N7201A415C.pdf - 第419页
NPM-D 维修篇 9.20 检查头精度验证 EJM1DC-MB-09M -00 Page 9-119 9.20 检查头精度验证 在此对检查头的精度测定以及使用测 定结果来进行的检查照相机 偏移量的更新步骤进行说明 。计测时要使 用面补正治具。 在轨道 1 和轨道 2 执行精度验证。 因面补正治具是在前工序进行插入和 拔出的, 所以请将前工序的搬送 传送带宽度调整为面补正治 具的宽度。 9.20.1 概要 1 概略工序 进行检查头精度验…
NPM-D
维修篇
9.19
精度验证
Page 9-118 EJM1DC-MB-09M-00
3
贴装结果的确认
⑤ 贴装
(
与
e
贴装相同
)
⑥ 贴装结果的确认
(
与
f
贴装结果的反映相同
)
该项工序并不是必需的,是作为测量设备的精度实力的基准而实施的。
重复进行反映后精度验证结果仍然不见好转,可能是由以下原因造成的。
原因
处理方法
要实装的元件恶化。
请确认
JIG_BGA
表面有无伤痕、污垢附着。
没有使用正确的量具芯片。
请确认量具芯片。
是否使用
1005C
实际元件
?
请确认量具芯片。
吸嘴轴破损。
请确认轴平移时,是否发生卡挂。
线性照相机亮度不正确。
请进行指示灯值亮度校准。

NPM-D
维修篇
9.20
检查头精度验证
EJM1DC-MB-09M-00 Page 9-119
9.20
检查头精度验证
在此对检查头的精度测定以及使用测定结果来进行的检查照相机偏移量的更新步骤进行说明。计测时要使
用面补正治具。
在轨道
1
和轨道
2
执行精度验证。
因面补正治具是在前工序进行插入和拔出的,所以请将前工序的搬送传送带宽度调整为面补正治具的宽度。
9.20.1
概要
1
概略工序
进行检查头精度验证以及检查照相机偏移量的登录时,要使用专用的
MCDATA (
生产程序
)
。
该作业只能使用专用的
MCDATA
进行。
反映出检查照相机偏移量后将改写设备内的机器参数。
为了安全,推荐在实施前保存现在的数据。
作业顺序大概为以下工序。
1.
生产的准备
c
MCDATA (
生产程序
)
的选择
d
面补正治具的设置
2.
计测的确认及反映
e
计测
f
计测结果的确认及反映
3.
计测结果的确认
g
计测
h
计测精度的确认
NPM-D
维修篇
9.20
检查头精度验证
Page 9-120 EJM1DC-MB-09M-00
2
MCDATA (
生产程序
)
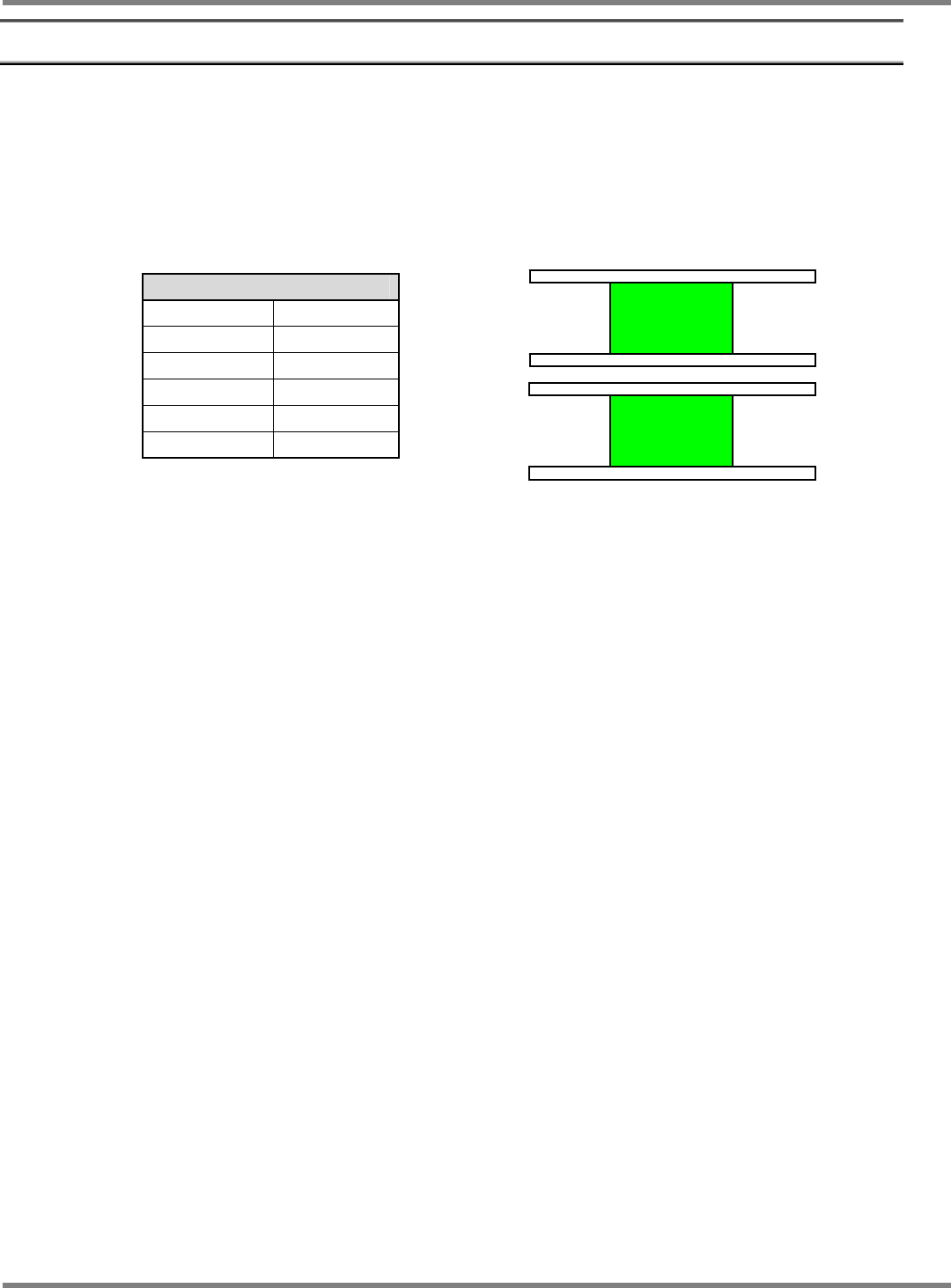
检查头有
18
µ
m
、
9
µ
m
的
2
个种类。
主要的吸头以及供给部的构成如以下所示。
用吸头的式样来举例的话,
9I-8F
表示
前侧
: 9
µ
m
检查、后侧
: 8
吸嘴、供料器供给部。
同样地
18I-2T
表示 前侧
: 18
µ
m
检查、后侧
: 2
吸嘴、托盘供给。
在轨道
1
和轨道
2
执行精度验证。
吸头式样
9I-16F 18I-16F
9I-12F 18I-12F
9I-8F 18I-8F
9I-2F 18I-2F
9I-8T 18I-8T
9I-2T 18I-2T
轨道
1
轨道
2