NXTII 培训手册.pdf - 第291页
Edition 1.0 N X T I I 用户高级培训手册 FMC-1010-003-0 C 7-5 FUJI MACHINE MFG. CO., LTD 2. 如果 目标轴超过马达转数 1 圈的脉冲数值时,点击 Motion Tool Mini 软件中的 [MT] 。 3. 在需要进行 MT reset 的目标轴前打上对勾 ✓ , 然后点击 [Execute MT reset] , 此时目标轴 的马达转圈数存储值 (multi-tu…
Edition 1.0
NXT II
用户高级培训手册
FMC-1010-003-0C
7-4
FUJI MACHINE MFG. CO., LTD
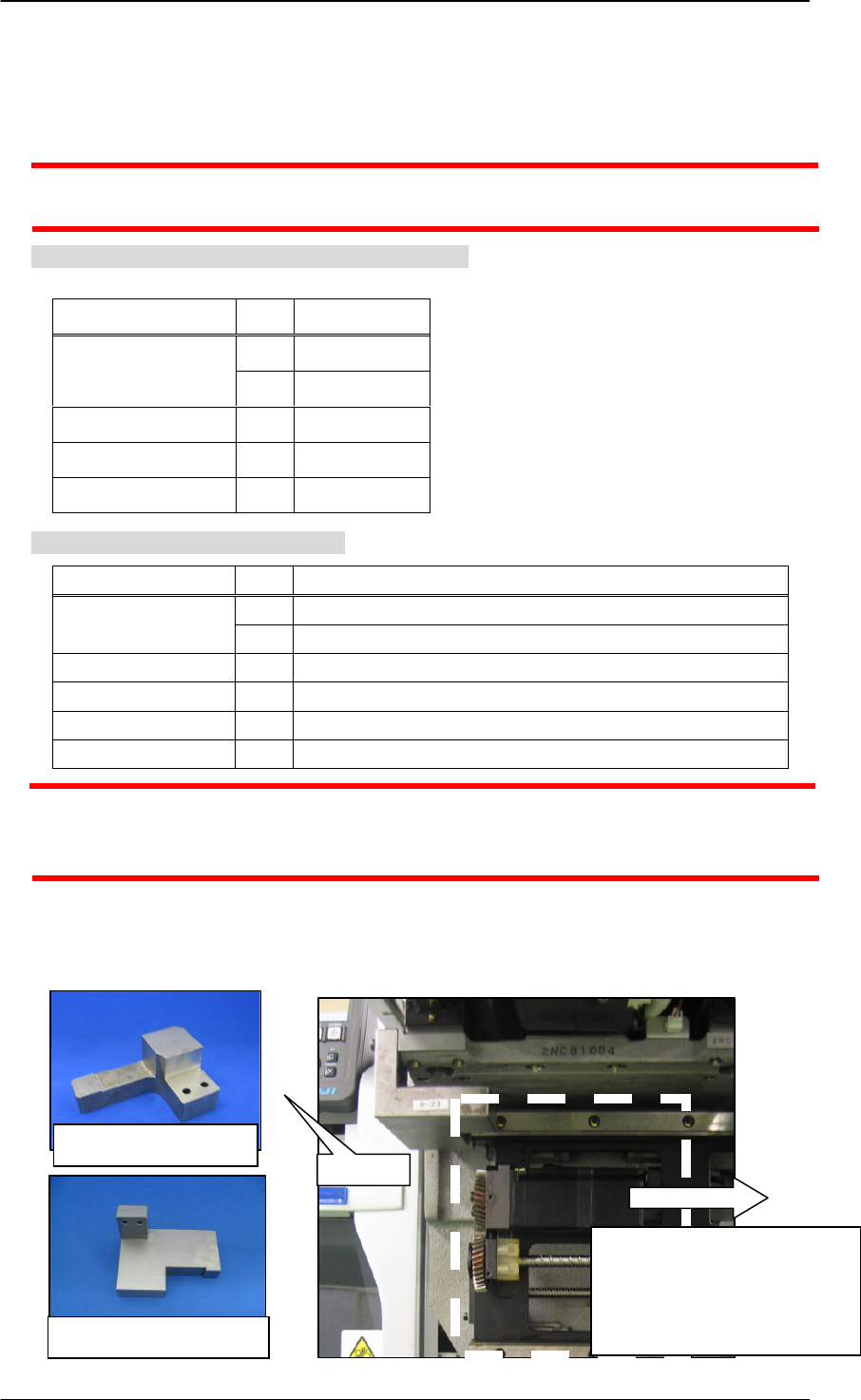
7.4 对 X,Y 轴进行原点设定(XY Axis MT Reset)
1. 为了恢复到正常的状态,有必要在 Table 2 所示为止进行 MT reset。移动目标轴到 Table
2 所示位置,在确认了当前脉冲值(count value)时,对照 Table1,确认是否超过了马达转
1 圈时的脉冲值。如果没有超过的话就没有必要进行 MT Reset。
警告
:
请一定要注意,如果在错误的位置进行了马达原点设定
(MT Reset)
的话,机器有可
能失去控制发生碰撞等危险。
Table 1: number of pulses/rotation for each motor
Table 2: XY axis MT reset positions
Module Axis MT reset position
X Motor side plus mechanical stopper M3,M3S, M3 II
