TR8S_维修调整.pdf - 第93页
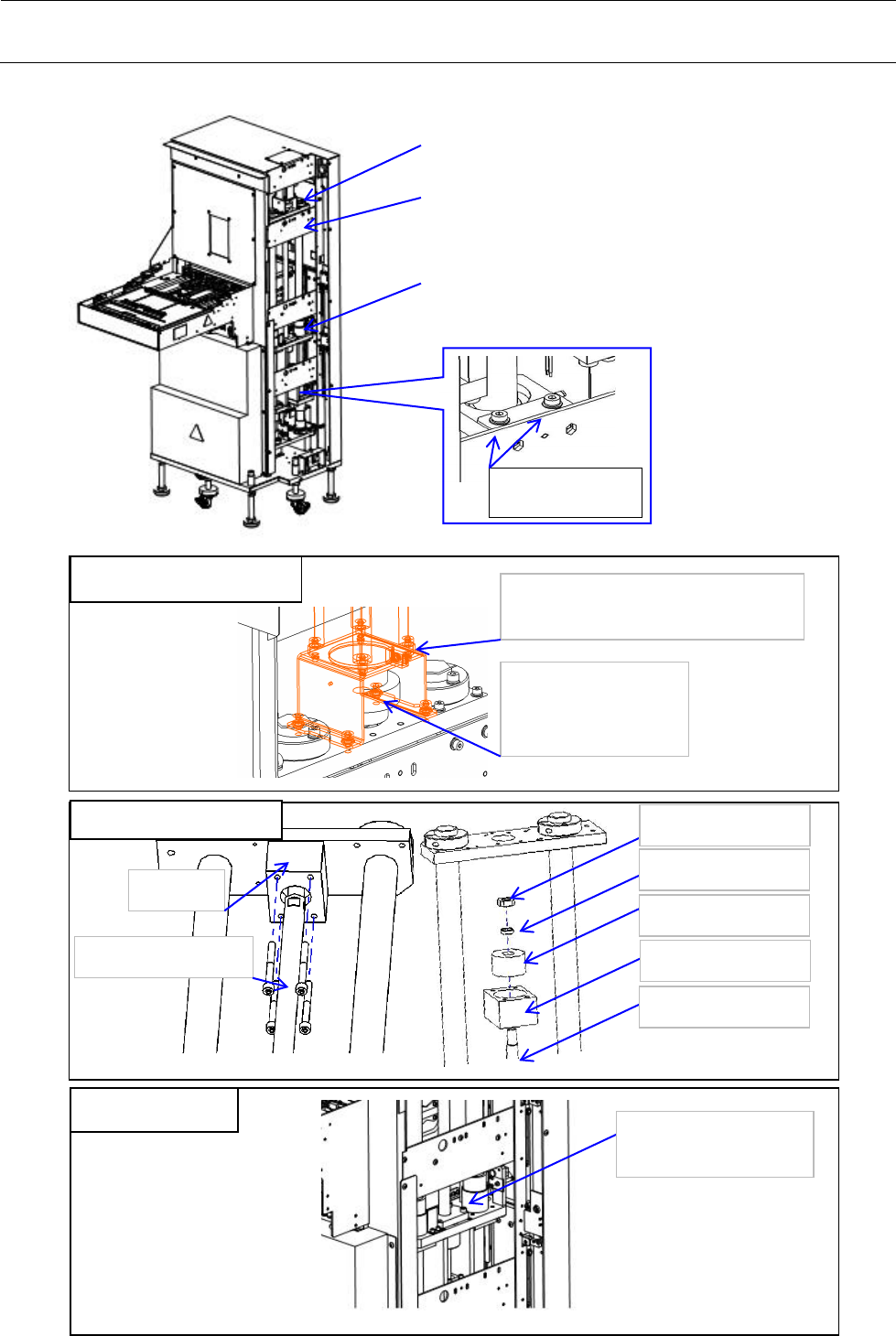
Rev 1.0 维修调整要领书 ① ② ➂ SM6040892TN x 2 力矩 3.7N ・ m 电动 机 组件 连接 用螺丝为 SL6041292TN×4 联轴节 轴的旋紧用螺丝的 力矩为 7N ・ m ① 电动 机 、联轴节 周围 锁 定螺母 SL6065002TP×4 轴承架 ② 滚 珠螺杆前端周 围 上侧轴环(薄) 轴承 轴承架 下侧轴环(厚) SM6062502TN×4 力矩 8N ・ m ③ 滚 珠螺杆螺母 11 -3
Rev1.0
维修调整要领书
11-2. Z
滚珠螺杆的更换及调整
11-2-1.
