参 考 手 册.pdf - 第93页
BM123 参考手册 5.3 运转 条件数据的设定 E36RCC-60- 270-A0 5.3-4 5.3.2 [Condition 2] ( 运转条件 2) 使用备用供料器时、 元件交换完成后 本机仅能对供料器进行 设定。 以主供料器进行生产 元件交换结束后,返回 到主 ZNo. 的供给部继续进行 生产。 以备用供料器继续生产 元件交换结束后,不返 回主 Zno. 的供给部, 以备用供料器继续进 行生产。 如果最后备用的元件也 用…

BM123
参考手册
5.3 运转条件数据的设定
E36RCC-60-270-A0
5.3-3
恢复次数
再次吸附次数
这是在发生吸附错误和识别错误时,进行再次试吸附的次数。
当 ‘Re-Pickup’ (再吸附次数) 小于 ‘Continuous Pickup Error’ (连续吸附错误) 时,在同一个 Z 编号中如
果连续发生吸附错误,则以吸附错误方式停止。为 0 时不进行再次吸附。
输入范围:0 ~ 5 次
连续吸附错误
这是当同一个 Z 编号中连续发生吸附错误时,直到被判断为元件用完为止时所发生的次数。
如果超过设定次数,则无视元件余数的数据,均以元件用完的方式停止。
为 0 时不判断为元件用完。
输入范围:0 ~ 5 次
标记识别错误
这是发生了基板标记的识别错误时进行重新识别的次数。
为 0 时不进行再识别。
当标记螺旋状搜索被设定为 <Yes> (有) 时,因会自动进行识别重试,所以本项目的值不会对动作造成影
响。
== 关于螺旋状搜索请参照 ‘Ope. / 各种功能 / 运转选择’。
