NXTII 培训手册.pdf - 第241页
Edition 1.0 N X T I I 用户高级培训手册 FMC-1010-003-0 C 5-19 FUJI MACHINE MFG. CO., LTD 5.1.7 测定的准备(软件版本 V5.11 以后的时候) 在单 · 双搬运轨道上测定 H01 , H02 , H04(S) , G04 , OF 工作头时 1. 请将与 4 角的定位点相邻的 2 列的定位点用粘纸覆盖住。 这是为了防止错误读取在 4 角的 定位点。覆盖的粘纸请贴…
Edition 1.0
NXT II
用户高级培训手册
FMC-1010-003-0C
5-18
FUJI MACHINE MFG. CO., LTD
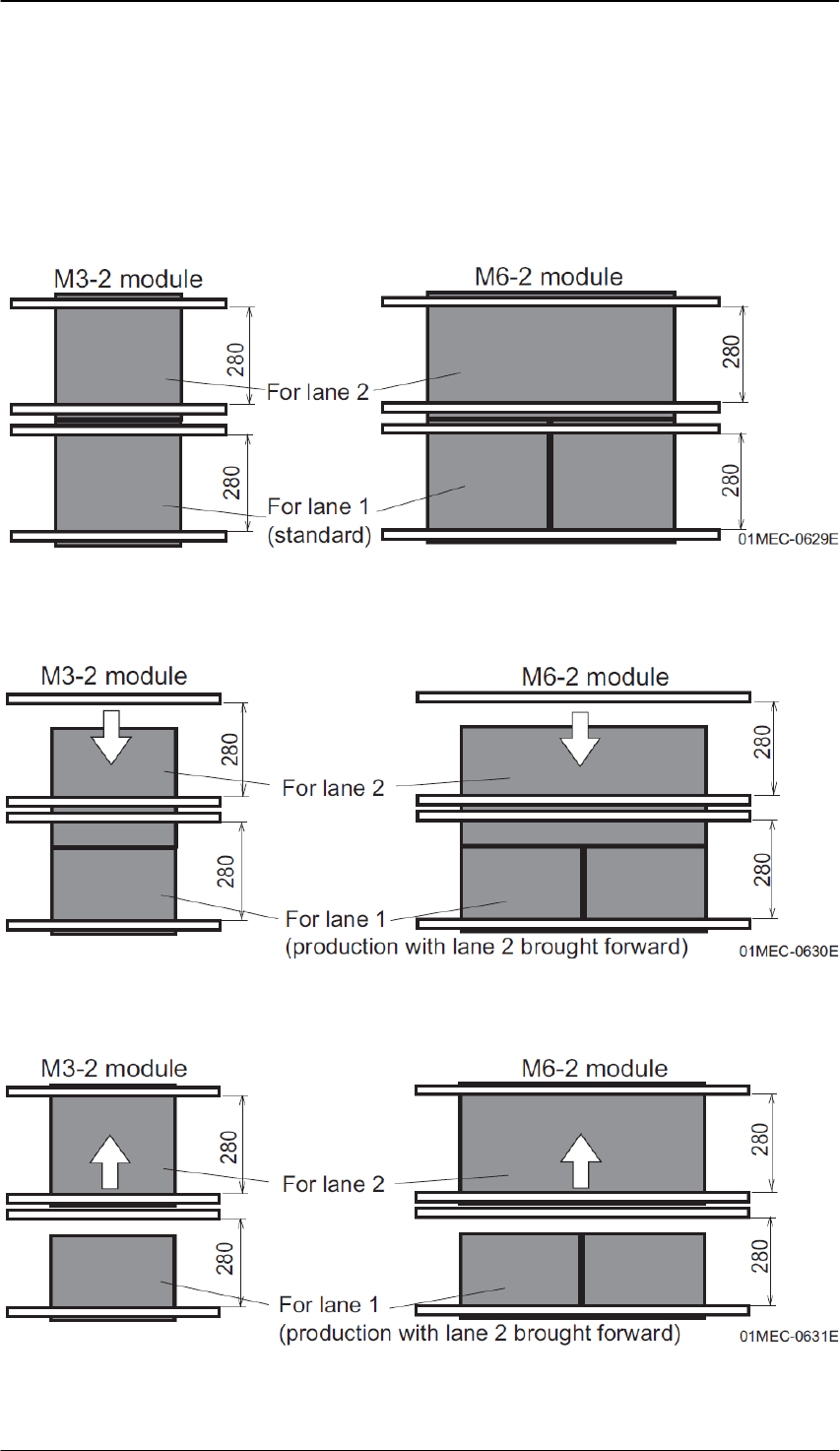
5.1.6 双搬运轨道搭载机的支撑板配置
双搬运轨道的时候,请根据通道 1 支撑板的种类和测量的通道变更支撑板的配置。(配置变更
的详细内容,参考用户初级培训手册" 5.9 支撑板的更换 〈双搬运轨道的靠前生产时〉 "。)
