NXT 系统手册 QD027-17.pdf - 第144页
4. 生产 QD027-17 128 NXT 系统手册 · 在 [ 导向器 ] 中选择进行模组搬运轨道设置的机器。接着,请选择 [ 机器编辑 ]- [ 模型标准值设定 ]。 ·请将设置了模组搬运轨道的位 置的 [Mo dule Type] 变 更为 [M6-Co nveyor]。 此时, 如果将 2 台 M3(S) 模组变更为 M6(S) 模组时,按下 [ 删除 ] 按钮减去 1 台模组, 使之符合实际的模组构成。 Cancel
QD027-17 4. 生产
NXT 系统手册 127
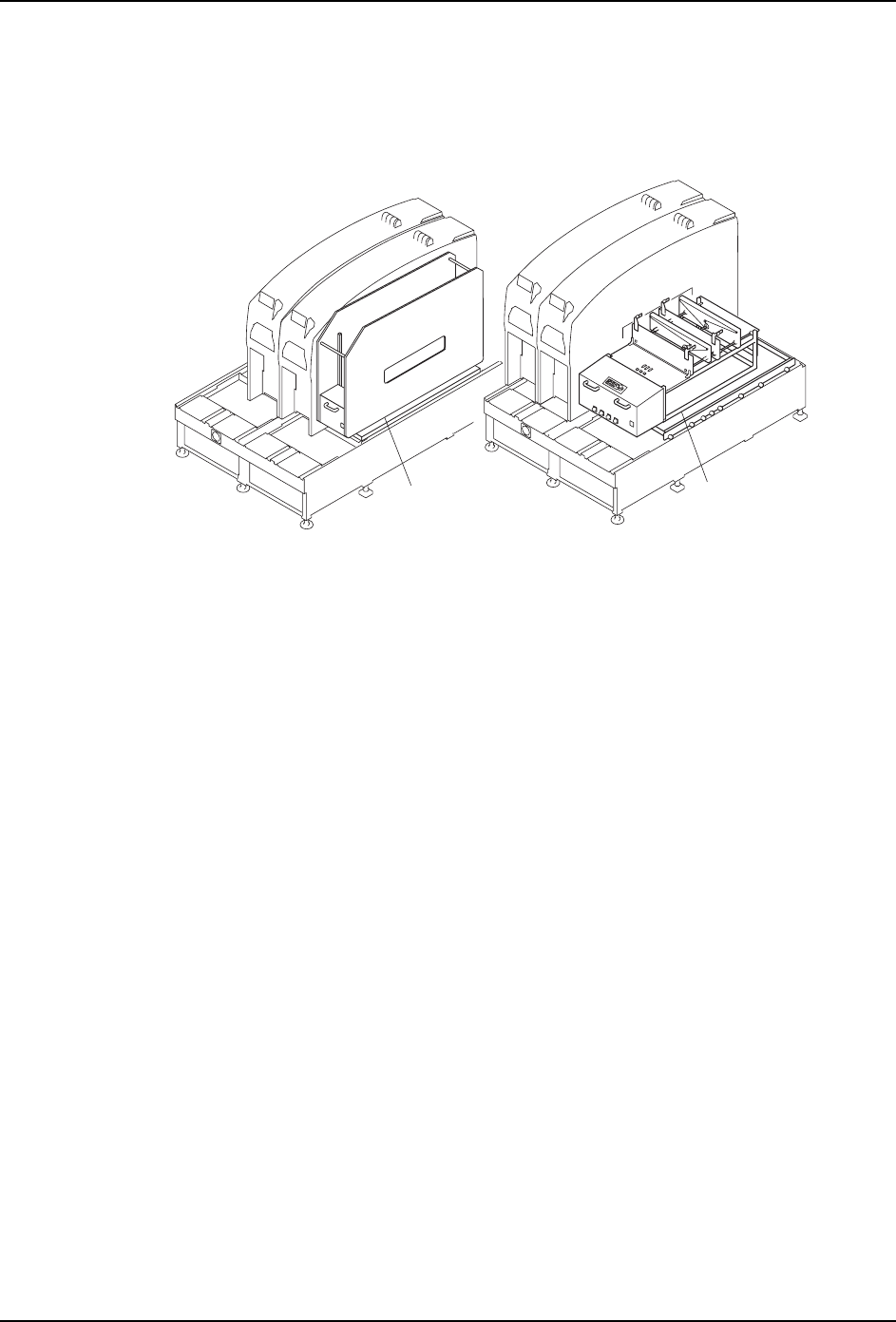
4.10.20 对应模组搬运轨道
模组搬运轨道就是能够搭载到基座上的电路板搬运轨道。在变更每条生产线上的使用模组
数及进行生产能力的调整等时,能够利用。
备注 ) 模组搬运轨道能够在 NXT V3.42 以后版本中使用。
