NXT 系统手册 QD027-17.pdf - 第249页
QD027-17 6. 手动模式指令 NXT 系统手册 233 6.7 信息指令 选择这个指令后,显示出模组以 及有关基座的下述信息。 6.7.1 操作步骤 1. 在 START 等待状态下按下 MANUAL 按钮,显示手动指令。 2. 使用光标键选择信息示意图,按下 OK 按钮。 3. 按下上下键后就能够显示各单元信息。 备注 ) 在进行校正时, 应该检查的项目而未检查时,其项目显示为空白。此时,请开始生产等到模组 完成校正后结束生产…
6. 手动模式指令 QD027-17
232 NXT 系统手册
6.6.4 支撑板的更换
当执行该指令后,搬运轨道就会扩展到最大宽度,工作头移动到机器的后方。还有,如果被
插入了模组,操作画面上显示拉出模组的向导,因此请根据向导拉出模组,进行更换作业。
更换步骤的详细内容,请参照 NXT 机械手册的 [5.9 支撑板的更换 ]。
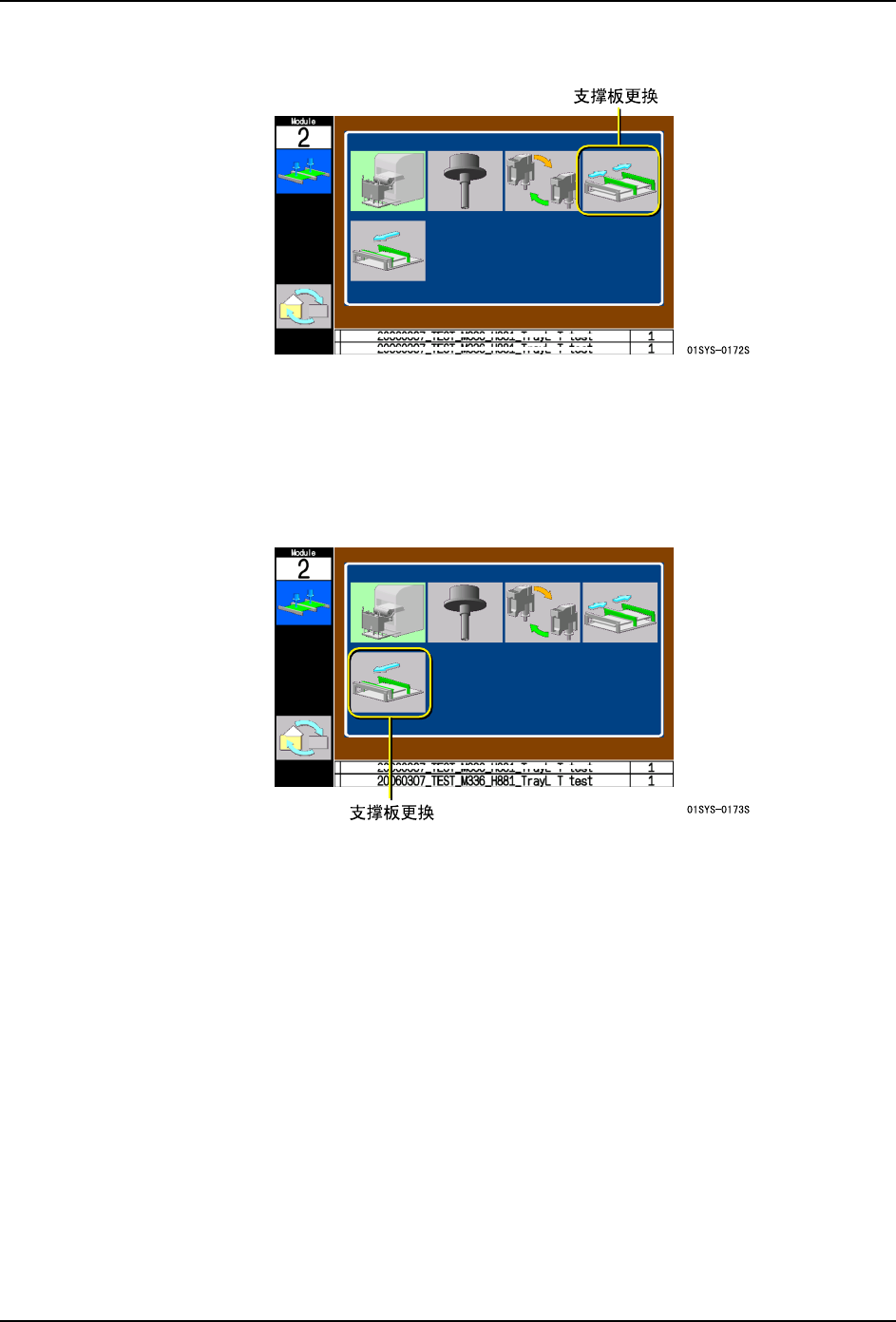
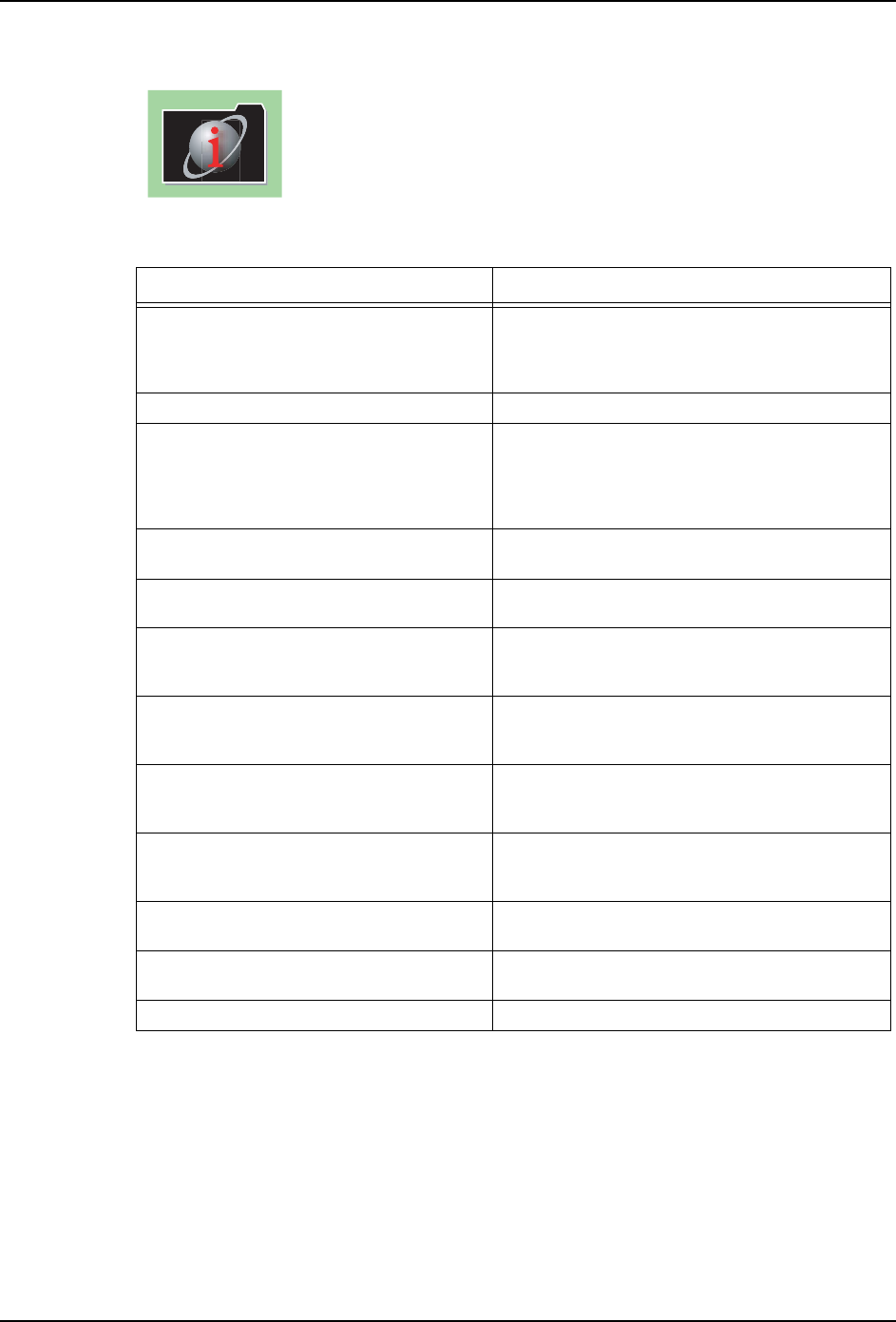
6.6.5 支撑板的更换 (通道 2 前移)
该指令是针对双搬运轨道规格的机器。当执行该指令后,在卸下通道 1 侧的支撑板后,通道
2 就会向前方移动。移动后,请更换通道 2 侧的支撑板。接着,通道 2 向后方移动,因此可
以向通道 1 侧安装支撑板。在进行双通道生产和单通道生产的换线时有效。
更换步骤的详细内容,请参照 NXT 机械手册的 [5.9 支撑板的更换 ]。