如果使用通道 1 用的标准支撑板
请与通常的生产一样配置支撑板。通道 1、通道 2 都可以测定 PAM。
备注
)
如果用通道
1
测定
PAM
的时候,通道
2
也会做夹紧动作。
如果使用靠前生产用的支撑板,在通道 1 进行 PAM 测定的时候
请把通道 2 支撑板靠近通道 1 侧。
如果使用靠前生产用的支撑板,在通道 2 进行 PAM 测定的时候
请把通道 2 支撑板滑向后方。请把支撑板前端与支撑板下的平板端面附近对齐。
Edition 1.0
NXT II
用户高级培训手册
FMC-1010-003-0C
5-19
FUJI MACHINE MFG. CO., LTD
5.1.7 测定的准备(软件版本 V5.11 以后的时候)
在单·双搬运轨道上测定 H01,H02,H04(S),G04,OF 工作头时
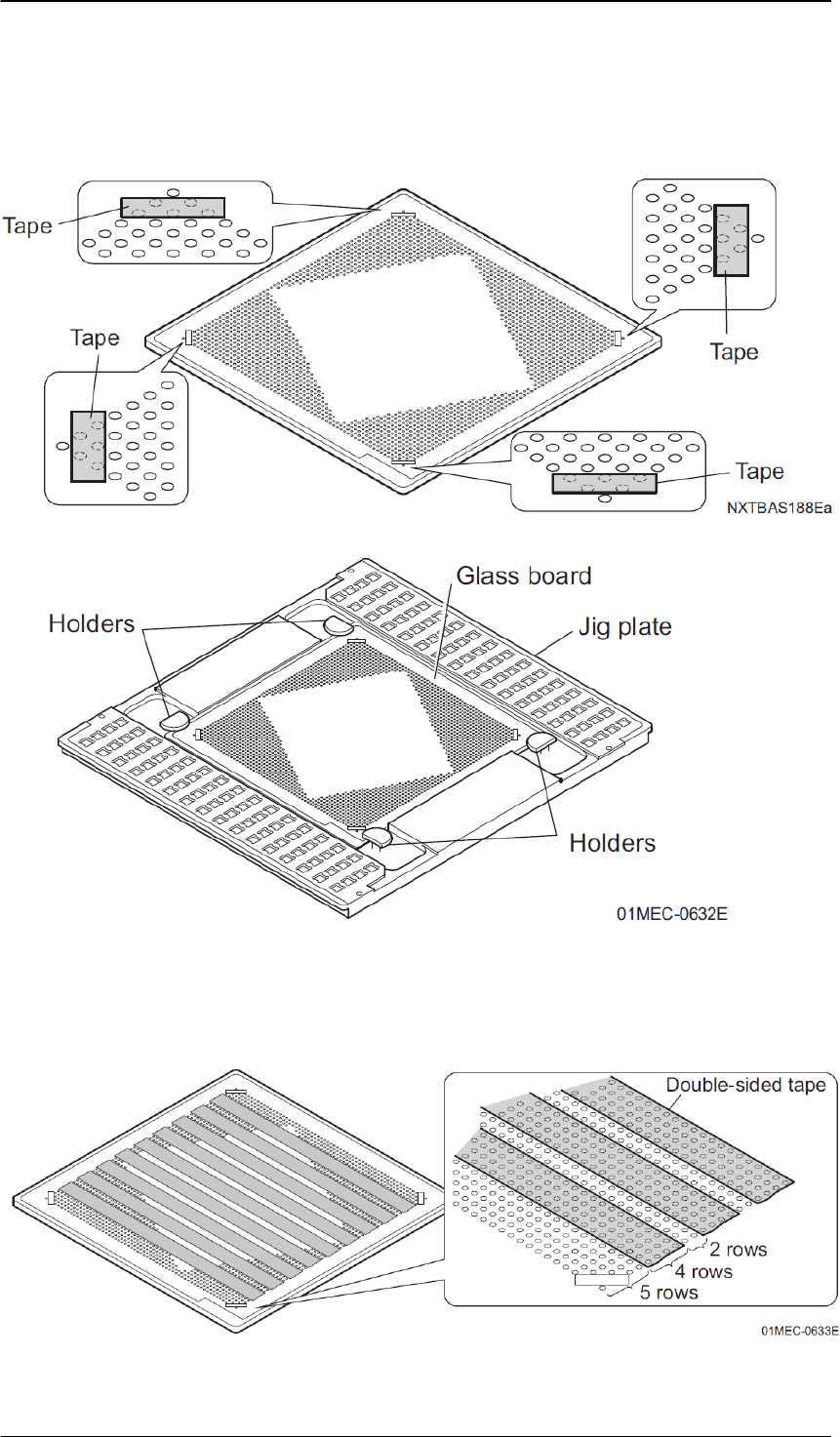
1. 请将与 4 角的定位点相邻的 2 列的定位点用粘纸覆盖住。这是为了防止错误读取在 4 角的
