识别装置.pdf - 第39页
HGR14 附录 1.3 各种形状输入数据项目 附录 1-39 多引线部品·凸点部品数据自动指教功能 多引线部品 ( 形状编号 : 4a ~ 4d 、 4g ~ 4h) ·和凸点部品 ( 形状编号 : 4f) 具有数据自动指教功能。 此功能通过示教作业可自动制作数据。 (V7.55-080 以后的版本 ) [ 对象部品 ] 1. 多引线部品 ( 适用形状 ) • 识别数据使用 QFP 扩展数据的部品 • 部品模压各边都有 3 根以上…
HGR14
附录 1.3 各种形状输入数据项目
附录
1-38
5.
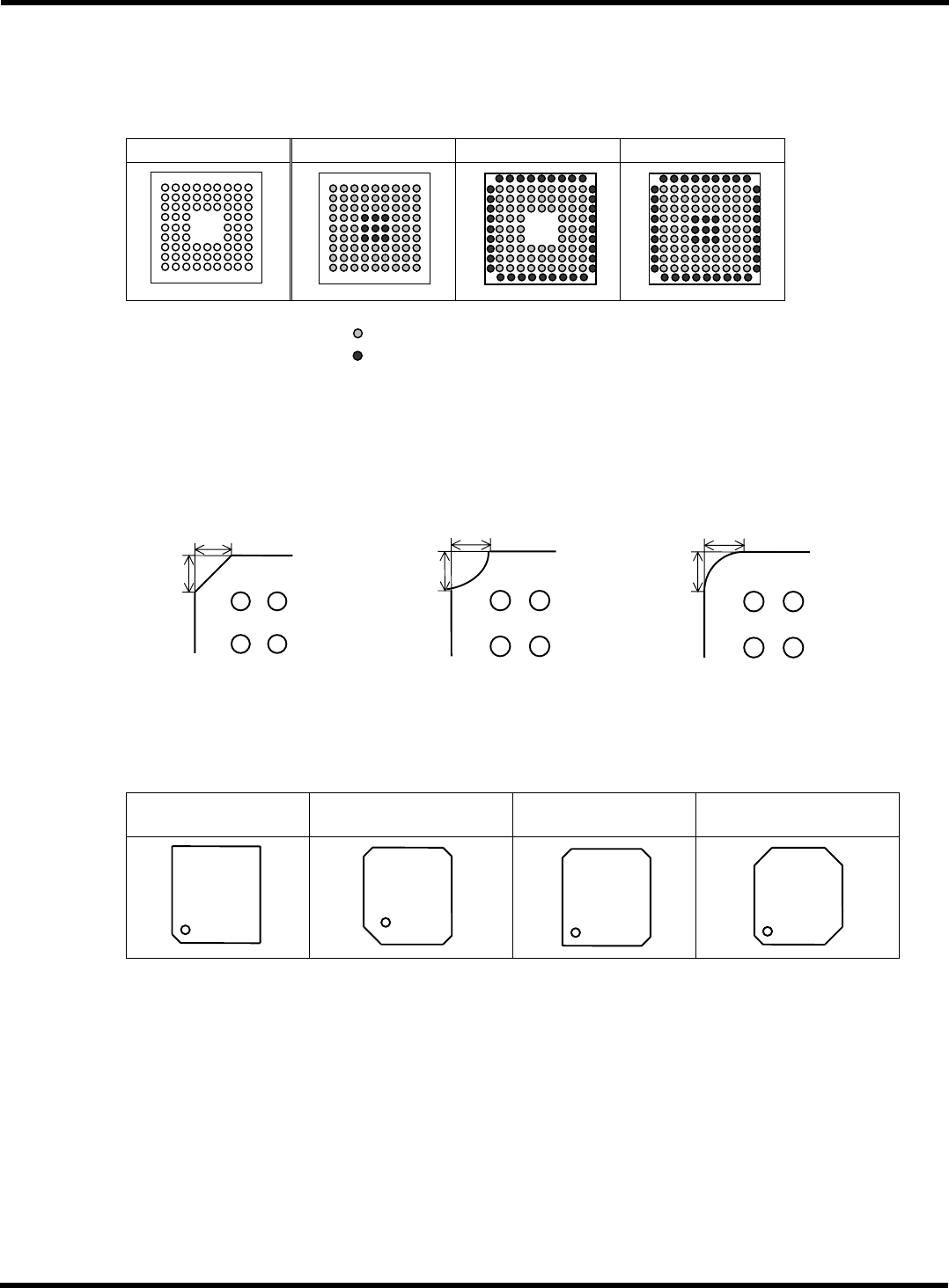
检查球的行列、个数比指定的数据要多时,请使用
No.202/203/204
。
1) No.202:
检查球图形内部的多余的球。
2) No.203:
检查球图形外部的多余的球。
3) No.204:
检查球图形内部和外部的多余的球。
对象部品
202 203 204
检查有存在
球的位置
检查无存在
球的位置
6.