输入范围:0 ~ 3 次
元件识别错误
这是发生了元件识别错误时进行重新识别的次数。为 0 时不识别。
输入范围:0 ~ 3 次
NG 吸嘴判定时的连续吸附错误次数
这是当同一吸嘴连续发生错误时,直到被判断为吸嘴不良时所发生的次数。
为 0 时不判断为吸嘴不良。
输入范围:0 ~ 5 次
先行直接控制
因本机中不使用,所以不能进行设定。
BM123
参考手册
5.3 运转条件数据的设定
E36RCC-60-270-A0
5.3-4
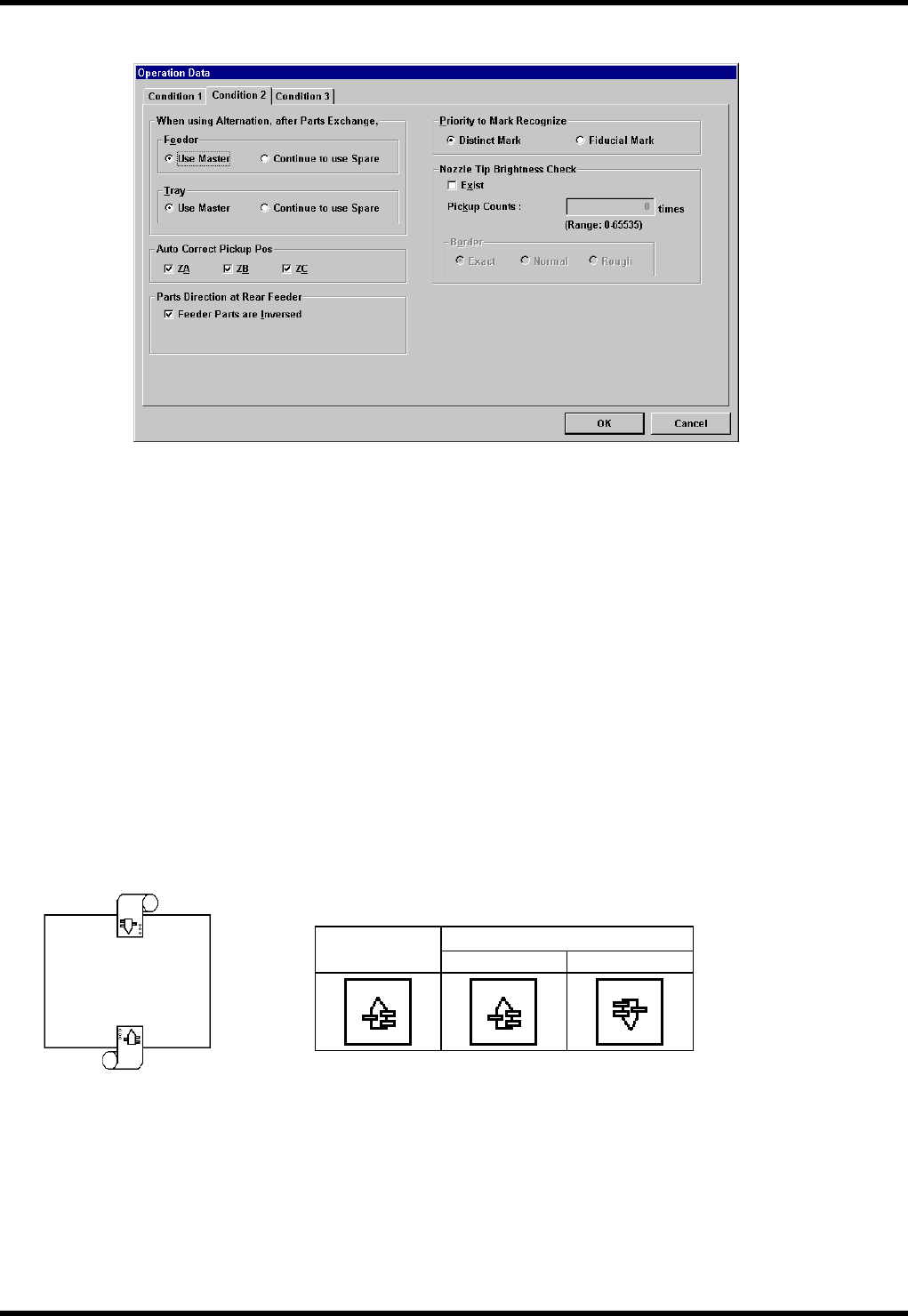
5.3.2 [Condition 2] (运转条件 2)
使用备用供料器时、元件交换完成后
本机仅能对供料器进行设定。
以主供料器进行生产
元件交换结束后,返回到主 ZNo.的供给部继续进行生产。
以备用供料器继续生产
元件交换结束后,不返回主 Zno.的供给部,以备用供料器继续进行生产。
如果最后备用的元件也用完,需要进行元件交换,则返回主供料器继续进行生产。
自动吸附位置补正
如果吸附位置有偏移,则在进行下一个吸附时,会反馈上一个吸附位置偏移并自动进行补正。
被检查过的供给部变为有效。
后侧供给部元件供给方向
来自后侧供给部的供给角度为 180°。
可共享使用前侧供给部和编带或元件程序库数据。
在 OFF 状态时变为 0°。通常请置于 ON。
识别照相机图像
后元件
前元件
180°ON 180°OFF
优先标记识别
在补正标记和判别标记中指定一个进行优先识别。
如果指定了补正标记,则用补正后的坐标位置对判别标记进行识别。
BM123
参考手册
5.3 运转条件数据的设定
