NXT 系统手册 QD027-17.pdf - 第119页
QD027-17 4. 生产 NXT 系统手册 103 i. 请单击 [ 设定到机器 ]。 j. 如果设定内容被传输到机器,请单击 [ 关闭 ]。 3. 支撑销的补充 将所编辑的 Job 传输到机器后,请按照以下步骤进行支撑销 的补充。 a. 请按下操作面板的 START 按钮。 机器 进行支撑销数量的确认, 在 操作画面上显示异常 向导。 b. 请按下 OK 按钮后拉出模组。 c. 将支撑销放置到销支架后,插入模组。
4. 生产 QD027-17
102 NXT 系统手册
4.10.10 自动支撑销配置功能 (NXT V3.11 以后)
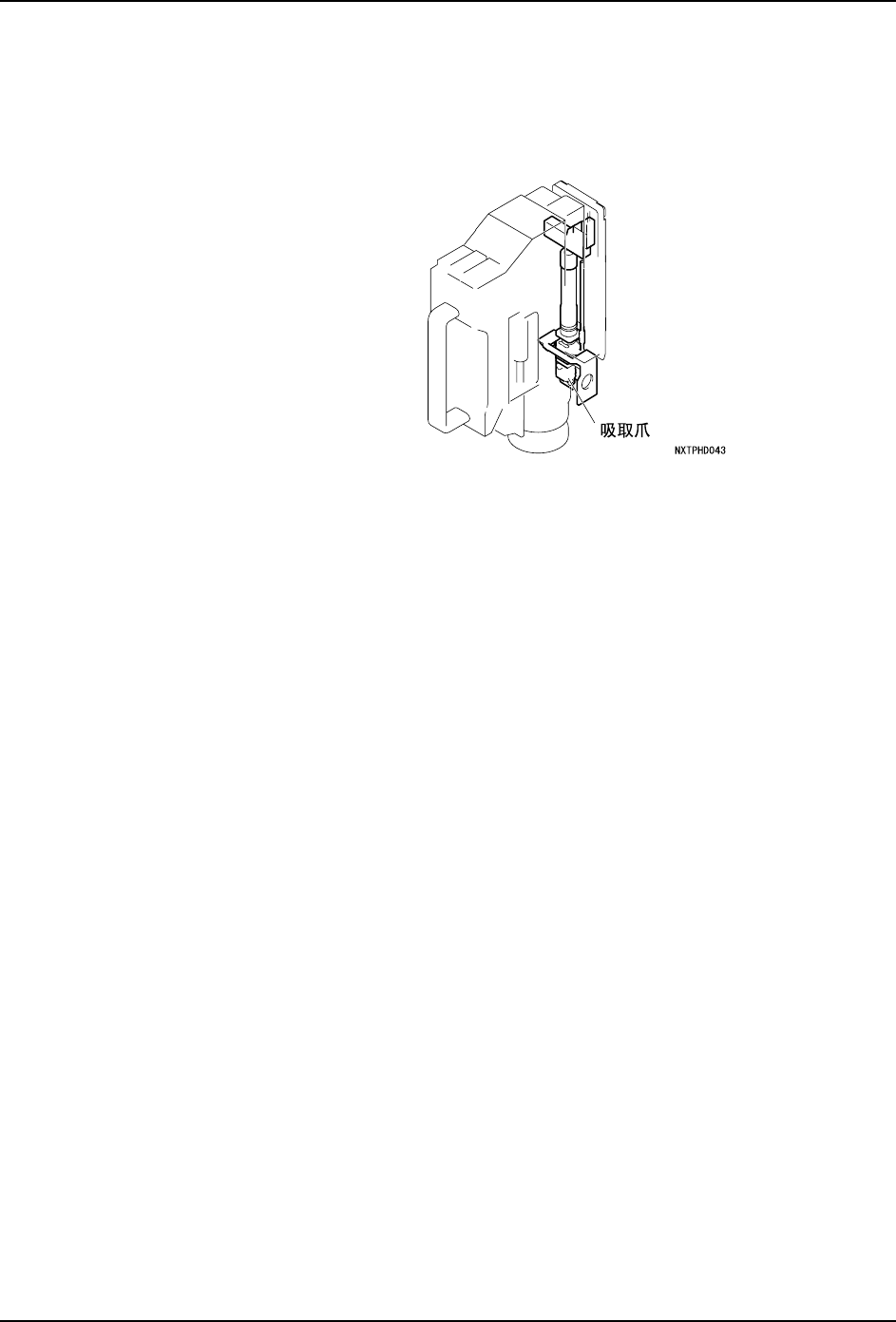
内藏在贴装工作头中的吸取爪进行支撑销的吸取,并配置到支撑板上的功能。使用该功能
时,贴装工作头及搬运轨道必须支持自动支撑销配置功能。
备注 ) 自动支撑销配置功能在 NXT V3.11 以后的版本中能够使用。
· 贴装工作头:具有支撑销配置用吸取爪的工作头
· 搬运轨道:具有销支架的搬运轨道
· 支撑板:支持支撑销自动配置的支撑板
另外,建议与电路板停止位置补正功能同时使用。
注意 )
