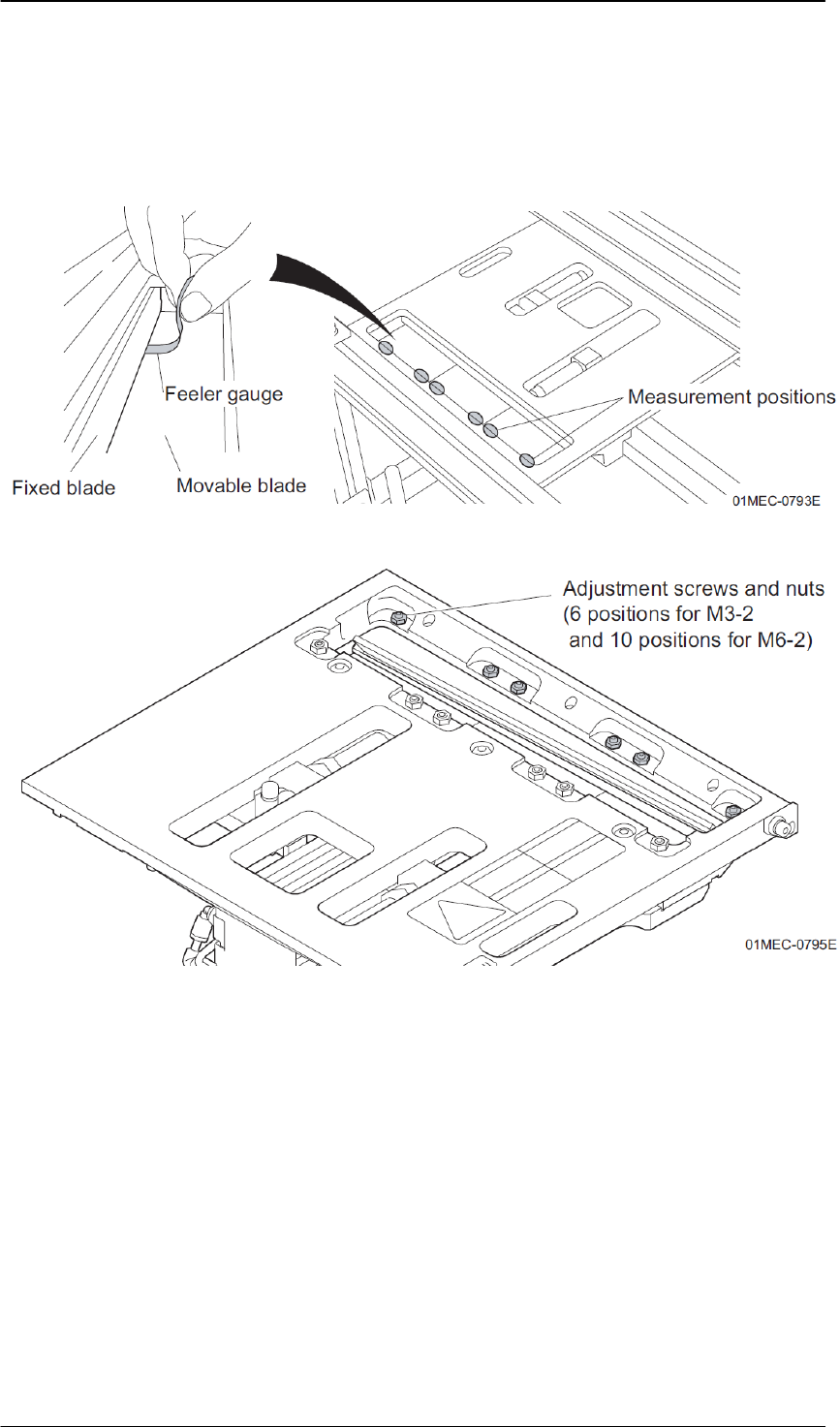
9. 请一边将塞尺插入间隙中,一边旋转调整螺丝使塞尺可以进入 0.02mm 但不能进入
0.10mm 进行调整。
10. 请拧紧螺母,确认是否确保了适当的间隙。没有确保适当的间隙时,请重新进行调整。
11. 把塞尺插入到可动刀刃和固定刀刃之间的间隙中调查间隙。请确认厚度进入 0.02mm 而不
能进入 0.06mm。请在各个刀刃上的 2 处确认间隙。
12. 如果不能保证恰当的间隙时,请调整固定刀刃的高度。请使用两面宽度为 7mm 的扳手松
开调整部份周围的调整螺丝的螺母。
13. 请一边将塞尺插入间隙中,一边旋转调整螺丝使塞尺可以进入 0.02mm 但不能进入
0.06mm 进行调整。
14. 请拧紧螺母,确认是否确保了适当的间隙。没有确保适当的间隙时,请重新进行调整。
