NXTII 培训手册.pdf - 第251页
Edition 1.0 N X T I I 用户高级培训手册 FMC-1010-003-0 C 5-29 FUJI MACHINE MFG. CO., LTD 6. 请使用箭头键选择清扫指令,按下 OK 按键。夹紧模组后向前方移动一些。 7. 确认周围的安全,握住模组的手柄,解除刹车。请按原样慢慢地向前方拉出。 8. 请将准备的治具平板 ( 单 · 双搬运轨道搭载机 ) 或者玻璃电路板 ( 三搬运轨道搭载机 ) 安装在通 道 1 上,测…

Edition 1.0
NXT II
用户高级培训手册
FMC-1010-003-0C
5-28
FUJI MACHINE MFG. CO., LTD
4. 请选择「开始」,模式设定结束后,所选择的模式的操作画面变为 PAM 模式。
备注
)PAM
模式上等待
Job
画面的背景色变为褐色。
解除 PAM 测定模式时,请选择「远程操作」-「机上 PAM」-「解除 PAM 模式」。选择「开
始」-「返回」时,模组返回通常的运转画面。此外,根据 PAM 测定模式的设定、恢复生产
等,从机器上删除 Job。
5.1.11 测试方法
请按以下步骤进行测定。此外,在支撑板上安装了支撑销的时候,请事前将其除去。
注意
)
在安放支撑销的状态下进行测定时,会与治具干涉。
1. 请从 Fuji Flexa 传输 PAM 用的 Job。「精度确认模式」的时候,在传送的 Job 名前显示
为[CHECK]。
2. 请将供料器用 Job 安装在设定的料站上。
a. 测定 H08、H12(S)、H12HS 或者 V12 贴装头时,请将安装有 1005 白色元件的供料器用
Job 安装到设定的料站上,按下模组前面盖罩的设定按钮。
b. 在单·双搬运轨道搭载机上测定 H01、H02、H04(S)、G04 或者 OF 贴装头时,请安装送
料间距 4mm 的 12mm 宽的空供料器,按下模组前面盖罩的设定按钮。
c. 如果在三搬运轨道搭载机上测定 H01、H02、H04、H04(S)、G04 或者 OF 贴装头时,