使用该功能时,需要以下的设备。
·Fuji Flexa V2.4.1 以后(要 Fuji Flexa Module Conveyor Patch Desk for NXT)
·Fujitrax V3.05 以后版本
·模组置放台
如何在生产线上配置模组搬运轨道
在生产线上配置模组搬运轨道时,请按照以下的步骤。
1. 请将设置在对象模组的工作头上的吸嘴返回到吸嘴置放台中。实施手动指令内的吸嘴返
回指令。
2. 请从 Fuji Flexa 侧删除现生产及次生产的 Job。
3. 执行手动指令内的清扫示意图,松开模组。
4. 请关闭基座的主开关。
5. 请使用 MCU (模组更换推车)从基座上拉出模组后,在基座上设置模组搬运轨道。模组
搬运轨道的设置方法请参照 [NXT 模组搬运轨道使用说明书 ]。
6. 请打开基座的主开关。
7. 请在 Fuji Flexa 的生产线构成中设定模组搬运轨道,进行生产线变更通知。
·变更 Fuji Flexa 的生产线构成时,建议不要改变生产线名。改变生产线名时,请
参照后叙的 [ 切换到使用与现存不同的生产线名创建的生产线构成时的注意 ]。
·进行变更的机器的模型名如果被使用在其他的机器时,请进行变更通知,将进行
变更的生产线的状态切换到 [ 假想生产线 ]。之后,需要删除变更对象的机器并新
建机器和模型。(其他的机器没有使用相同的模型名时则不需要该作业。)
㒘ᨀ䖤䔼䘧
06!
NXTBAS248a
㒘ᨀ䖤䔼䘧
06!
4. 生产 QD027-17
128 NXT 系统手册
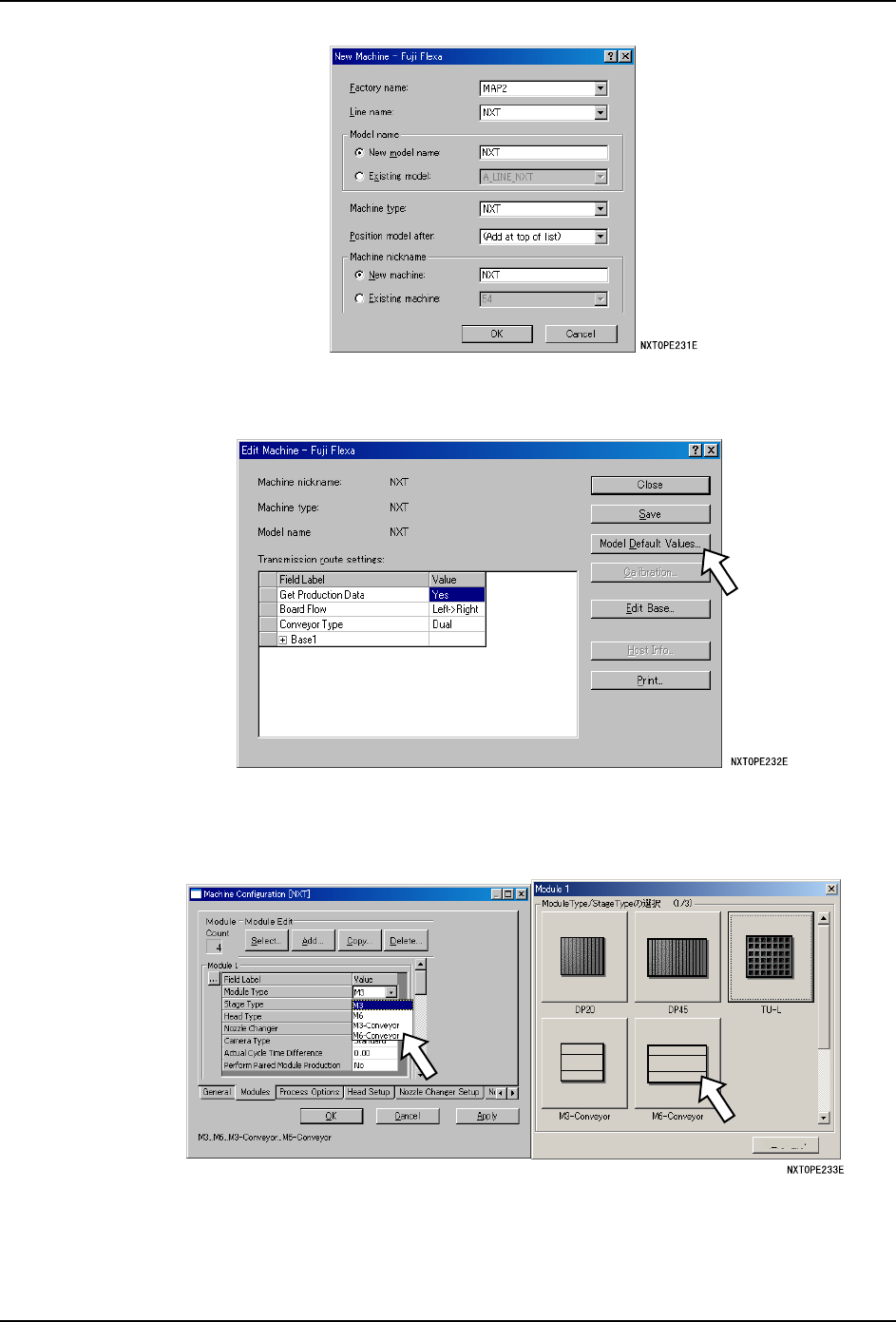
·在 [ 导向器 ] 中选择进行模组搬运轨道设置的机器。接着,请选择 [ 机器编辑 ]-
[ 模型标准值设定 ]。
·请将设置了模组搬运轨道的位置的 [Module Type] 变更为 [M6-Conveyor]。此时,
如果将 2 台 M3(S) 模组变更为 M6(S) 模组时,按下 [ 删除 ] 按钮减去 1 台模组,
