参 考 手 册.pdf - 第54页
BM123 参考手册 3.2 运转信息 E36RCC-24- 020-A0 3.2-1 3.2. 运转信息 E36RCC-24-020-A0 3.2.1 运转信息 1. 生产枚数: 生产基板枚数 已生产的基板枚数。 预定枚数 ( 只显示生产 品种 ) 预定生产的基板枚数。 显示在品种程序 选择的 ‘Plan ’ ( 生产预定枚 数 ) 上输入 的数值。 生产回路数 已生产的回路数。 = 提示 = 生产在程序运转过程中 停止时 生产基板枚…
BM123
参考手册
3.1 概要
E36RCC-24-010-A0
3.1-4
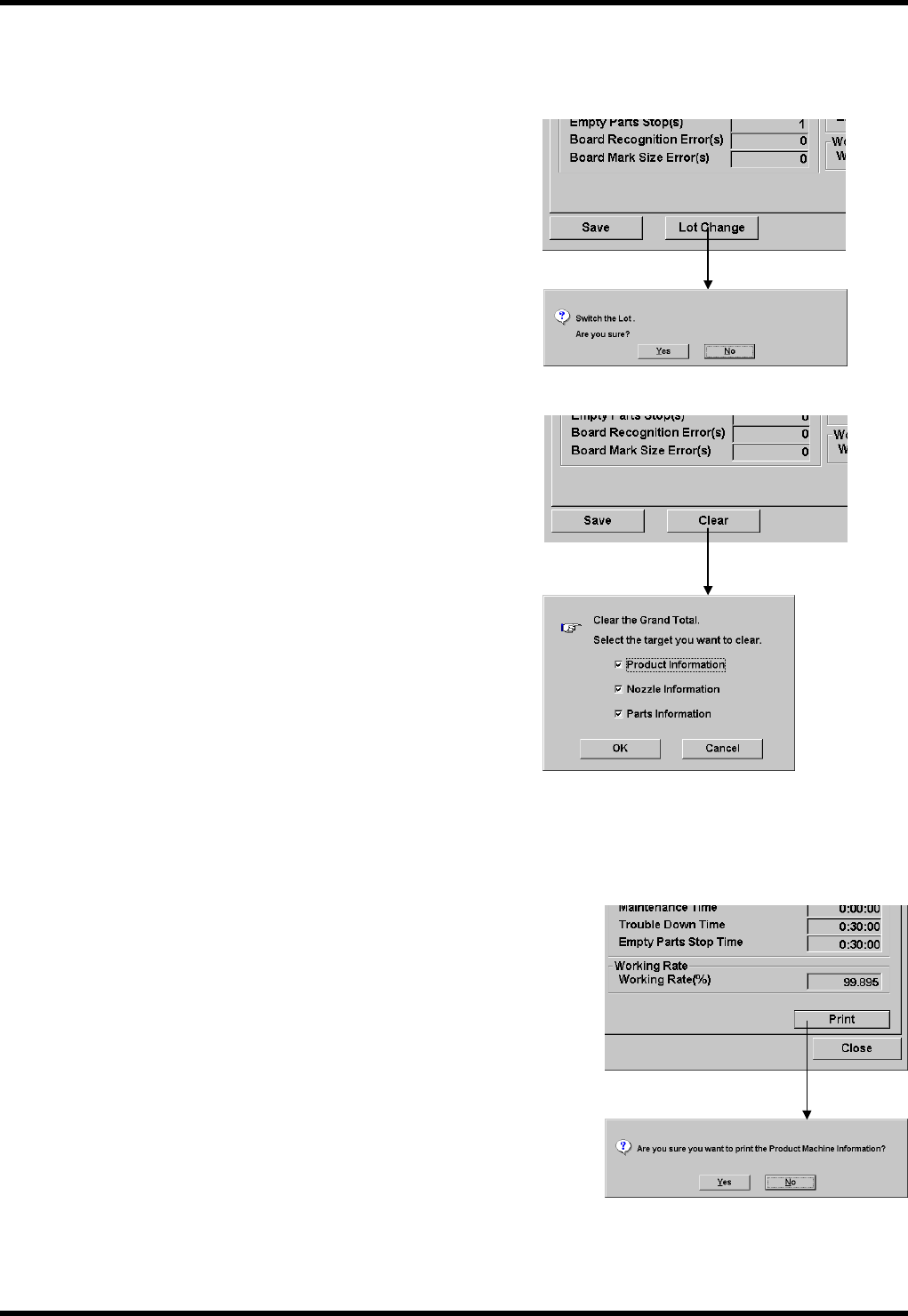
3.1.5 数据的清除
在 ‘Current Product’ (生产品种) 画面和 ‘Machine Total’ (设备累计) 画面上,选择清除对象数据的方法各不相
同。
生产品种
用 <批量切换> (Lot Change) 选择。
可将与生产品种有关的所有信息全部清除。
设备累计时
用 <Clear> (清除) 进行。
选择清除数据后按 <OK>。
3.1.6 数据的打印