由部品外形形状辨别极性时,请使用
No.205
。
(
可辨别极性判定的部品
)
1)
为了极性辨别,假设角部约有
45
°
的切断部分。另外,因根据切断部分的面积进行辨别,对带
有凸状
R
的不对应。
OK: 45°切断 OK: 凹状 R 切断 NG: 凸状 R 切断
A
及
B
的尺寸在如下范围内。
最小
:
0.5 mm
最大
:
芯片尺寸
LW
之中,较小芯片的
10
分之
1
2) 表示极性的图形有如下
4
种。
切断
1
角部 切断
4
角部 切断
3
角部 切断
4
角部
仅切断极性角部 仅极性角部的切断部分较大 仅不切断极性角部 仅极性角部的切断部分较小
∗
极性角部之外的
3
个角部必须为相同形状。
3)
极性角部与其他角部相比时,上述的
A
及
B
的尺寸必须有
0.5 mm
以上的差异。另外,根据极
性角部与其他角部之间的差异下判断,不输入
A
及
B
的尺寸数据。
4)
进行极性判定时,部品外周部需要有明确的对比
(
明暗对比
)
。材料是
polyimides
或未涂敷抵抗
的薄型玻璃环氧等,外周透过的材料无法判定。
B
A
B
A
B
A
HGR14-C-PMC01-A02-00
HGR14
附录
1.3
各种形状输入数据项目
附录
1-39
多引线部品·凸点部品数据自动指教功能
多引线部品
(
形状编号
: 4a ~ 4d
、
4g ~ 4h)
·和凸点部品
(
形状编号
: 4f)
具有数据自动指教功能。
此功能通过示教作业可自动制作数据。
(V7.55-080
以后的版本
)
[
对象部品
]
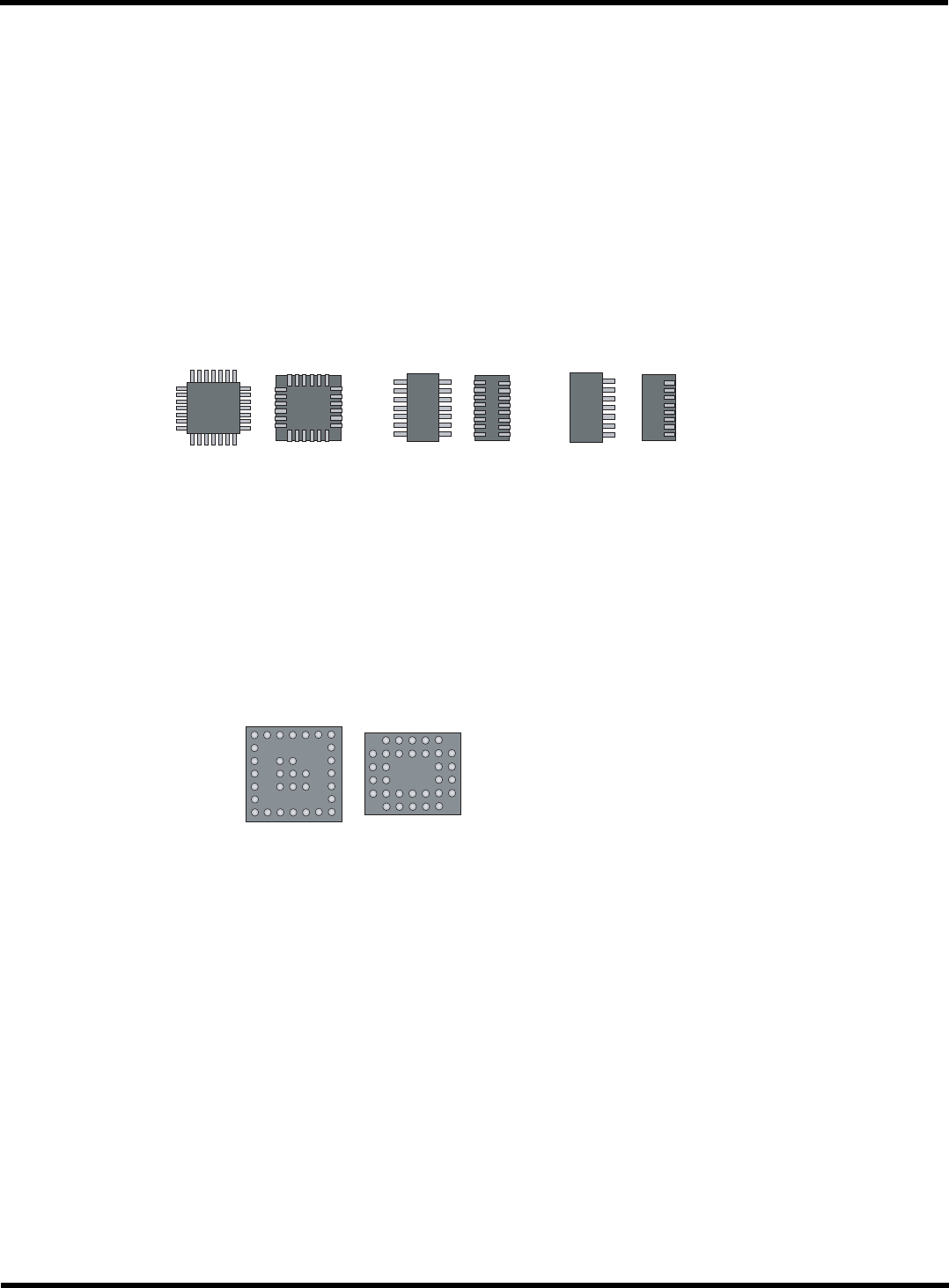