请设置在 Job 上设定了料盘供料器 M 类型的料站,按下模组前盖板的设置按键。
d. 测定的模组带有料盘-L/LT/LTC 时,不需要此操作。
3. 请按下在基座上的全部模组的 START 按键。与通常的运转一样,NXT-2 机器以精度校正
为主,与治具板的宽度相吻合,变更搬运轨道的宽度。
备注
)
因为有必要变更在基座的全部模组上的搬运轨道宽度,所以对于全部的模组有必要重
新开始生产。
4. 结束精度校正后,处于电路板等待状态。为了安装准备的治具板,请按下全部模组的
CYCLE STOP 按钮。
备注
)
如果装有基板传送的
SMEMA
按钮开关时,可以在基板等待状态下直接放入基板,使传
送轨道进板侧
(IN)
的传感器检测到基板后按下
SMEMA
按钮后即可完成进板动作。
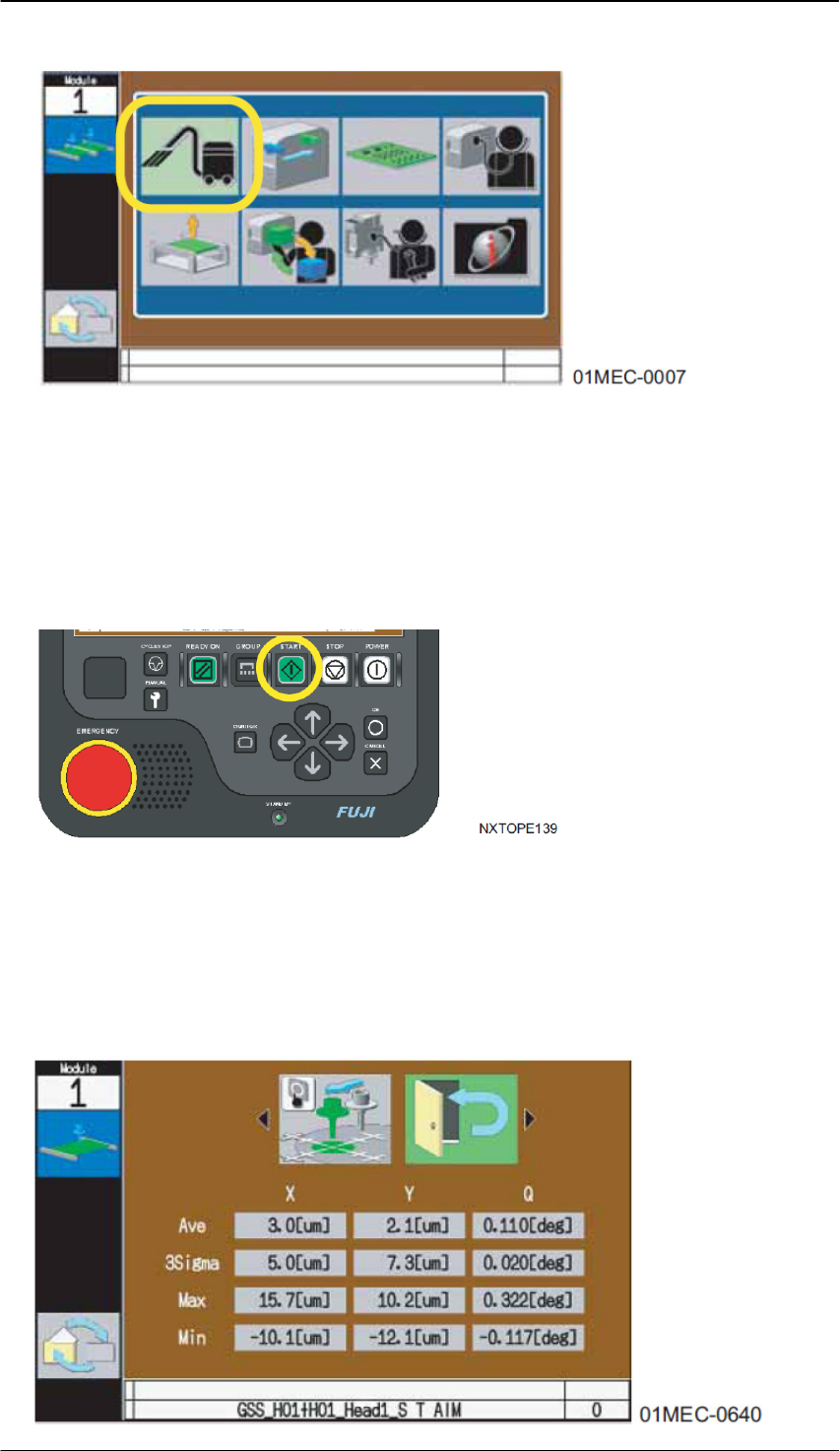
5. 按下执行 PAM 的模组的 MANUAL 按钮,显示出手动操作指令。
Edition 1.0
NXT II
用户高级培训手册
FMC-1010-003-0C
5-29
FUJI MACHINE MFG. CO., LTD
6. 请使用箭头键选择清扫指令,按下 OK 按键。夹紧模组后向前方移动一些。
7. 确认周围的安全,握住模组的手柄,解除刹车。请按原样慢慢地向前方拉出。
8. 请将准备的治具平板(单·双搬运轨道搭载机)或者玻璃电路板(三搬运轨道搭载机)安装在通
道 1 上,测定 H01,H02,H04(S),G04,OF 贴装头精度时,将事先安装了玻璃元件的
治具基板放在模组的通道 1 上。
9. 握住模组的手柄解除制动。请保持原样慢慢地将模组插入到后方。
10. 按下 MANUAL 按钮,返回等待 START 画面后,请按下 START 按钮。机器开始贴装元件,
测定贴装精度。测定结束后,治具板自动地松开。
11. 确认治具板的松开后,请按下 CYCLE STOP 按钮。返回到等待 START 画面。
12. 按下 MANUAL 按钮,显示出手动指令画面后,请使用箭头键,选择排出电路板的指令,
