参 考 手 册.pdf - 第86页
BM123 参考手册 5.2 机器 参数的设定 E36RCC-60- 020-A0 5.2-3 5.2.2 [Timer] ( 定时器 ) 上载导轨定时器 设定从工作台搬出基板 时所需的最小时间间 隔。 在此时间内,即使在基 板上进行的元件贴装 完成,本机也不会搬 出下一枚基板。 要与其它的机器同步时 ,请根据实际需要进 行设定。 输入范围: 0 ~ 99.9 秒 基板到达等待 上载导轨 这是在可生产的状态下 等待来自上游的基板 时,到…
BM123
参考手册
5.2 机器参数的设定
E36RCC-60-020-A0
5.2-2
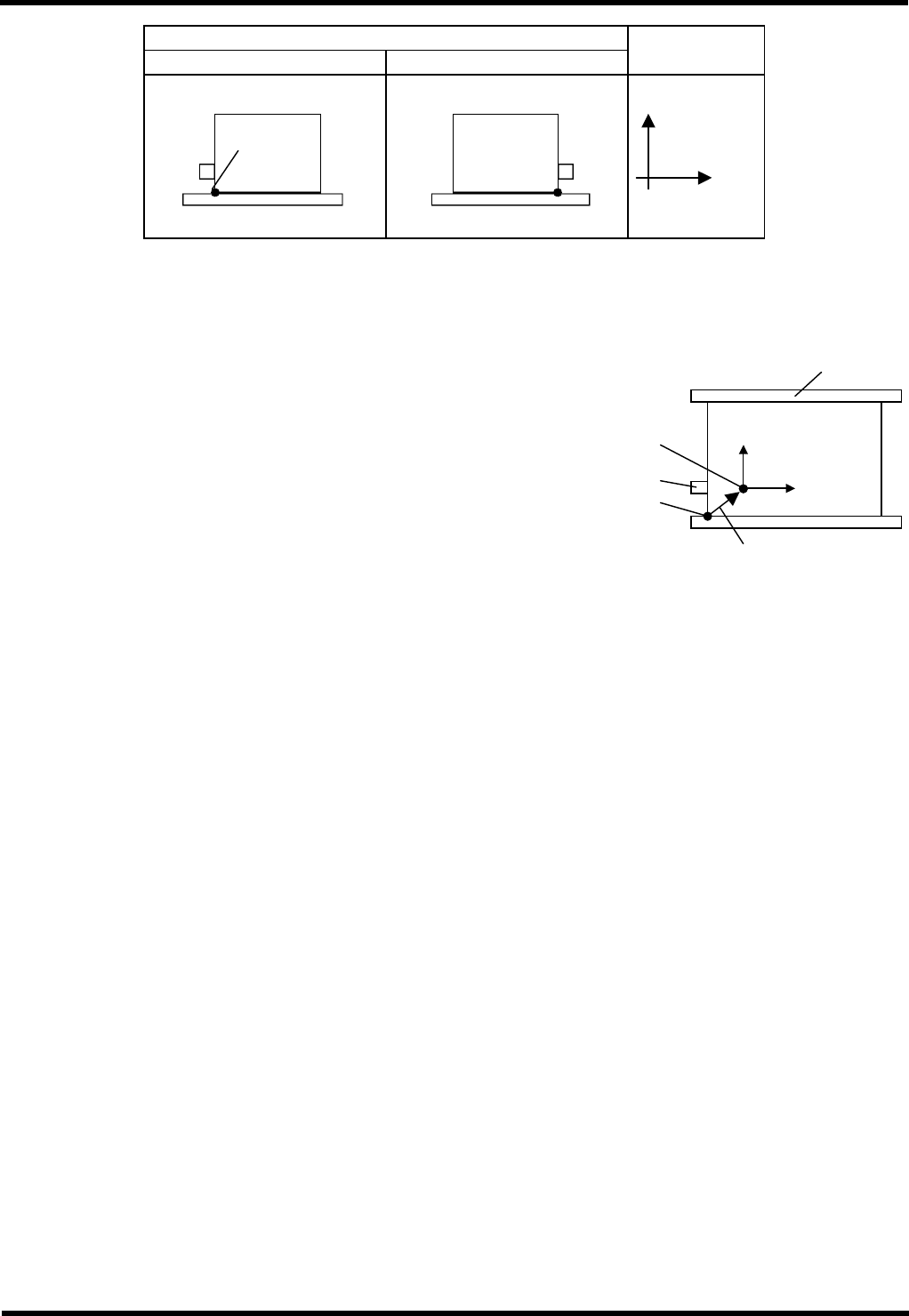
基板止动器位置
左侧 右側
方向
根据 CAD 数据等编制的品种程序的 NC 数据原点 (基板原点) 与基板基准位置不一致时,其差距部分作
为程序偏移加以补正。
=提示=
现有机种的程序偏移一直以来都是用于基板原点和设备
坐标原点间偏差的修正。
因本机对偏移的定义与其它机种不同,所以使用本机以
外机种的程序时,需对偏移进行调整。