定位点。覆盖的粘纸请贴在玻璃电路板的定位点印刷面。
2. 请将玻璃电路板的定位点印刷面向上,安装在治具板的中央,并用 4 个螺丝固定。
3. 请在玻璃电路板上贴双面粘纸(10mm 宽,半透明型)。从上向下空开 5 列覆盖住定位点
的 4 列进行粘贴。空开 2 列后再贴以下的 4 列。请注意在 4 角的定位点上,不要贴双面粘
纸。粘帖粘纸的张数如下所示。
・ 测定 H01, OF 工作头时: 5 张 测定 H02, H04(S), G04 工作头时: 9 张
备注
)
请确认在玻璃电路板和双面粘纸之间是否有气泡和异物。
Edition 1.0
NXT II
用户高级培训手册
FMC-1010-003-0C
5-20
FUJI MACHINE MFG. CO., LTD
4. 请将玻璃元件安装到治具板上。对 H01、OF 工作头,安装在治具前端,从第 1 列开始安
装 32 个。对 H04(S),H02,G04 工作头来说在治具前端和后端都要安装。H02 工作头安装
64 个;H04(S)和 G04 工作头,安装 128 个(7mmGlass)。
备注
)
请保持玻璃电路板以及玻璃元件的表面处于清洁的状态。
在三搬运轨道搭载机上测定 H01, H02, H04(S), G04, OF 工作头时
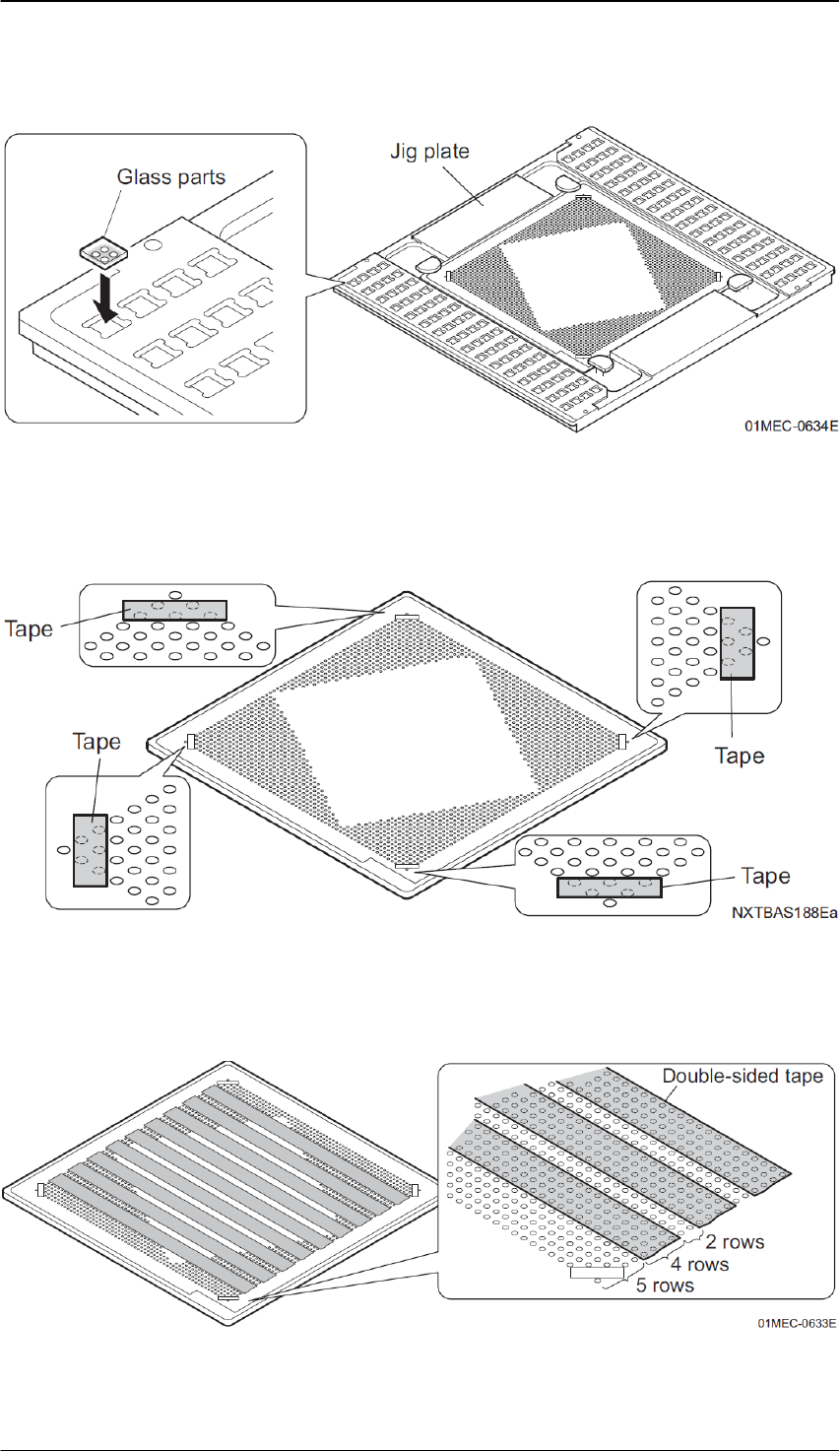
1. 请将与 4 角的定位点相邻的 2 列的定位点用粘纸覆盖住。这是为了防止错误读取在 4 角的
定位点。覆盖的粘纸请贴在玻璃电路板的定位点印刷面。
2. 请在玻璃电路板上贴双面粘纸(10mm 宽,半透明型)。从上向下空开 5 列覆盖住定位点
的 4 列进行粘贴。空开 2 列后再贴以下的 4 列。请注意在 4 角的定位点上,不要贴双面粘
纸。粘贴粘纸的张数如下所示。
・ 测定 H01, OF 工作头时: 5 张 测定 H02, H04(S), G04 工作头时: 9 张
备注
)
请确认玻璃电路板和双面粘纸之间没有气泡和异物。
3. 请在 6 个治具料盘(AA83E**)上放入 32 个辅助件(PM0CBS*)。请在 5 个治具料盘各放入 6
个辅助件、1 个料盘中各放入 2 个辅助件。