更换方法
1) 请卸掉上部叠盘箱。
2) 请卸下 SIDE_COVER、FRONT_COVER(有的作业位置要卸下 REAR_COVER)。
3) 请拆下螺丝(SM6040892TN),卸下螺杆尾端支架。
4) 使滚珠螺杆成为下降到最下面的状态。
5) 请松开电动机联轴节的螺丝,拆下电动机,拆下轴承架的螺丝 SL6065002TP,予以分离。
6) 请拆下将滚珠螺杆螺母固定在叠盘箱底座上的螺丝 SM6062502TN。
7) 将轴承架与轴承分离,拆下锁定螺母和上侧的轴环。
8) 卸下轴承架和轴承,拆掉下侧的轴环。
9) 卸下滚珠螺杆。
10) 请准备好新的滚珠螺杆,把滚珠螺杆插入。
11) 请插入轴承架。
12) 请按照下侧轴环→轴承→上侧轴环的顺序插入,旋紧锁定螺母。如果轴承的手插入困难,只要逐
渐扭紧锁定螺母便可插入。
13) 夹入垫隙片等使轴承架与 Z 底座 U 之间产生 0.5mm 的空隙,以轴承架和螺丝均等地施力连接。
14) 用螺丝 SM6062502TN 将滚珠螺杆螺母临时定位,转移到调整作业。
11-2-2.
调整方法
1) 请抬起叠盘箱底座,滚珠螺杆螺母要尽量靠近轴承侧。
2) 把连接滚珠螺杆螺母的螺丝比较强力地临时固定。
3) 把叠盘箱底座上下移动几次,确认没有局部地方变得沉重。如有局部地方变得沉重,请从新进行
调整。
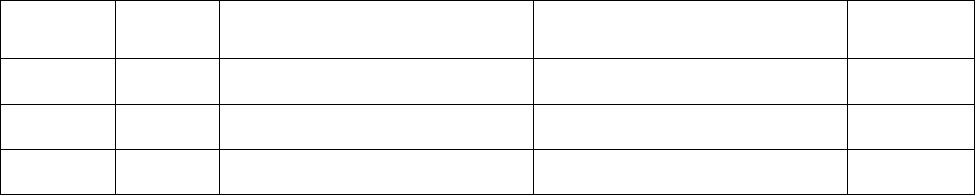
4) 把电动机联轴节插入滚珠螺杆前端后,插入电动机组,将托架临时定位。
5) 请将电动机联轴节在滚珠螺杆前端与电动机轴之间上下移动,在阻力变小的位置上旋紧电动机联
轴节。此时,电动机联轴节与 Z 底座 U 的空隙请空开 4mm。
6) 请正式旋紧电动机托架的螺丝。
7) 组装滚珠螺杆尾端支架。组装位置要仿照滚珠螺杆。
11-2-3.
动作确认方法
1) 动作前在滚珠螺杆上涂敷壳牌爱万利润滑脂。
2) 利用调试模式的 Z-JOG 动作将 Z 轴上下移动几次,使润滑脂遍及整体。
3) 利用调试模式的托盘拉出动作,建立一个托盘装在 1 号和 30 号上的程序,以高速动作进行 30 分
钟以上的跑合运转。
4) 用回丝干净地擦掉飞散的润滑脂及积聚在滚珠螺杆两端的润滑脂。
5) 关于 Z 电动机,请参照 5-2. Z 轴电动机的更换。
11-2
Rev1.0
维修调整要领书
①
②
➂
SM6040892TN x 2
力矩
3.7N
・
m
电动机组件
连接用螺丝为 SL6041292TN×4
联轴节
轴的旋紧用螺丝的
力矩为 7N・m
①电动机、联轴节周围
锁定螺母
SL6065002TP×4
轴承架
②滚珠螺杆前端周围
上侧轴环(薄)
轴承
轴承架
下侧轴环(厚)
SM6062502TN×4
力矩 8N・m
③滚珠螺杆螺母
11-3
◆修订履历
改版 日期 修订页 修订内容 备注
1.0 2014.12 初版