本功能为选项。
无打印功能 (选项) 时不显示。
在 ‘生产品种’ 画面和 ‘设备累计’ 画面上,除 [Prediction] (预测信息)
外的所有选项卡均显示为 <Print> (打印),此时可打印信息。
错误记录中没有打印功能。
打印选择的选项卡信息。
如果是 [Nozzle] (吸嘴信息) 和 [Parts] (元件信息),则显示在
<Pickup & Mount> (使用次数) / <Error> (错误次数) 之间切换,但不
管显示的是哪个信息,两者均会被打印。
BM123
参考手册
3.2 运转信息
E36RCC-24-020-A0
3.2-1
3.2. 运转信息
E36RCC-24-020-A0
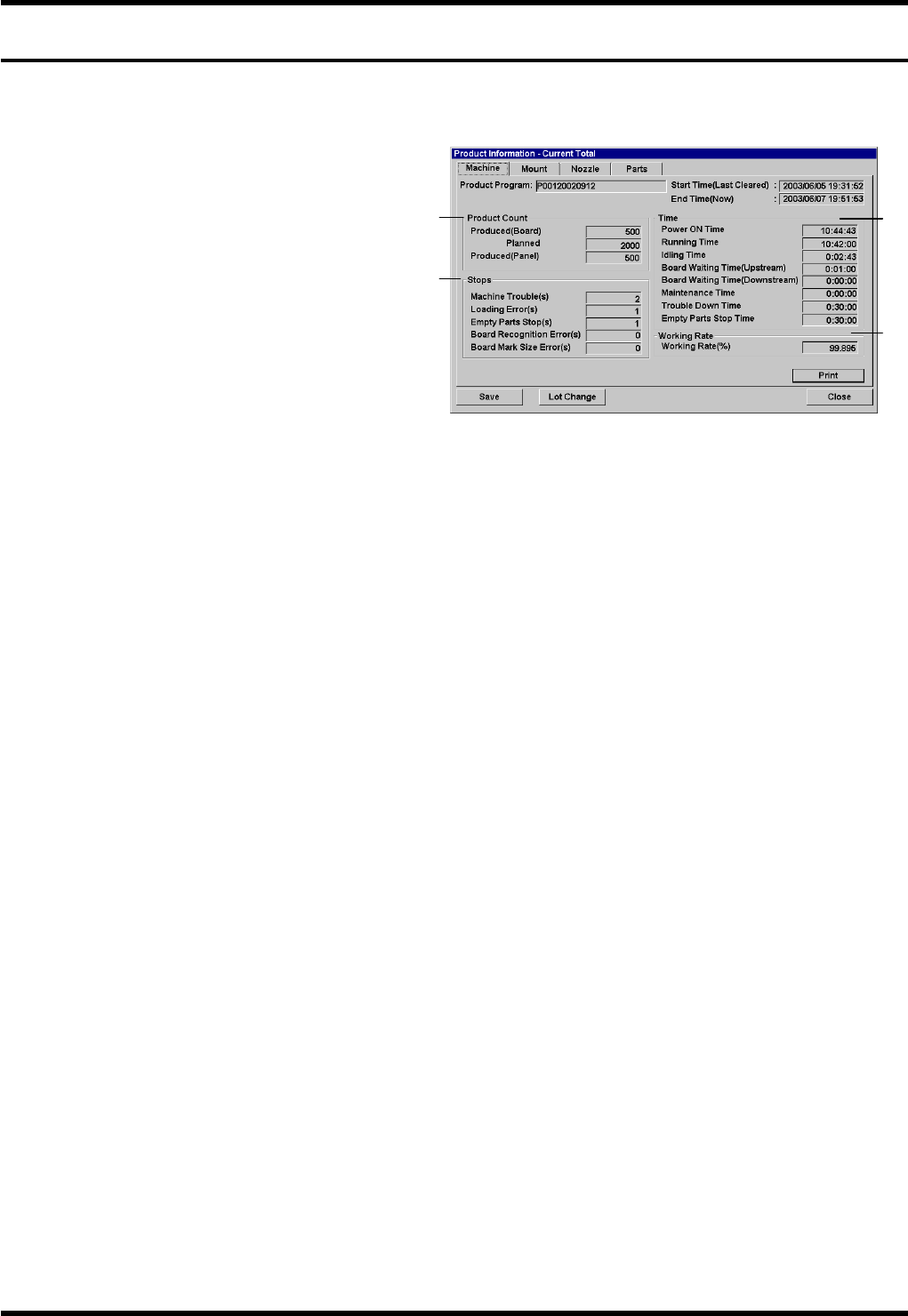
3.2.1 运转信息
1. 生产枚数:
生产基板枚数
已生产的基板枚数。
预定枚数 (只显示生产品种)
预定生产的基板枚数。显示在品种程序
选择的 ‘Plan’ (生产预定枚数) 上输入
的数值。
生产回路数
已生产的回路数。
=提示=
生产在程序运转过程中停止时
生产基板枚数:不包括废弃的基板。