1. 在双轨道生产中,在一方的通道中有电路板的状态下,即使另一方的通道中没有电路板也不能进行
支撑销配置和收纳。请事先取除电路板。
2. 从双模组生产的 Job 切换到单模组生产的 Job 后,如果只能在双模组生产中进行配置的区域内存在
支撑销时,无法进行收纳。在切换生产 Job 之前,请进行送出运转,或者执行支撑板更换指令。另
外,如果是自动换线功能时,自动收纳支撑销。
3. 如果使用电路板轮廓功能时,在创建 Job 时请注意不要在电路板轮廓读取位置上配置支撑销。
4. 如果使用带绒厚纸时,在创建 Job 时请注意不要在带绒厚纸上配置支撑销。
自动支撑销配置功能设定步骤
1.Job 的编辑
设定 Machine Configuration 内的 [BackupPlate] 项目。详细内容请参照 NXT 编程手册。
2. 附加软件的设定
a. 请启动附加软件。
b. 请选择 [ 在线监视器 ] 画面上的对象机器的名称。
c. 请直接输入用户 ID 或者通过选择框指定。
d. 请正确输入密码后单击 [ 注册 ]。
e. 请选择菜单的 [ 模组功能设定 ]。显示设定画面。
f. 请选择下拉式菜单的 [ 自动支撑销设定 ]。
g. 在 [ 自动支撑销 ON/OFF] 中设定 [ON]。
h. 在 [1 通道中的自动支撑销的使用数 ] 中,设定生产中使用的支撑销数量。

