参 考 手 册.pdf - 第16页
BM123 参考手册 2.2 控制规格 E36RCC-12- 030-A0 2.2-1 2.2. 控制规格 E36RCC-12-030-A0 控制方式 控制方式 AC 伺服电机的 半闭合回路方式 位置指令方式 X-Y 轴 :绝对坐 标指令 元件供给部 :元件供给部位置编号指令 控制状态 全自动、半自动、手动、遥 控 位置控制最小单位 X-Y 轴 : 0.01 mm 贴装头升降 : 0.01 m m 贴装头…

BM123
参考手册
2.1 机械规格
E36RCC-12-020-A0
2.1-2
基板材质
纸苯酚、玻璃环氧基板
上述以外的 (使用陶瓷基板、挠性基板、母板等) 情况,请另行商议。
最大质量:1 kg (含元件)
基板搬送方式 / 定位方式
基板流向:从右到左、从左到右 (可选择)
右→左时,左边为基准、左→右时,右边为基准。
基板更换时间:约 4.0 s
根据基板规格的不同而不同。
基板定位基准:以外侧为基准
基板宽度调整:使用手柄进行手动宽度调整 (自动宽度 / 外部传送带自动宽度调整控制:选购件)
通过基板识别标记进行定位的方式
对象元件
详细请参照 ‘对象元件’。
包装类型
编带进给元件
8 (双), 8 (单), 12, 16, 24, 32, 44, 56, 72 mm
杆状供料器供给元件
贴装能力
贴装角度
0° ~ 359.99° (0.01°可设定单位)
贴装节拍
下列时间为最适用条件的时间。根据贴装角度、元件吸附姿势、XY自动装置速度、元件厚度等的不同而改变。
芯片:0.12 s/点 (8 吸嘴整体吸附、贴装头照相机)
SOP:0.26 s/点 (8 吸嘴整体吸附、后侧元件识别照相机)
贴装精度
根据元件尺寸、形状的不同而有若干差异。
芯片:
0603,1005 :±0.05 mm / 3σ Cp≧1
1608 以上 :±0.07 mm / 3σ Cp≧1
QFP:
±0.03 mm / 3σ Cp≧1 单个吸嘴 (在相同位置所进行的反复精度)
±0.05 mm / 3σ Cp≧1 多个吸嘴
元件供给部
详细请参照 ‘供料器规格’、‘对象元件’。
配置供料器数
双编带供料器: Max 80条 (x2 = 160 元件)
12 mm 宽编带供料器: Max 80 条

BM123
参考手册
2.2 控制规格
E36RCC-12-030-A0