生产回路数:只统计实装完成的图形数。
2. 停止次数:
故障停止次数
设备因错误停止的次数。
只统计在自动运转过程中发生错误时的次数。
即使是在自动模式下,停止时发生的错误次数也不统计。
不包括等待基板、元件用完、吸附错误、识别错误,以及 ‘Start continuous errors’ (开始继续错误)。
搬送错误次数
发生搬送错误的次数。
元件用完停止次数
发生因元件用完而停止的次数。
基板识别错误的次数。
除基板标记尺寸错误之外的基板识别错误的发生次数。
基板标记尺寸错误的次数
发生基板标记尺寸错误的次数
在发生基板标记尺寸错误后仍然继续生产时也将对次数进行统计。
3. 时间信息:
电源 ON 时间
通电的时间合计
运转时间
进行贴装动作的时间合计 (AUTO 模式)
运转准备时间
在通电状态下,机器非故障原因而停止的时间以及 SEMI 模式下的运转时间的合计。
等待基板时间 (上载导轨)
上载导轨的等待基板时间的合计
上、下导轨均等待基板时,将等待基板时间在下载导轨上统计。
等待基板时间 (下载导轨)
下载导轨的等待基板时间的合计
上下导轨均等待基板时,将等待基板时间在下载导轨上统计。
1.
2.
3.
4.