QD027-17 4. 生产
NXT 系统手册 103
i. 请单击 [ 设定到机器 ]。
j. 如果设定内容被传输到机器,请单击 [ 关闭 ]。
3. 支撑销的补充
将所编辑的 Job 传输到机器后,请按照以下步骤进行支撑销的补充。
a. 请按下操作面板的 START 按钮。机器进行支撑销数量的确认,在操作画面上显示异常
向导。
b. 请按下 OK 按钮后拉出模组。
c. 将支撑销放置到销支架后,插入模组。
4. 生产 QD027-17
104 NXT 系统手册
4. 支撑销的自动配置
a. 请按下操作面板的 START 按钮。机器将支撑销配置到支撑板上。
b. 配置支撑销后,机器就会进行支撑销标记的读取并确认所配置的支撑销的位置。被指
定的位置与实际所配置的位置的偏差量会影响之后的机器动作。
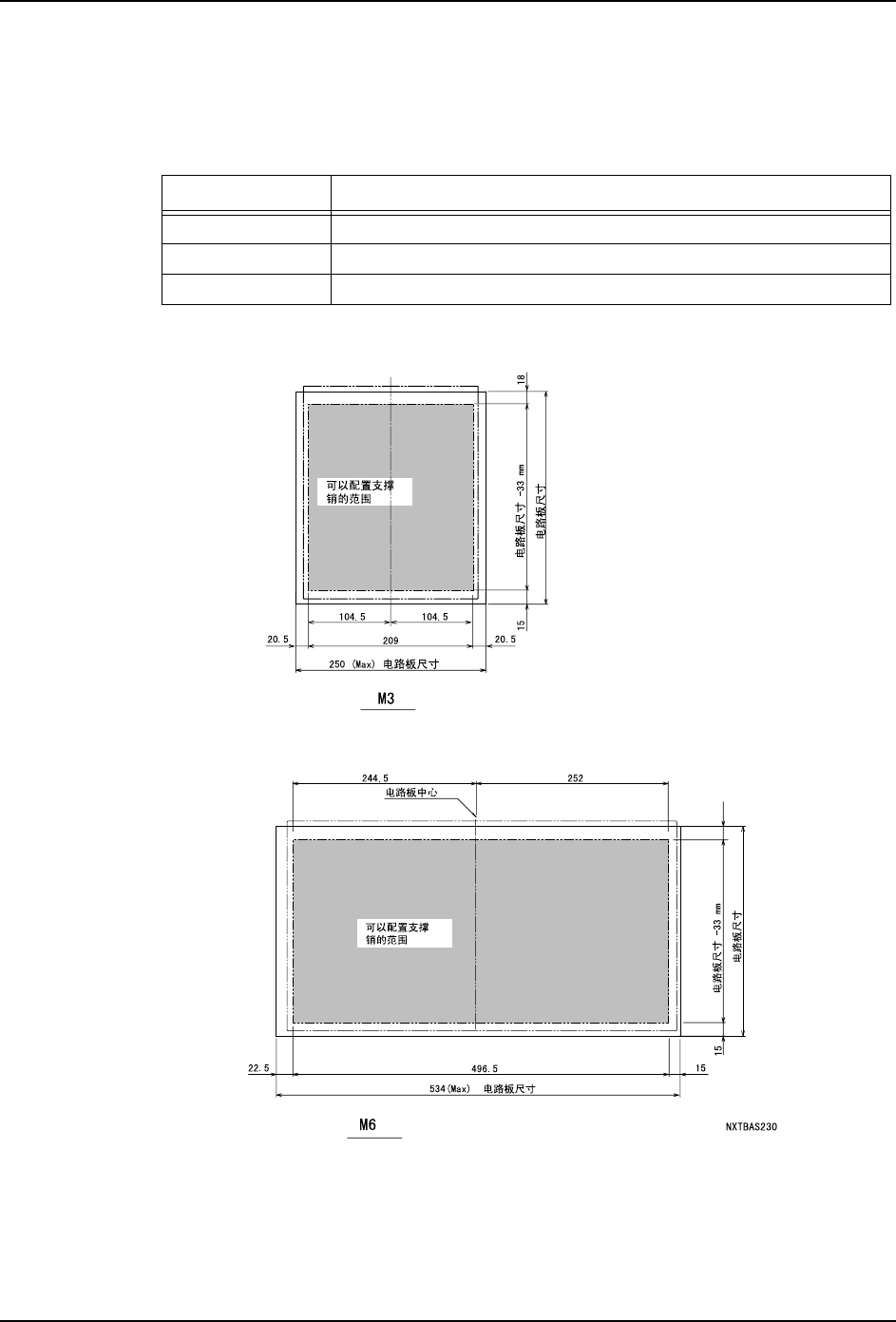
备注 ) 自动配置支撑销的可能范围如下。
偏差量 标记读取后的动作
0.3 mm 以下 为正常配置。继续配置支撑销。
0.3 ~ 0.6 mm 吸取所配置的支撑销,重新配置。(该补件动作只限于 1 次。)
0.6 mm 以上 显示支撑销读取异常画面。请按照画面的向导进行操作。
18