== 关于偏移的详细,请参照 ‘Prg. / 品种程序的编制 / NC 数据部的设定项目’。
== 关于偏移示教,请参照 ‘Prg. / 数据调整 / 程序偏移’。
+Y:内
+X:右
止动器
固定导轨
基板基准位置
X
Y
止动器
导轨
基板基准位置
基板
基板原点
程序偏移
BM123
参考手册
5.2 机器参数的设定
E36RCC-60-020-A0
5.2-3
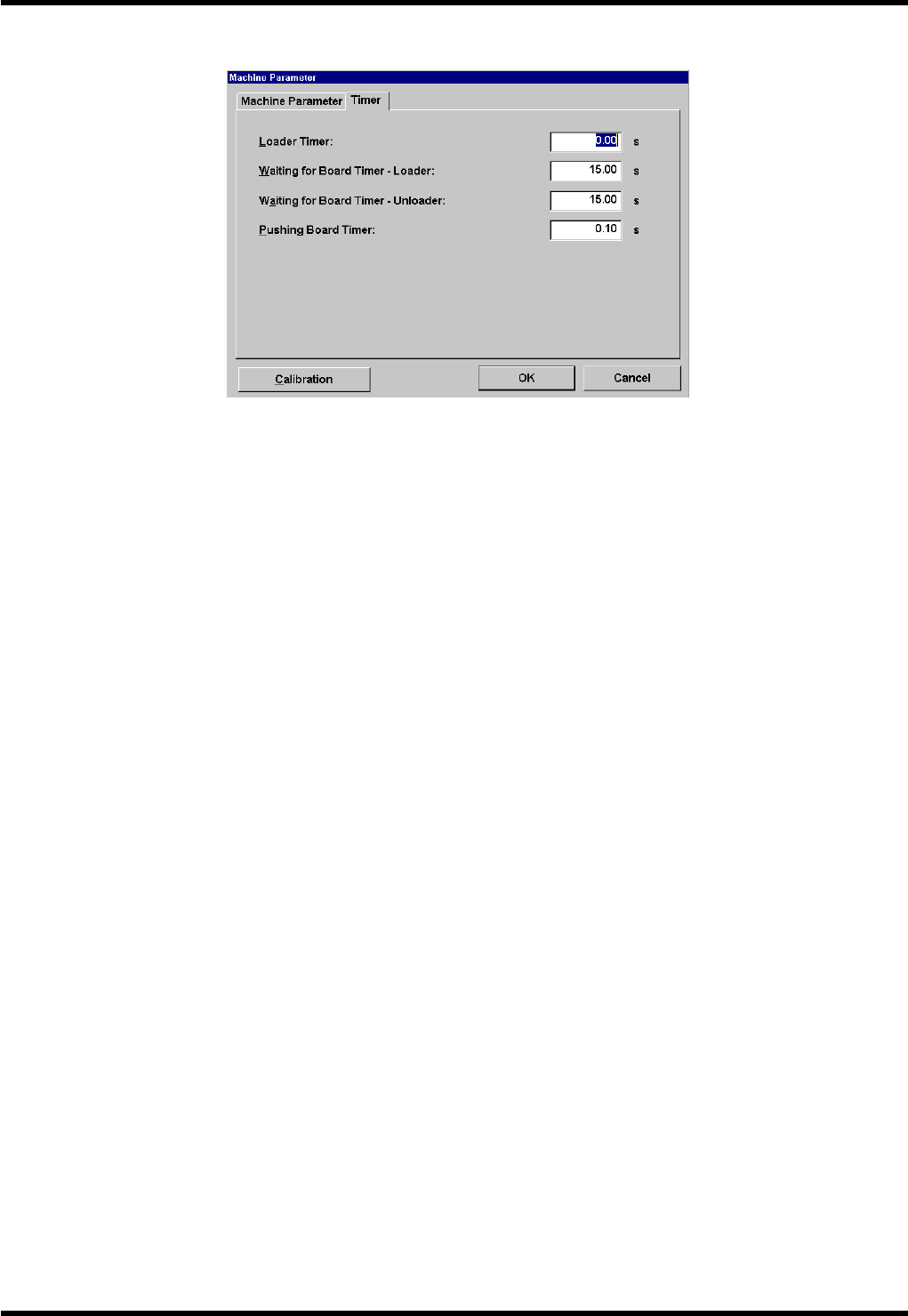
5.2.2 [Timer] (定时器)
上载导轨定时器
设定从工作台搬出基板时所需的最小时间间隔。
在此时间内,即使在基板上进行的元件贴装完成,本机也不会搬出下一枚基板。
要与其它的机器同步时,请根据实际需要进行设定。
输入范围:0 ~ 99.9 秒
基板到达等待 上载导轨
这是在可生产的状态下等待来自上游的基板时,到达设为基板等待错误为止所需的时间。
若超过了此设定时间,则作为基板等待错误加以显示并计测时间。
输入范围:0 ~ 99.9 秒
基板搬出等待 下载导轨
这是在等待向下游设备搬出基板时,到达设为基板等待错误为止所需的时间。