BM123
参考手册
3.2 运转信息
E36RCC-24-020-A0
3.2-2
维护时间
错误信息复位后到重新开始的时间合计
只统计在自动运转过程中发生错误时的时间。
在切换成半自动或手动模式时统计中止。
即使是在自动模式下,停止时发生的错误时间不统计。
维护 SW 与维护中的显示无关。
故障停止时间
在错误状态 (显示错误信息) 下机械停止的时间合计
只统计在自动运转过程中发生错误时的时间。
在切换成半自动或手动模式时统计中止。
即使是在自动模式下,停止时发生的错误时间不统计。
不包括等待基板、元件用完、吸附错误、及识别错误时间。
元件用完的停止时间
自发生元件用完时到重新开始的时间合计
4. 运转率:
运转时间/电源 ON 时间 × 100
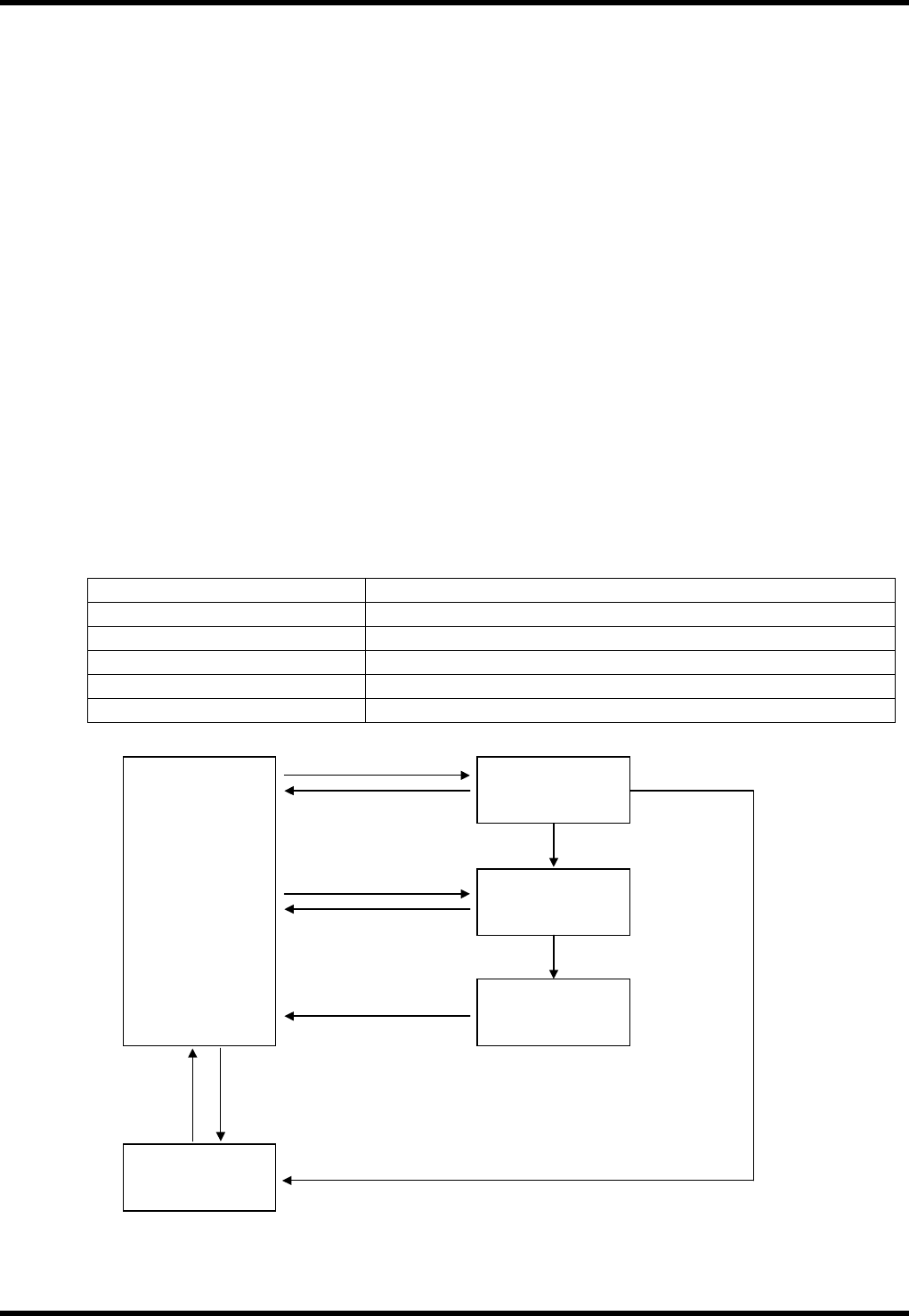
设备的动作状态和需统计的时间
各时间的统计为本机各动作状态的合计时间。
运转模式为 SEMI 或 MANU 时,会被无条件地视作运转准备状态。
动作状态 需统计的时间
运转状态 运转时间
等待基板状态 等待基板时间 (上载导轨) 或等待基板时间 (下载导轨)
故障停止状态 故障停止时间
维护状态 维护时间
运转准备状态 运转准备时间
运转状态 等待基板状态
错误停止
故障停止状态
RESET
维护状态
运转准备状态
等待基板
等待基板解除
STAR
T
正常停止
元件用完
吸附错误
识别错误
错误停止
START
START
RESET