XS 25000 pulses from the Xs-axis origin setting jig
M3,M3S Y Motor side plus mechanical stopper
M6S, M6 II X Motor side plus mechanical stopper
M6 Y Motor side plus mechanical stopper
M3II,M6S, M6 II Y not necessary
注意
: M3(S/II)
的
X
轴和
M6(S/II)
的
X
轴的
plus mechanical stopper
的位置是相反的。
M3/M3S/M3II:
从模组正面看处于左侧。
M6/M6S/M6II:
从模组正面看处于右侧。
补充事项: 当做 Xs 轴马达的原点设定时需要安装原点设定治具(origin setting jig),然后在
将 Xs 轴从靠紧治具的位置往回返回半圈(25000 pulses)的位置进行 MT reset。
此步骤仅限于在做 Xs 轴需要。
因此如需 Xs 轴原点设定时,请与代理商联系。
Module Axis Pulse
X 60000 M3,M3S, M3 II
XS 50000
M3,M3S Y 64000
M6S, M6 II X 50000
M6 Y 64000
M3II: PM070Y0
Jig
Push the Xs axis against the
origin setting jig, move the
motor half a rotation back
(about 25000 pulses), and
then perform MT reset.
M3/M3S:PM57630
Edition 1.0
NXT II
用户高级培训手册
FMC-1010-003-0C
7-5
FUJI MACHINE MFG. CO., LTD
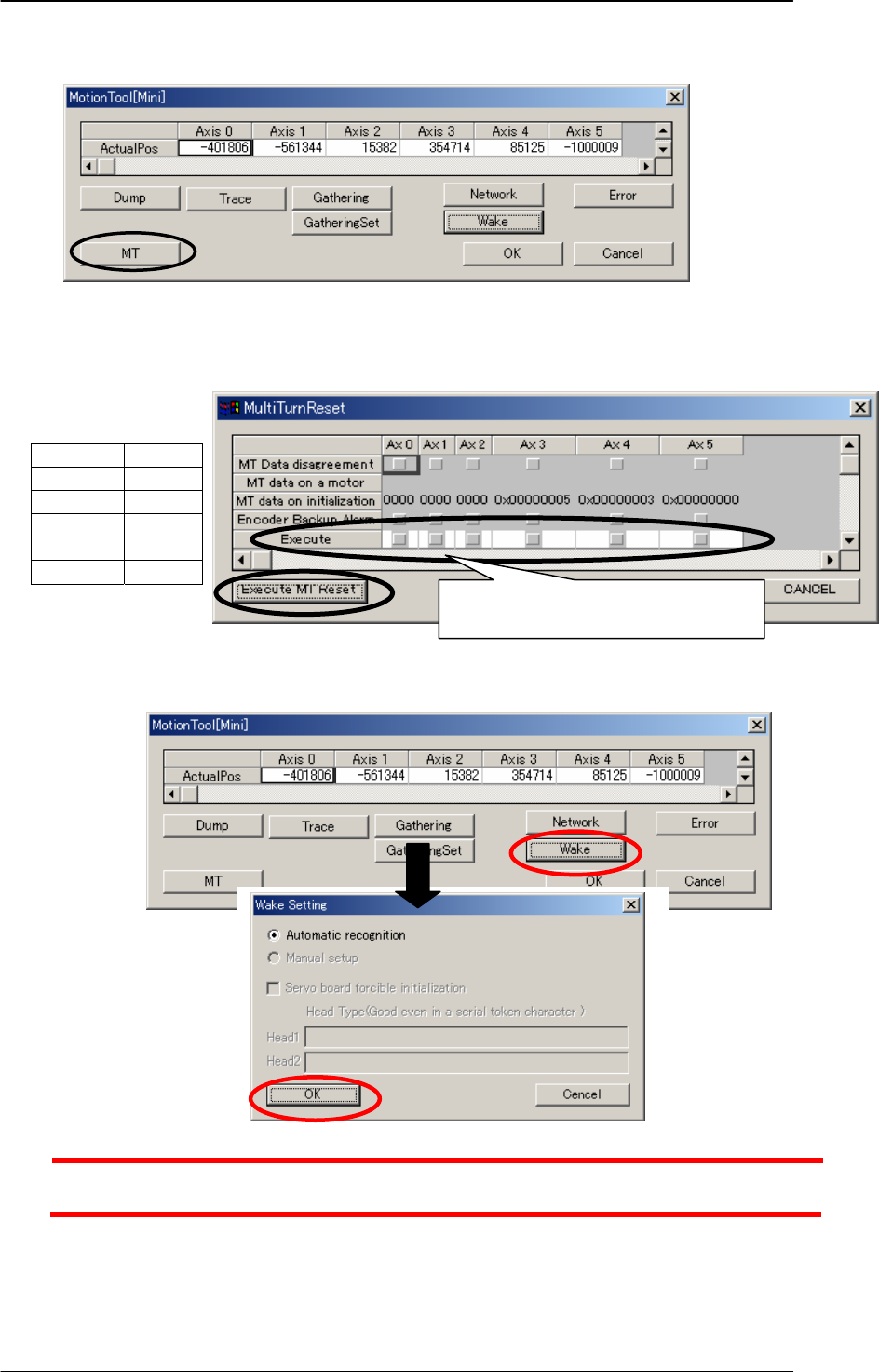
2. 如果目标轴超过马达转数 1 圈的脉冲数值时,点击 Motion Tool Mini 软件中的[MT]。
3. 在需要进行 MT reset 的目标轴前打上对勾✓,然后点击[Execute MT reset],此时目标轴
的马达转圈数存储值(multi-turn memory)就会被清除掉变为 1 圈。参考下图确认进行 MT
Reset 的目标轴的编号。
4. 再次选择 [Wake] – [Automatic recognition],显示新的伺服脉冲值(servo counter)。
警告
:
不执行唤醒
(Wake)
的话就不能显示出正确的伺服值
(servo count)
。
Axis map
Axis 0 Y
Axis 1 X
Axis 2 Z
Axis 3 R (C)
Axis 4 Q
Axis 5 XS
✓
在 Execute 一栏里对进行 MT reset
的目标轴上打上对勾✓。
Edition 1.0
NXT II
用户高级培训手册
FMC-1010-003-0C
7-6
FUJI MACHINE MFG. CO., LTD
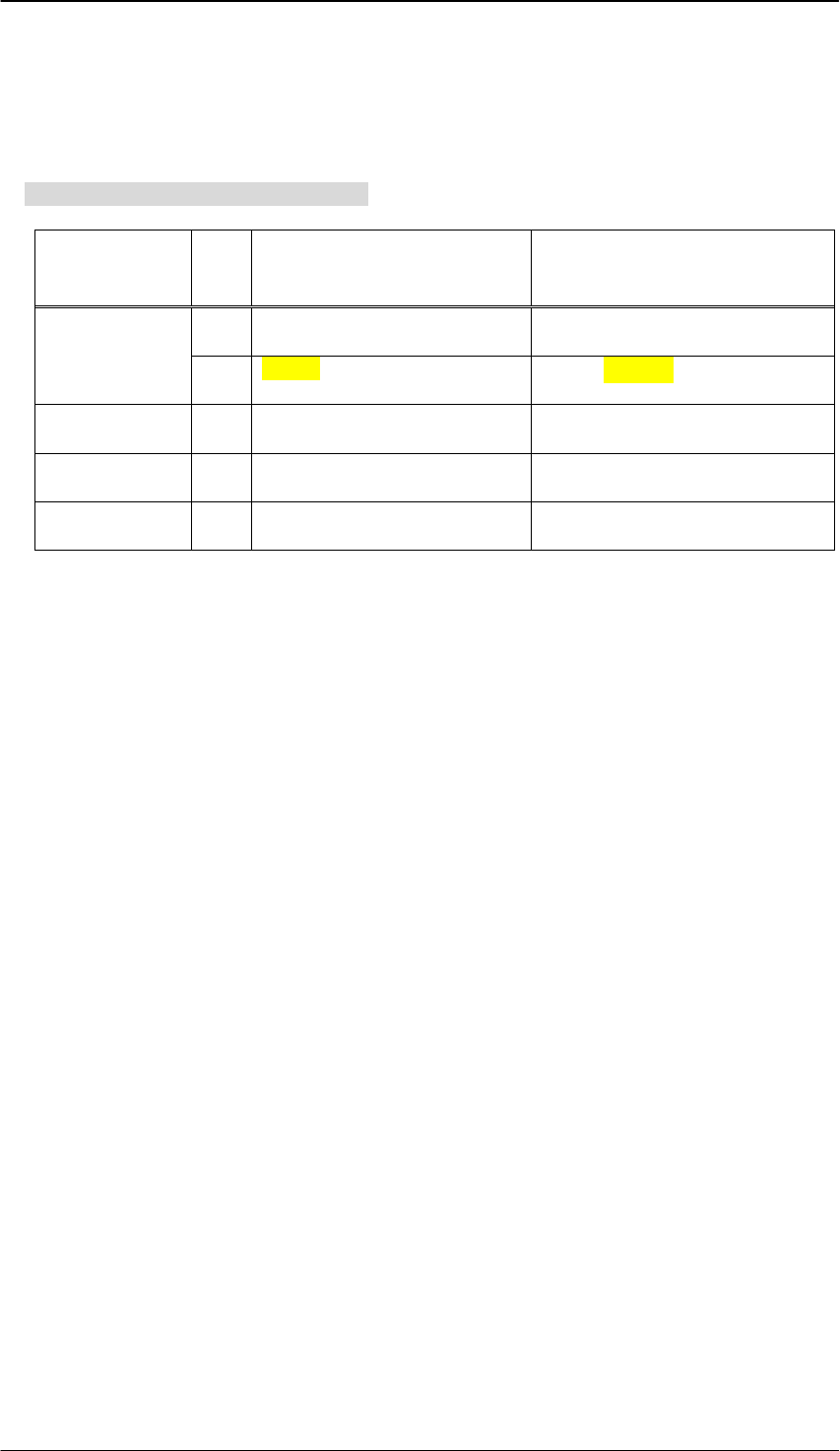
5. 执行完 MT reset 后,请确认下表“Confirmation position”位置的马达伺服值(servo count)
是否在下表中“Servo counter after performing MT reset”的范围内。如果依然超过马达 1
圈的脉冲值,存在 MT reset 没有正确完成的可能性,请重新进行 MT reset。如果虽然没
有超过马达 1 圈的脉冲值但是却超出误差范围外时,有必要进行机械调整(mechanical
adjustment)。这种情况下请联系代理商进行调整。
Table 3: Servo counter after MT reset
Module Axis Confirmation position Servo counter after performing
MT reset
(± Tolerance)
X Motor side plus mechanical
stopper
+25000 (±2500)
M3,M3S, M3 II
XS
25000pulses from the
X-axis origin setting jig
+25000 (±1000)
M3,M3S Y Motor side plus mechanical
stopper
+10000 (±2000)
M6S, M6 II X Motor side plus mechanical
stopper
+13750 (±1250)
M6 Y Motor side plus mechanical
stopper
+10000 (±2000)
6. 在自动运转中进行动作确认,确认没有错误或异常发生。如果 Xs 轴进行 MT reset 后发生
了 Xs interlock 错误时,有必要进行 interlock sensor 的调整。详细请参考 “7.5 Xs-axis
interlock sensor check”,如果有必要请进行确认和调整。
7. 到此为止完成了对 X 和 Y 轴的 MT reset。