参 考 手 册.pdf - 第59页
BM123 参考手册 3.3 实装 信息、吸嘴信息、 元件信息 E36RCC-24- 030-A0 3.3-4
BM123
参考手册
3.3 实装信息、吸嘴信息、元件信息
E36RCC-24-030-A0
3.3-3
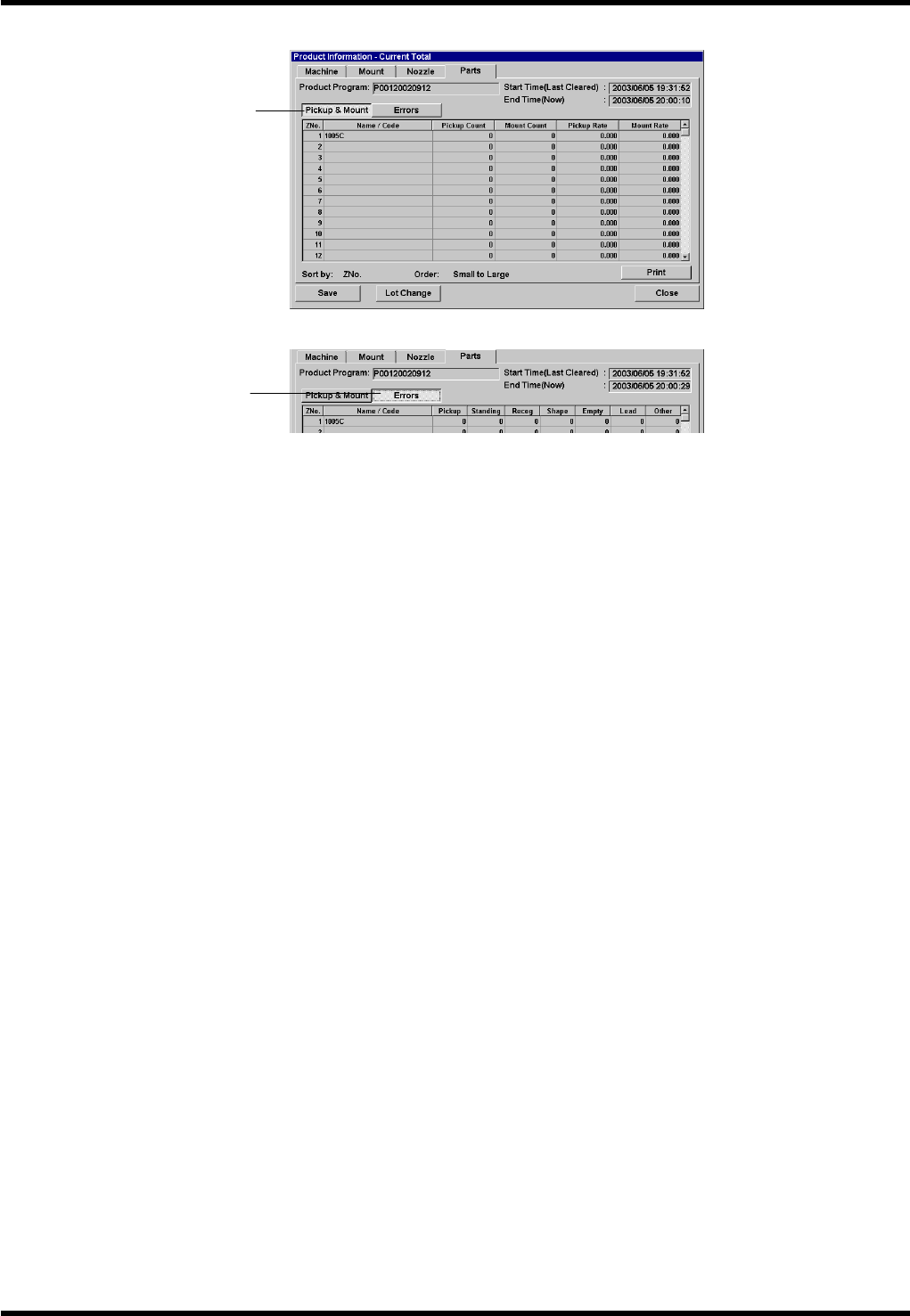
3.3.3 元件信息
1. <Pick Up Count> (使用次数)
以 ‘ZNo.’ (元件供给部号码) 为单位显示下列数据。
元件名称 / 代码
吸附次数
贴装次数
吸附率
贴装率
2. <Errors> (错误次数)
以 “ZNo.” (元件供给部号码) 为单位显示下列数据。
元件名称 / 代码
吸附:吸附错误次数
立式吸附:立式吸附错误次数
识别:元件识别错误次数
形状:元件识形状错误次数
元件用完:元件用完的次数
引线浮起:引线浮起的错误次数
在本机上因不检测引线浮起,所以不进行统计。
其它:其它错误次数
1.
2.