若超过了此设定时间,则作为基板等待错误加以显示并计测时间。
输入范围:0 ~ 99.9 秒
基板搬入按压
这是基板检测传感器置于 ON 后,直到传送带停止为止所需的时间。
基板在止动器前面停止时,请将数值增大。
基板因接触到止动器而导致反弹时,请将数值缩小。
有时会因基板尺寸或重量等的影响而导致最合适的数值发生改变,届时请根据所使用基板的情况进行调
整。
输入范围:0 ~ 99.9 秒
=提示=
因基板偏移而导致容易发生标记识别错误时,请与运转选项的标记螺旋状搜索一并使用。 (== ‘Ope. /
各种功能 / 运转选择’)
BM123
参考手册
5.2 机器参数的设定
E36RCC-60-020-A0
5.2-4
主基板
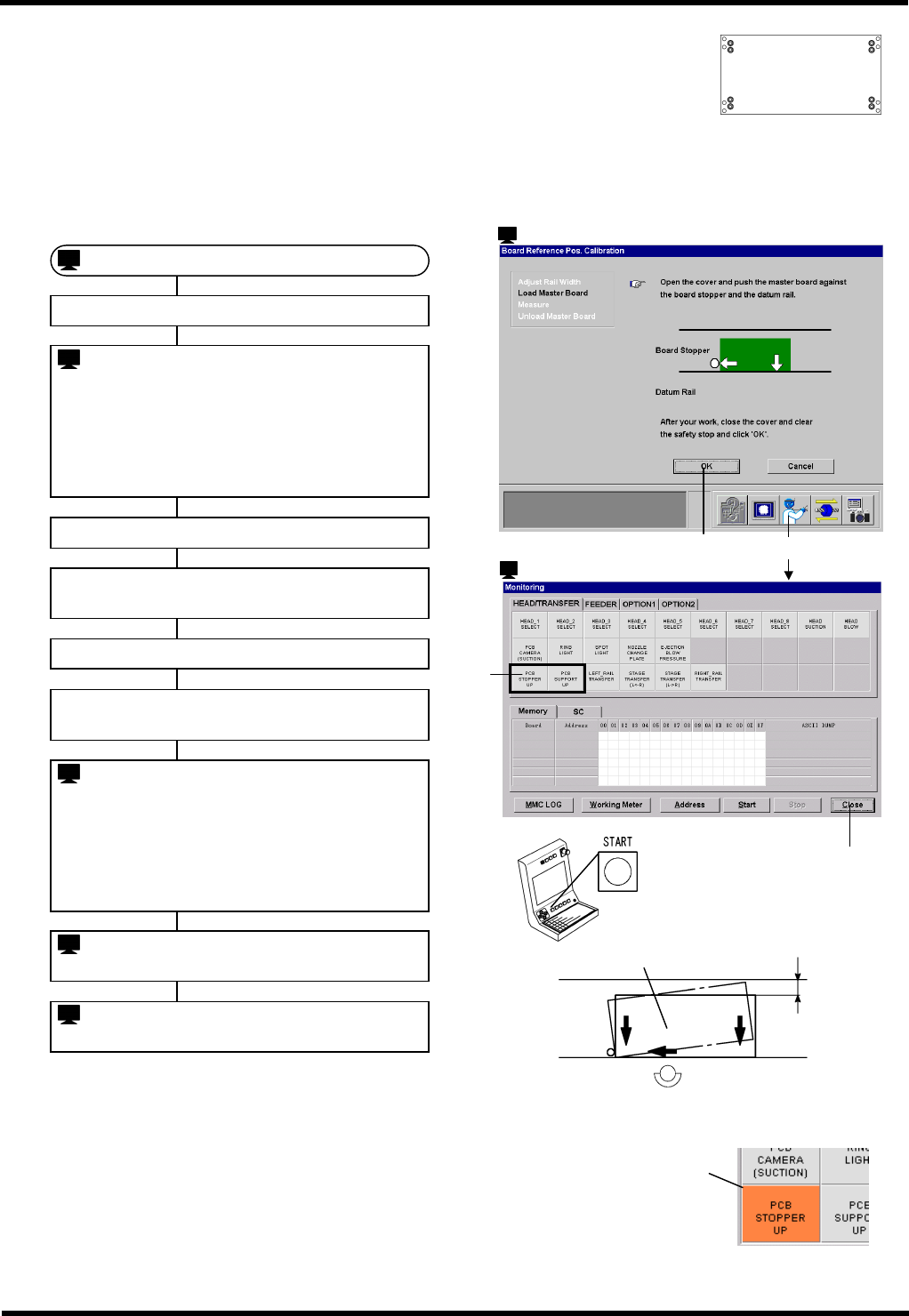
5.2.3 基板基准位置校准
使用主基板 (选购件),对机器的原点位置进行调整。
计测并更新基板基准位置。
基板的设置方法
如果持续进行校准,将会显示作业指示画面,以使基板能得以正确设置。
请根据以下步骤设置基板。
此时,若基板处于倾斜状态,则会登录错误数据。
=提示= 1
按下的按钮颜色将变为橙色。
1.
:<Monitoring> (监视)
:‘Load Master Board’ (基板设置指示)
:‘Monitoring’ (监视)
2.
将 <PCB SUPPORT UP> (基板支撑系统上
升) 置于 OFF,使支撑板下降。
将 <PCB STOPPER UP> (基板止动器上
升) 置于 ON,使止动器上升。
3.
打开盖。
4.
正确设置基板。
5.
关闭盖。
6.
<START>
解除安全停止。
:‘Monitoring’ (监视)
8.
<Close> (关闭)
:‘Load Master Board’ (基板设置指示)
9.
<OK>
:‘Monitoring’ (监视)
7.
将 <PCB SUPPORT UP> (基板支撑系统上
升) 置于 ON,使支撑板上升。
将 <PCB STOPPER UP> (基板止动器上
升) 置于 OFF,使止动器下降。
=提示= 1
1 ㎜以内
止动器
前侧固定导轨
4.
6.
: ‘Load Master Board’ (基板设置指示)
1.
9.
: <Monitoring> (监视)
2., 7.
8.
ON