15. 请将废料带处理单元从刀刃对齐调整治具上拆除下来,置放在操作台上。
Edition 1.0
NXT II
用户高级培训手册
FMC-1010-003-0C
4-84
FUJI MACHINE MFG. CO., LTD
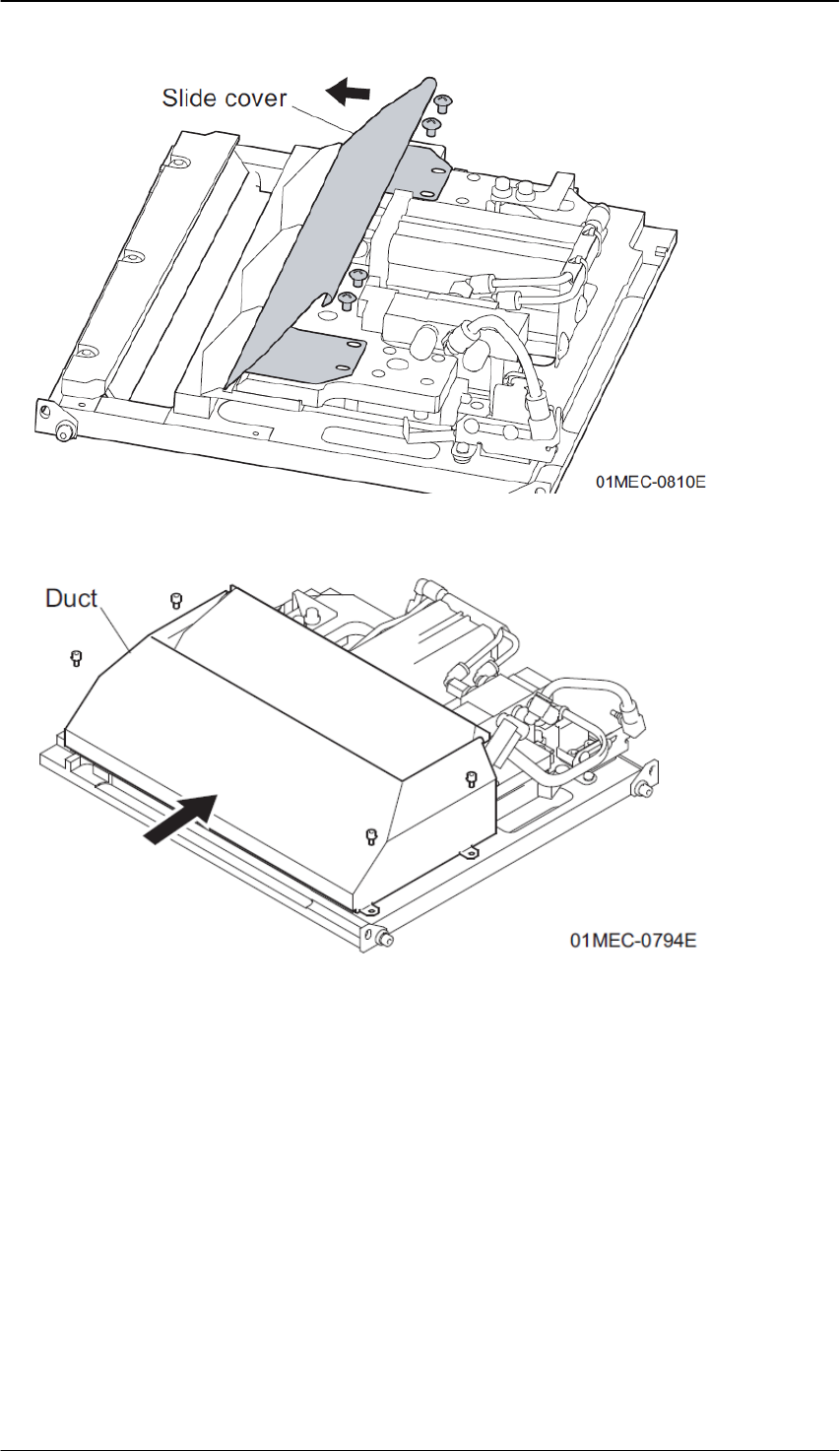
16. 请一边将滑槽盖板按下图的箭头方向压入。一边用螺栓固定。
17. 请安装盖板。固定盖板时,请一边压入固定刀刃,一边固定螺栓。
Edition 1.0
NXT II
用户高级培训手册
FMC-1010-003-0C
5-1
FUJI MACHINE MFG. CO., LTD
Chapter 5. 测定和调整
5.1 机上 PAM(测定贴装精度)
实际生产中,存在没有专用的测试机器也想知道贴装精度,或者想证实一下贴装精度的时候。