1.
多引线部品
(
适用形状
)
•
识别数据使用
QFP
扩展数据的部品
•
部品模压各边都有
3
根以上的同一形状引线,并其排列间距相同的部品
•
有存在引线排列的边的种类如下所示的
3
种。
部品的
4
边各有
3
根以上的引线排列
部品的相对
2
边各有
3
根以上的引线排列
部品的
1
边有
3
根以上的引线排列
(
部品例
)
QFP
、
SOP
、连接器、
PLCC
、
SOJ
、
QFN
、
SON
、
LCC
等
2.
凸点部品
(
适用形状
)
•
识别数据使用
BGA
扩展数据的部品
•
部品模压下边
(
实装面
)
有
3
×
3
个以上的同一形状凸点形状电极,并其排列形状为正方形、间
距相同的部品
•
凸点间距是水平方向和垂直方向不一致也可,但是同一方向的凸点必须为同一间距。
·凸点应有
3
×
3
个以上
·正方形的凸点排列
·同一方向时必须为同一间距
(
部品例
)
BGA
、
CSP
[
制作数据
]
如下表示本功能可制作的识别数据。
·芯片尺寸
L/W
·式样角度
·扩展
QFP
数据
:
多引线部品示教时制作
(
引线数、临时引线数、引线间距、引线图形
)
·扩展
BGA
数据
:
凸点部品示教时制作
(
凸点行
/
列数、凸点间距、凸点直径、凸点图形
)
∗
下页以后将说明实际的部品识别数据制作步骤。
HGR14-C-PMC01-A02-00
HGR14
附录 1.3 各种形状输入数据项目
附录
1-40
多引线部品·凸点部品数据自动指教步骤
对多引线部品·凸点部品的数据自动指教功能示教步骤进行说明。
<
准备
>
1.