2.2-1
2.2. 控制规格
E36RCC-12-030-A0
控制方式
控制方式
AC 伺服电机的半闭合回路方式
位置指令方式
X-Y 轴 :绝对坐标指令
元件供给部 :元件供给部位置编号指令
控制状态
全自动、半自动、手动、遥控
位置控制最小单位
X-Y 轴 :0.01 mm
贴装头升降 :0.01 mm
贴装头旋转 :0.01 °
可登录的程序数
品种程序
Max 100 品种
Max 5000 区块 / 1 品种
元件程序库
Max 1000 种
识别功能
所有对象元件的识别、补正
通过基板标记识别补正基板的错位、倾斜。
通过基板识别照相机检出不良标记
生产管理信息
根据品种单位或设备的累计,显示各种生产成果 (枚数、次数、时间) 等。
语言
可切换为日语/英语/汉语
但是,汉语仅在部分画面上显示。(汉语以外的部分用英语显示)
输出 / 输入功能
通信功能:LAN 通信 (100/10BASE-T, TCP/IP 方式)
通过键盘与鼠标进行对话式操作
12.1 英寸 SVGA 彩色显示
标准配置 3.5 英寸 FD (适应 1.44MB)
辅助功能
自我诊断 (错误帮助)
密码功能 (防止误操作)
元件吸附率、贴装率监视器
基板识别错误手动补正
不良标记判定亮度调整
BM123
参考手册
2.2 控制规格
E36RCC-12-030-A0
2.2-2
程序功能
自动补料、步&重复、图形重复、任务重复
极坐标变换 (90°、180°、270°)
交替的元件供给
代表不良标记、不良标记任意配置功能
贴装顺序指定
基板识别后的不良标记检测
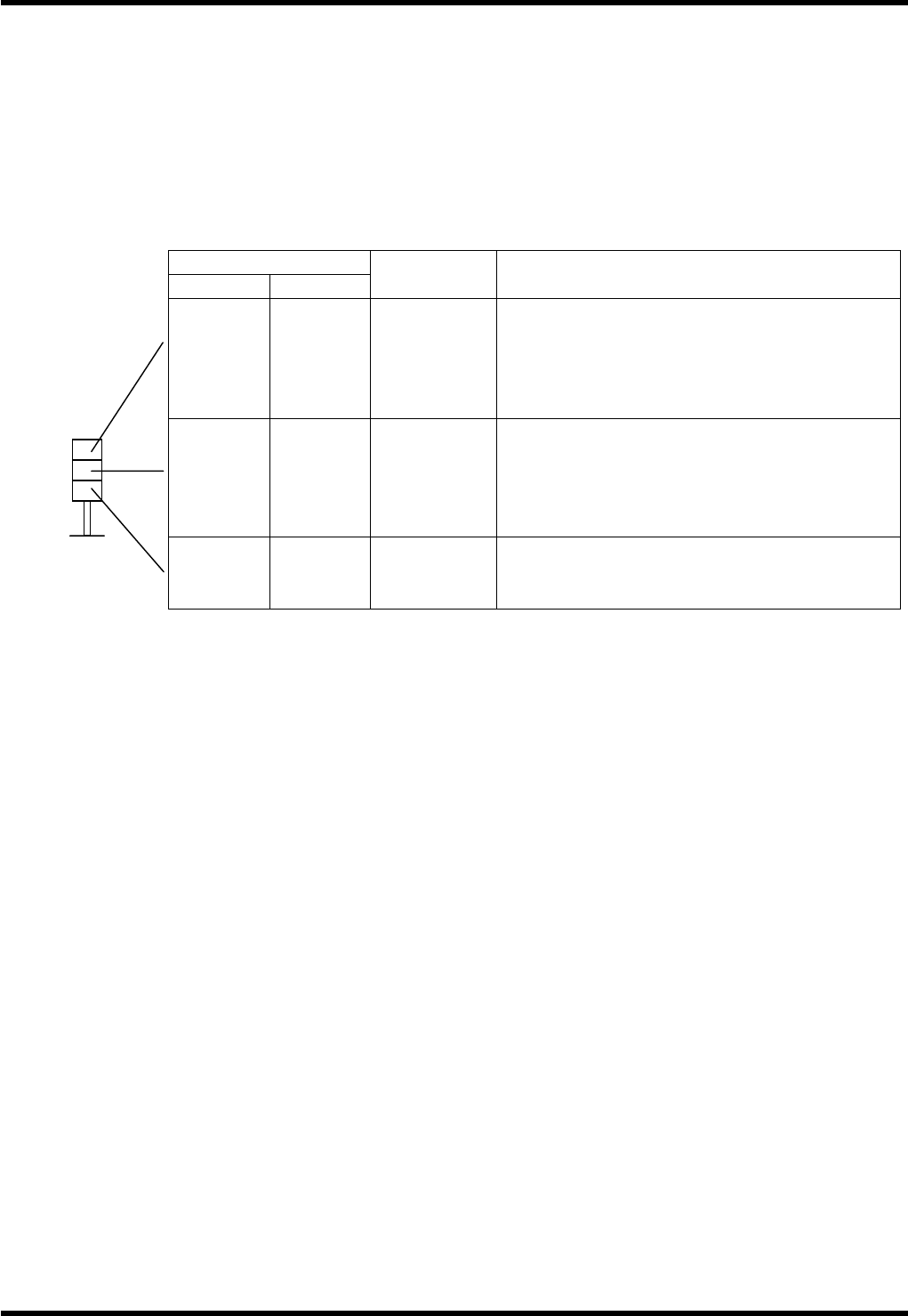
信号塔
信号灯的显示颜色
国内 国外
分类 亮灯标准
红色 黄色 错误停止 发生错误,机器停止时亮灯
吸附、上载导轨、识别错误发生后亮灯
元件用完停止发生后闪烁
机器停止、需操作员操作、不能自动恢复错误解除
后,因复位而关灯
黄色 白色 预告 机器虽然处于运转中,但有机器停止预告时则亮灯
若发生了元件用完预告,则闪烁
若发生了基板到达等待,则亮灯
机器因继续、需操作员操作 (元件补给)
预告条件解除而自动关灯或因复位而关灯
绿色 绿色 运行中 在 AUTO 状态下进行生产运转时亮灯
机器停止时关灯
信号灯红灯亮时,绿灯灭
若亮灯 / 闪烁模式同时发生,则亮灯优先。