按下 OK 按钮。
13. 请根据向导画面拉出模组,取出治具板。然后慢慢地插入模组。
14. 请按下 MANUAL 按钮。返回到等待 START 画面。
15. 请记录在操作画面上显示的贴装精度测定结果。
Edition 1.0
NXT II
用户高级培训手册
FMC-1010-003-0C
5-30
FUJI MACHINE MFG. CO., LTD
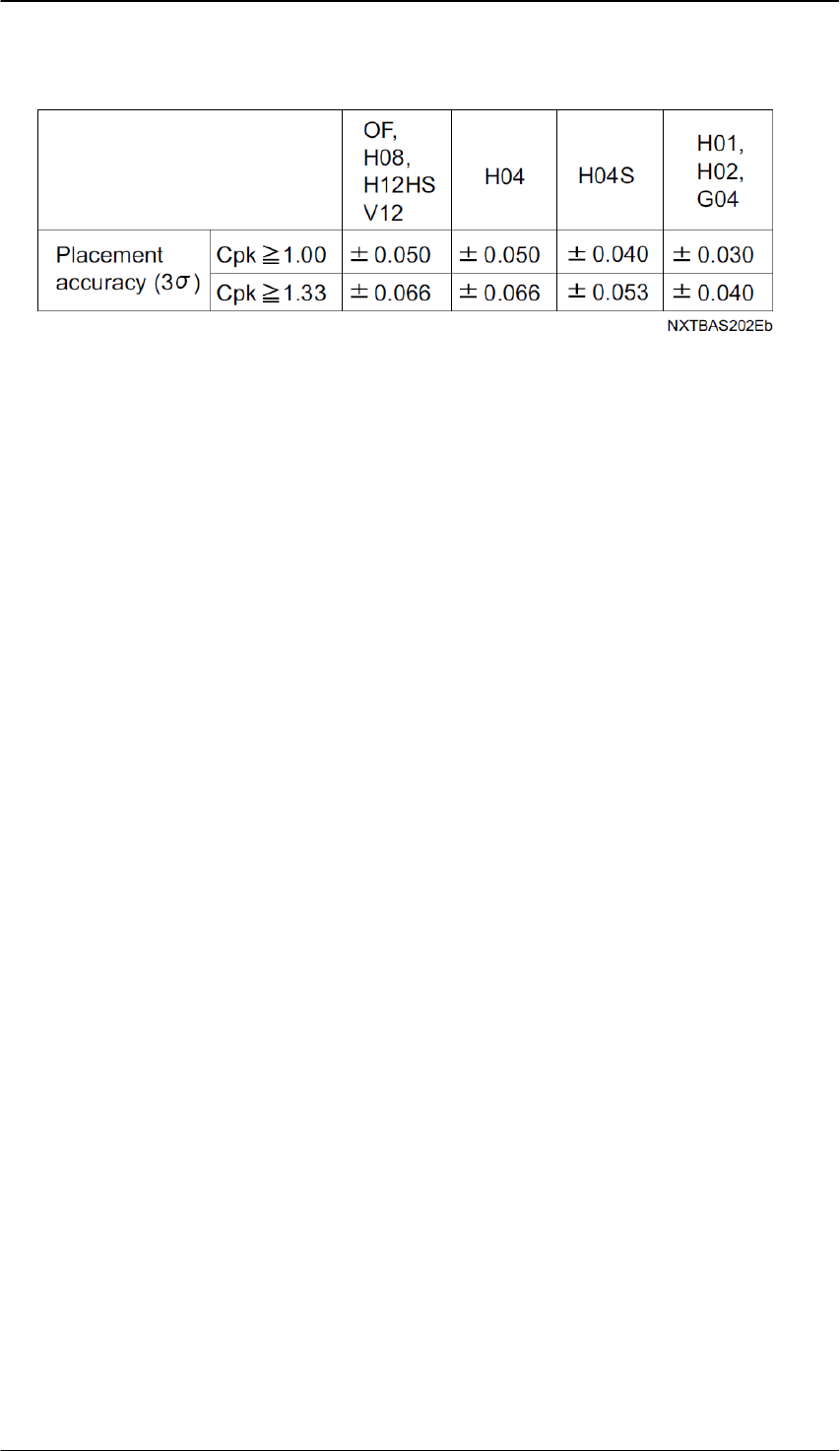
16. PAM 的测定结果在公差范围以外时,有必要创建修正值文件。详细请参照" 5.1.12 创建修
正值文件 "。但在「精度确认模式」的时候,不能创建修正值文件。
17. 请将在玻璃电路板上贴装的玻璃元件返回到治具板上,在 1005 白色元件时将双面粘纸从
玻璃电路板上剥离,重新粘贴新的粘纸。
在三搬运轨道搭载机测定 H02, H04(S), G04 工作头时
在以下的条件下,为了满足对精度测定必要的贴装点数,需要测定几次。请变更 Job,用 H02
工作头测量 2 次,用 H04(S)、G04 工作头测定 4 次。详细请参考" 5.1.2 样品 Job "。
a. 在三搬运轨道搭载机上测定 H02、H04(S)、G04 工作头的时候
b. 如果玻璃元件只有 32 个,在单·双搬运轨道搭载机上测定 H02、H04(S)、G04 工作头的
时候
备注
)
・
进行
PAM
测试过程中发生元件影像处理错误时不会进行再试贴装
(recovery)
处理,而作
错误跳过处理
(error pass)
。
・
贴装玻璃元件时发生元件影像处理错误时会返回到吸取位置。
・
在
PAM
测试过程中
[Cycle Stop]
按键或者按下了紧急停止按钮或发生异常时,如果再进
行测试时是从最初的元件开始重新进行
PAM
测试的。
・
PAM
测试完成后,测试的元件数很多时,虽然看起来基板被松开处于停止的状态,但是
此期间会将测试结果写进基座里保存。
(
请不要将手伸进模组内以免受伤
)