E36RCC-60-270-A0
5.3-5
吸嘴光检查
对芯片用吸嘴 (SA,SX,S,M) 的状态进行确认。
异常时 (吸嘴上有焊料等异物附着,吸嘴发光时) 作为 NG 吸嘴处理。
可在 ‘Exact’ (严格)、‘Normal’ (一般)、‘Rough’ (宽松) 三个阶段中进行设定。
通常请选择 ‘Normal’ (一般)。
如果选择为 ‘Exact’ (严格),则即使有很少的异物附着也能容易地判断为 NG 吸嘴。
在已经吸附了在此设定次数后进行下一次吸附之前,对每个吸嘴的状态进行确认。
=提示=
机种切换后,如果检查出 ‘Yes’ (有),则不管次数的多少,均需在第一次吸附前进行检查。
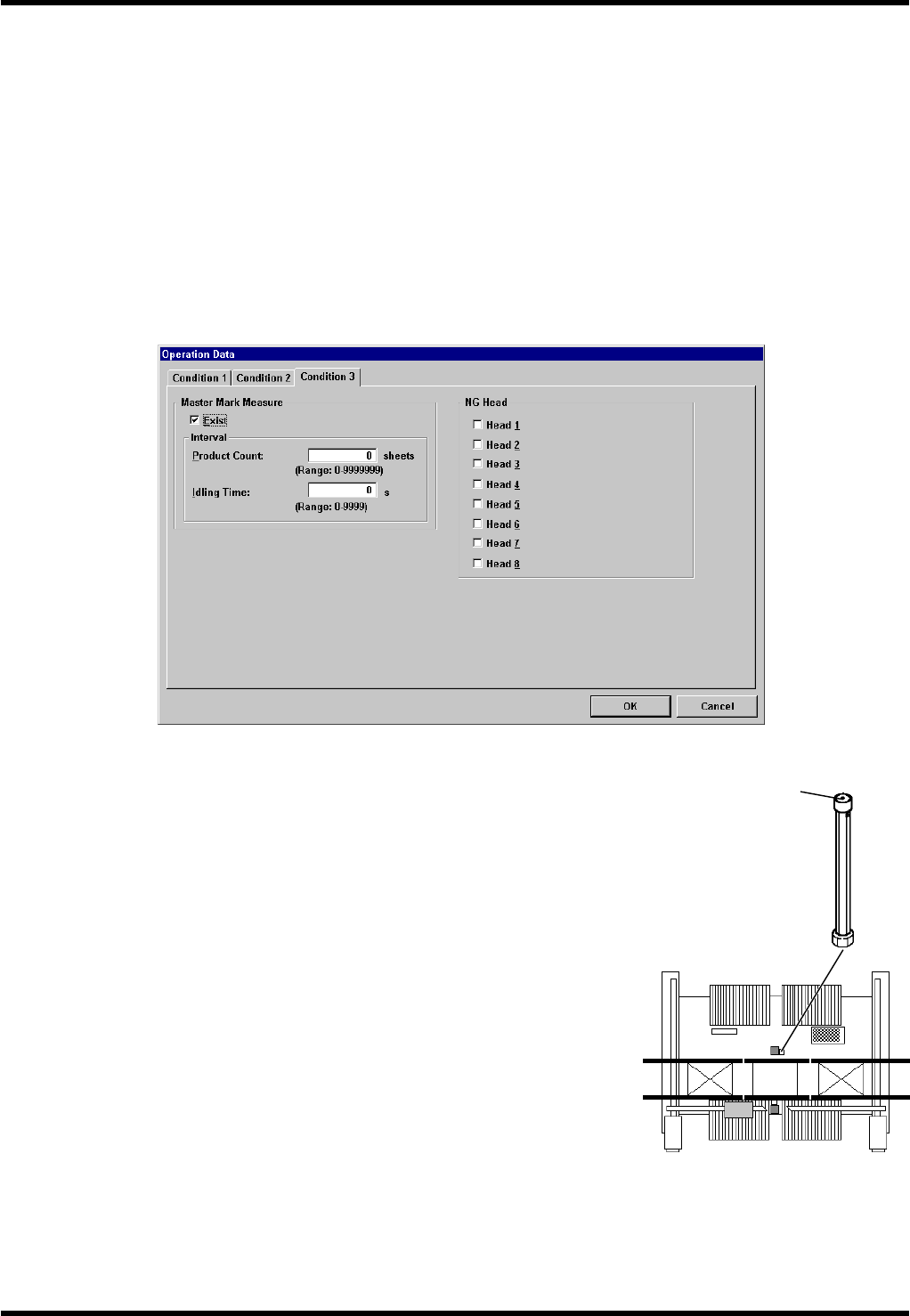
5.3.3 [Condition 3] (运转条件 3)
基准标记计测
为防止因环境变化而造成贴装精度降低而使用。
检查出 ‘Yes’ (有) 后,在设定的计测间隔 (生产枚数、运转停止时间)
与生产开始时对基准标记进行计测。
通常请设定为 ‘Yes’ (有)。
=提示=
即使已设定为 ‘Yes’ (有),如果 ‘Product Count’ (生产枚数)、‘Idling
Time’ (运转停止时间) 为 0,则不进行计测。
请务必对 ‘Product Count’ (生产枚数)、‘Idling Time’ (运转停止时间)
设定数值。
NG 贴装头
对不用于生产的贴装头进行 NG 指定。
=注意=
因该贴装头不动作,所以事前请对该贴装头是否在原点位置进行确
认,然后再进行运转。
基准标记