此时,机上 PAM 功能就可以在装置单体上进行贴装和测试,从而可以证明贴装进度。在此,
就机器上的 PAM(Placing Accuracy Measurement software)进行说明。另外,从软件版本
V5.11 开始变更了 PAM 测定的使用治具。迄今为止使用的治具平板(AA01B**)、玻璃元件
(PZ1460*)不能使用。请使用与软件版本相符的治具。
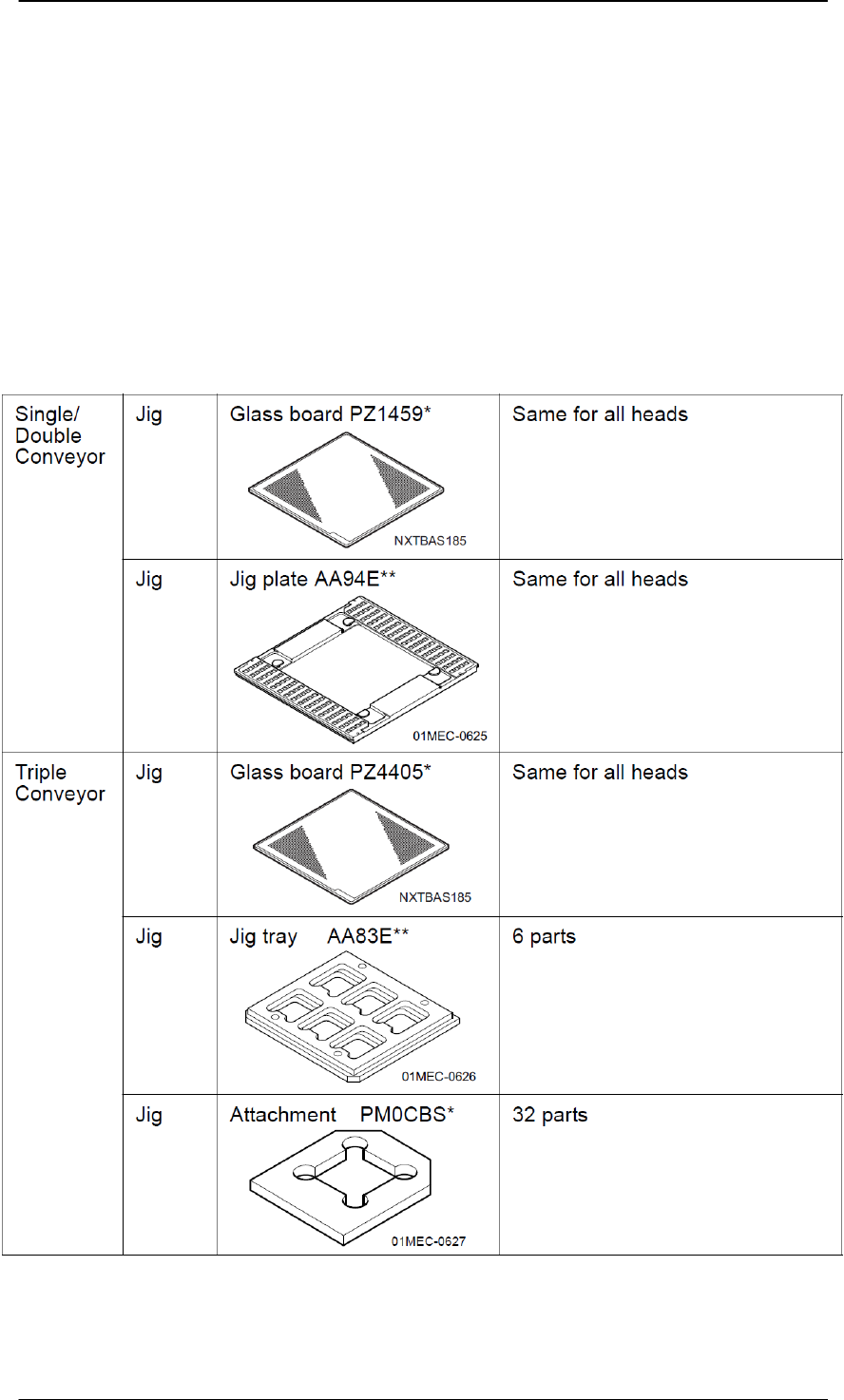
5.1.1 准备物品
PAM 测定时需要以下所列举的部件和治具。
测定 H01,H02,H04(S),G04,OF 工作头时(软件版本 V5.11 以后的时候)
基板 PZ1459*
NXT,NXTII 共用
基板治具 AA94E**(尺 250 280mm)
(使用□7mm glass parts PZ5240*)
主要用于 NXTII,NXT 也可以使用。