准备要实装的部品。
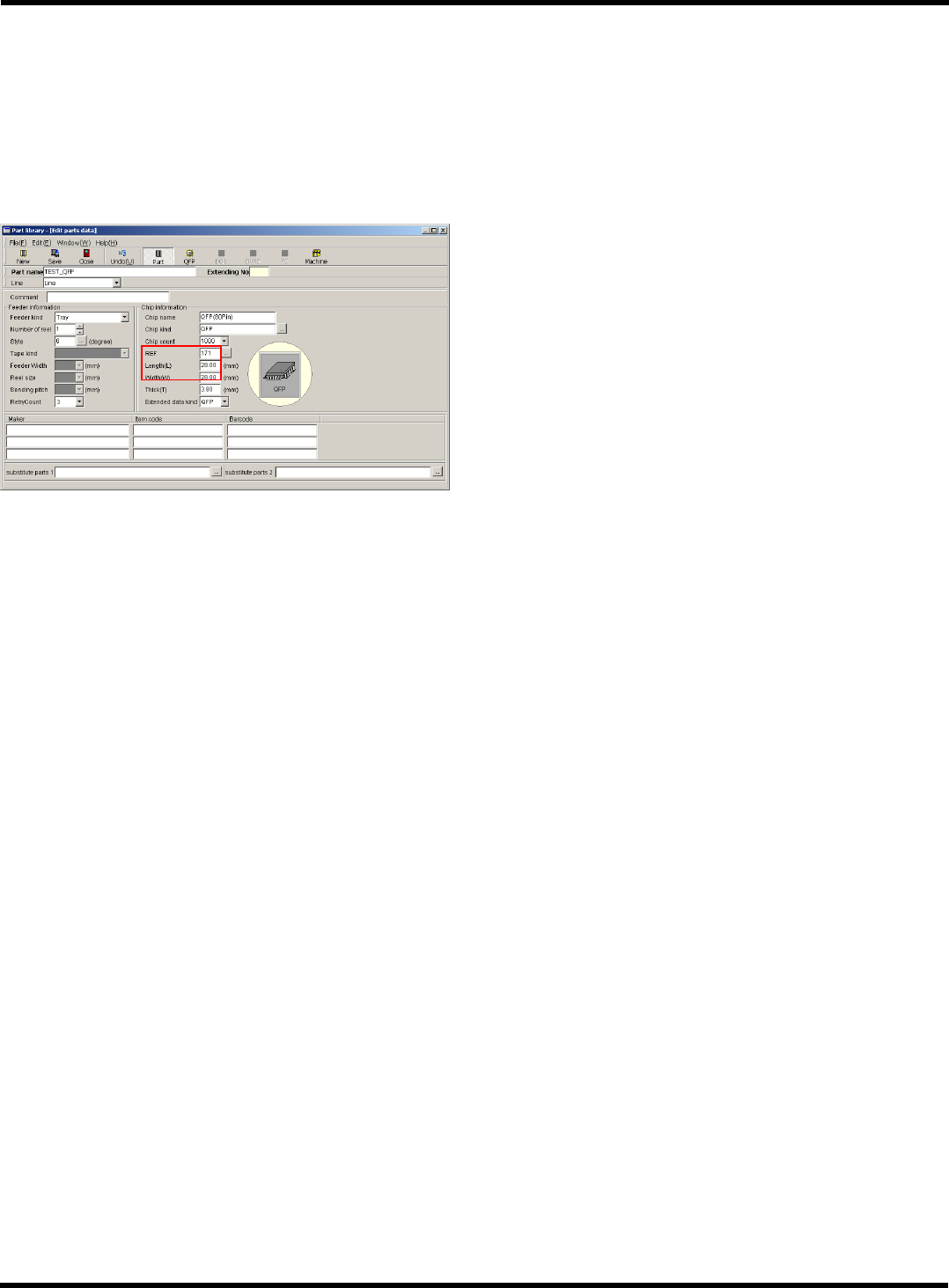
2.
在
PT
登录部品数据。
∗
仅记载对识别作业需要的项目。
输入项目
·
REF:
请参照
∗
1
·长度
(L)
·宽度
(W)
∗
在长度
(L) /
宽度
(W)
中,请输入表示部品的
最大外形的尺寸。
不必输入正确的尺寸。
3.
将数据从
PT
转送至机器。
∗
此后在机器上进行示教作业。
请用供料器或托盘对机器供给对象部品。
∗
1
在
PT
登录的参考编号
(REF)
(
多引线部品系列
)
•
对原有识别数据重新进行示教时
:
请利用已设定完了的
REF
编号。
•
完全新制作数据时
:
请设定为
REF=254
。
(凸点部品系列)
•
对原有识别数据重新进行示教时
:
请利用已设定完了的
REF
编号。
•
完全新制作数据时
:
请设定为
REF=253
。
∗
REF253/254
在
PT
检查数据时不将进行扩展数据部分的检查。
9Q4C-EPt-Pl-001
HGR14-C-PMC01-A02-00