使之符合实际的模组构成。
Cancel
QD027-17 4. 生产
NXT 系统手册 129
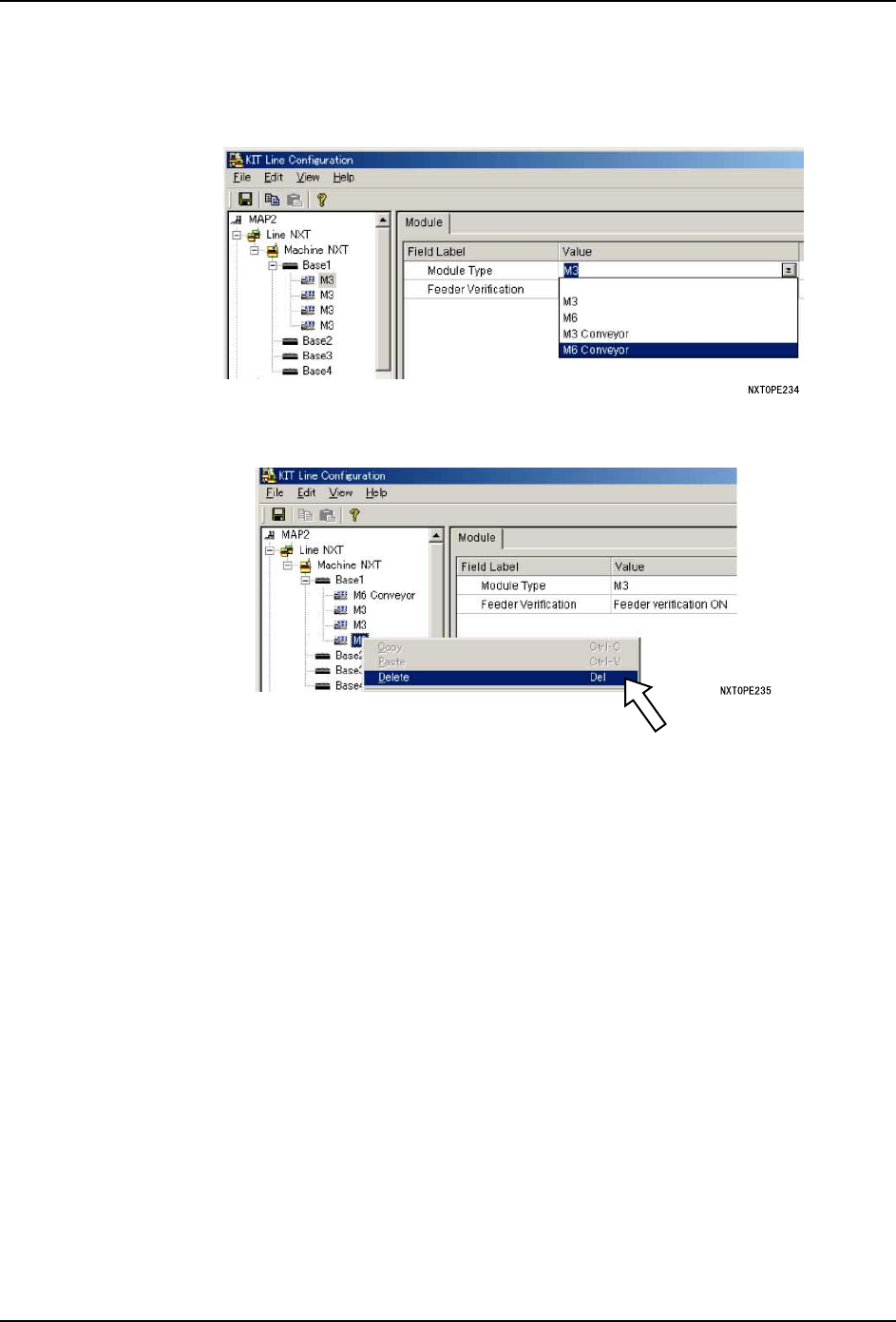
8. 在 Fujitrax 的生产线构成中设定模组搬运轨道。
a. 首先,启动 KIT Line Configuration。请将设置了模组搬运轨道的位置的 [Module
Type] 变更为 [M6-Conveyor]。
备注 ) 当 2 台 M3(S) 模组变更为 M6 模组搬运轨道时,将光标对准所显示的对象模组右击后,执行
[Delete] 减去 1 台模组,使之符合实际的模组构成。
b. 变更了设定后,请重新启动 Fuji Central Server 用的电脑。
9. 通过远程操作将模组搬运轨道夹紧在基座上。请启动附加软件,执行 [ 远程操作 ]-[ 模
组夹紧 ] 指令。
10.请关闭安装了模组搬运轨道的基座的主开关后,重新打开。