QD027-17 6. 手动模式指令
NXT 系统手册 233
6.7 信息指令
选择这个指令后,显示出模组以及有关基座的下述信息。
6.7.1 操作步骤
1. 在 START 等待状态下按下 MANUAL 按钮,显示手动指令。
2. 使用光标键选择信息示意图,按下 OK 按钮。
3. 按下上下键后就能够显示各单元信息。
备注 ) 在进行校正时,应该检查的项目而未检查时,其项目显示为空白。此时,请开始生产等到模组
完成校正后结束生产,使信息再次显示。
单元 所显示的信息
模组 类型
序列号
应用程序版本 No.
补件次数
基座 基座的 IP 地址
搬运轨道 搬运轨道类型
软件版本
马达存储块版本 (M1 ~ M5)
搬运电路板用的接口板版本 ( 只是针对基座
端部开始的 2 台模组而显示 )
料盘单元 -L
( 连接着的时候 )
类型
软件版本
料盘单元 -M
( 连接着的时候 )
ID 号码
软件版本
供料托架 ( 连接着的时候 ) 类型
软件版本
倾斜测定数据 (Calibration[um])
供料器 ( 供料器安装在供料托架上时 ) 装有供料器的料站号码
ID 号码
软件版本
元件及定位相机 ID 号码、相机类型
序列号
软件版本
工作头 ID 号码、工作头选项
序列号
软件版本
吸嘴置放台 ID 号码
序列号
吸嘴 存放格号码
2D 代码
校正台 软件版本、校正值、Filter 值
01SYS-0128

6. 手动模式指令 QD027-17
234 NXT 系统手册
MEMO: