参 考 手 册.pdf - 第62页
BM123 参考手册 3.3 履历信息 E36RCC-24- 040-A0 3.5-1 3.5. 履历信息 E36RCC-24-040-A0 显示品种转换时被保存 的品种信息。 下一个信息将被显示出 来。 品种程序 / 开始时刻 / 结束时刻 / 基板 枚数 / 回路数 / 吸附率 / 贴装率 生产品种信息可用 CSV 格式的数据保存。 选择要保存的履历数据 ,按下 <Sav e> ( 保存 ) 按钮 ‘Sav e Scre…

BM123
参考手册
3.4 预测信息
E36RCC-24-070-A0
3.4-2
预测生产枚数结束时刻
根据预测生产枚数所设定的基板枚数的生产结束时刻由以下格式显示。
预测生产枚数结束时刻 = (预测生产枚数 - 当前生产枚数) × 平均生产时间 + 当前时刻
<Format> (格式) MM / DD, HH : mm : ss (MM:月、DD:日、HH:小时、mm:分、ss:秒)
=提示=
超过 1 个月 (31 日) 时,显示 ‘More than 1 month ahead’ (1 个月以上) 。
平均生产时间处于 ‘Measuring’ (计测中) 或预测生产枚数比当前生产枚数少时,显示 ‘∗∗ / ∗∗, ∗∗∗ : ∗∗ :
∗∗’。
直到结束为止所需的时间 (分)
显示从当前时刻到预测生产枚数结束时刻所需的时间 (以分钟为单位)。
=提示=
300 分钟以上时,显示 ‘More than 300 (min)’ (‘300 (分钟) 以上) 。
平均生产时间处于 ‘Measuring’ (计测中) 或预测生产枚数比当前生产枚数少时,显示 ‘∗∗∗∗∗∗∗’。
预测元件用完时刻
因元件用完而导致生产停止所需的最短时间以下列格式显示。
预测元件用完时刻 = 可生产枚数 × 平均生产时间 + 当前时刻
<Format> (格式) MM / DD, HH : mm : ss (MM:月、DD:日、HH:小时、mm:分、ss:秒)
=提示=
超过 1 个月 (31 日) 时,显示 ‘1 个月以上’ 。
平均生产时间处于 ‘Measuring’ (计测中) 或预测生产枚数比当前生产枚数少时,显示 ‘∗∗ / ∗∗, ∗∗∗ : ∗∗ :
∗∗’。
直到元件用完为止所需的时间 (分钟)
显示从当前时刻到预测元件用完时刻为止所需的时间 (以分钟为单位)。
=提示=
300 分钟以上时,显示 ‘More than 300 (min)’ (‘300 (分钟) 以上)。
平均生产时间处于 ‘Measuring’ (计测中) 或预测生产枚数比当前生产枚数少时,显示 ‘∗∗∗∗∗∗∗’。
3. 供给部信息
以 ‘ZNo. (元件供给编号)’
为单位显示以下数据。
主 Z
元件名称 / 代码
余数
可生产枚数
直到元件用完为止所需的时间
=提示=
‘可能枚数’ 为,在使用当前时刻的 ‘元件余数’ 选定的品种程序中可生产的基板枚数。
不用于生产时,显示为 ‘Not used’ (未使用) 。
‘Time to Empty Parts’ (直到元件用完为止的时间) 的显示内容即用 ‘ZNo.’ 显示的直到发生供给部元件用
完为止的时间 (以分钟为单位) 与 ‘Prediction Information’ (预测信息) 画面中的 ‘Time to Empty Parts
(min)’ (直到元件用完为止的时间 (分钟) ) 的显示内容相同。
根据元件余数,最早发生元件用完的 Z No. 用黄色显示。
因元件用完而导致设备处于停止状态时,其元件用完 Z No.用红色显示。
4. 供给区块
仅显示通过此按钮所选择的区块数据。
BM123
参考手册
3.3 履历信息
E36RCC-24-040-A0
3.5-1
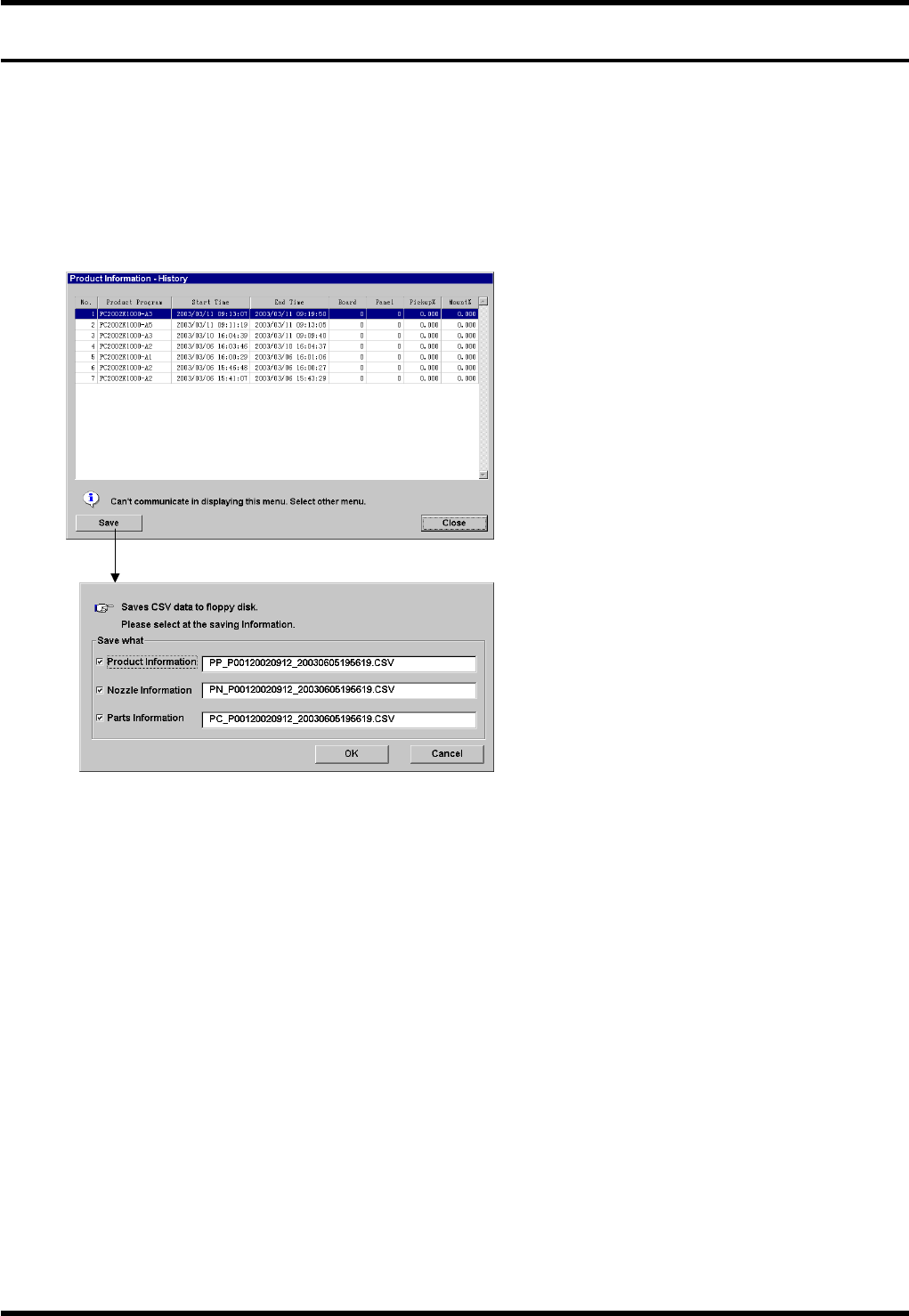
3.5. 履历信息
E36RCC-24-040-A0
显示品种转换时被保存的品种信息。
下一个信息将被显示出来。
品种程序 / 开始时刻 / 结束时刻 / 基板枚数 / 回路数 / 吸附率 / 贴装率
生产品种信息可用 CSV 格式的数据保存。
选择要保存的履历数据,按下 <Save> (保存) 按钮 ‘Save Screen’ (保存面) 即被显示出来。
== 关于保存的方法,请参照 ‘Ref. / 生产管理信息 / 概要’。

BM123
参考手册
3.3 履历信息
E36RCC-24-040-A0
3.5-2