BM123
参考手册
3.3 实装信息、吸嘴信息、元件信息
E36RCC-24-030-A0
3.3-4
BM123
参考手册
3.4 预测信息
E36RCC-24-070-A0
3.4-1
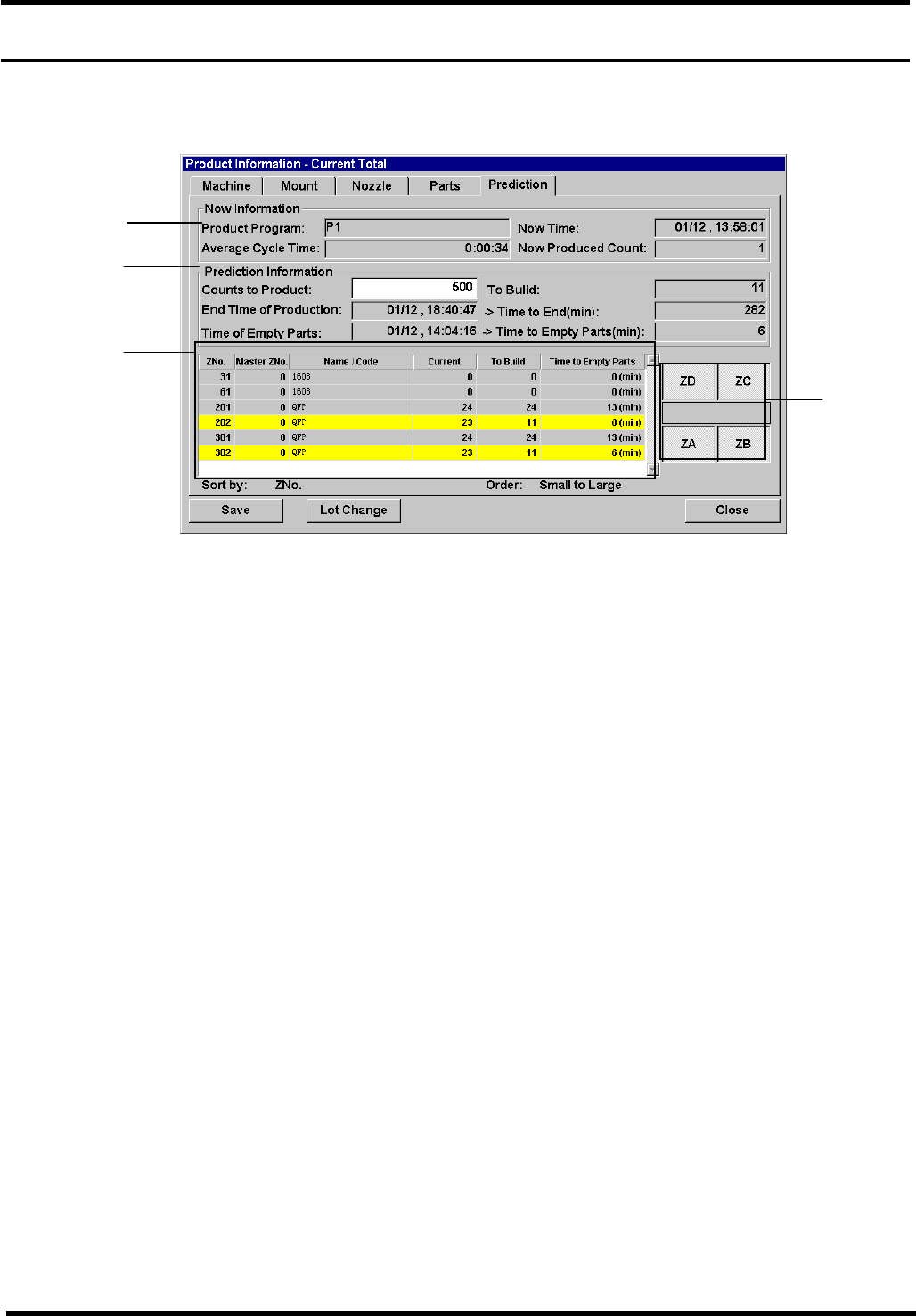
3.4. 预测信息
E36RCC-24-070-A0
根据 [Machine] (运转信息) 的生产次数和时间信息算出每 1 枚基板的平均生产时间,并对生产结束或元件用完
发生时间相关的信息进行合计,所得出的结果即为 [Prediction] (预测信息)。
1. 当前信息
生产品种
显示当前选择的品种程序的名称。
当前时刻
当前的时刻以下列格式显示。
<Format> (格式) MM / DD, HH : mm : ss (MM:月、DD:日、HH:时间、mm:分、ss:秒)
平均生产时间
显示当前正在生产的品种程序中每枚的生产时间 (平均)。
平均生产时间 = (运转时间 + 基板等待时间) / 生产枚数
<Format> (格式) HH : mm : ss (HH:小时、mm:分、ss:秒)
=提示=
生产枚数为 0 枚时,则显示为 ‘Measuring’ (计测中)。
当前生产枚数
显示直到当前为止所生产出的基板枚数。
2. 预测信息
预测生产枚数
输入直到生产结束时间 (预测生产枚数结束时刻) 为止将会生产出的枚数。
=提示=
在品种切换时,将 ‘品种选择’ 的画面中设定的生产预定枚数作为初始值。
== 关于品种选择,请参照 ‘Ope. / 生产步骤 / 品种切换’ 。
可生产枚数
根据当前的元件余数,显示可生产的枚数。
=提示=
未设定有元件枚数时,通常显示为 ‘0’。
== 关于元件余数,请参照 ‘Ope. / 各种功能 / 余数设定’ 。
1.
2.
3.
4.