可焊性测试仪标准IPC J-STD-002C CHINESE-2008.pdf - 第12页
1.4 涂覆层耐久性 下列 指 南 确定 了 每 类蒸汽老 化 所 需 要的 保证条 件, 但 并不 是 规范要求( 见 表 1-1 ) 。 涂覆层耐久 性 指 南 描 述了三 种 常 用 的 应用 范 围 ,并 未 包含所有产 品 可能的 具 体 应用条 件。 用户 和 供应商 需 要 就 涂覆层耐久 性的要求 达成一 致 意 见 。对 于锡基涂层 ,第 3 类涂覆层耐 久 性为 其 默认 条 件。 1 类 – 最低⽔平的涂覆层耐久性…

元器件引线、端⼦、焊⽚、接线柱和导线的可焊性测试
1范围
1.1 范围 本标准规定了用于评定电子元器件
引线、端子、实芯导线、多股导线、焊片和接触
片可焊性的测试方法、缺陷定义及验收标准,
并附有相关图表。本标准还包括金属层耐溶蚀
性/退润湿的测试方法。本标准适用于供应商和
用户。
1.2 ⽬的 评定可焊性是为了验证元器件引线
和 端 子的可焊性是否能 满足本标准规定的要
求,而且还要确定贮存对元器件焊接到互连基
板上无不利影响。在制造元器件、用户接收元
器件时、或在组装和焊接前,确定其可焊性。
确定金属层耐溶蚀性是为了验证端子镀层
在整
个组装焊接工艺期间仍能保持其完整性。
1.2.1 应当和应该 “应当”一词用于本文件中
对材料、准备、工艺控制、焊接连接的验收或
测试方法有要求的任何地方。“应该”一词为
推荐性建议,用于反映仅作为指南的常规行业
惯例和程序。
1.2.2 ⽂件优先顺序 在有冲突的情况下,以
如下降序方式明确所采用文件的优先顺序:
1. 用户与供应商协议的采购合同。
2. 反映用户详细要求的设计总图或总组装图。
3. 用户引用或合同协议引用本文件J-STD-002。
4. 客户指定的其他文件。
1.3 测试⽅法分类
本标准描述了评定元器件
引线或端子可焊性所采用的测试方法。除非供
应商和用户双方另有协议,否则,测试A、测试
B、测试C、测试D 和测试S适用于锡铅焊接工
艺,测试A1、测试B1、测试C1、测试D 和测试
S1适用于无铅焊接工艺,上述测试方法作为评
定可焊性的默认方法。
1.3.1 具有外观验收标准的测试
测试A–焊料槽/浸焊观察测试(有引线元器件
和多股导线),锡铅焊料(见4.2.1节)
测试B–焊料槽/浸焊观察测试(无引线元器
件),锡铅焊料(见4.2.2节)
测试C–缠绕导线测试(焊片、接触片、钩形引
线和塔形接线柱),锡铅焊料(见4.2.3节)
测试D–金属层耐溶蚀性/退润湿测试,锡铅焊
料和无铅焊料(见4.2.4节)
测试S–表面贴装工艺模拟测试,锡铅焊料(见
4.2.5节)
测试A1 – 焊料槽/浸焊观察测试(有引线元器件
和多股导线),无铅焊料(见4.2.6节)
测试B1 – 焊料槽/浸焊观察测试(无引线元器
件),无铅焊料(见4.2.7节)
测试C1 –
缠绕导线测试(焊片、接触片、钩形
引线和塔形接线柱),无铅焊料(见4.2.8节)
测试S1 – 表面贴装工艺模拟测试,无铅焊料(见
4.2.9节)
1.3.2 ⼒度测量测试
测试E–润湿称量焊料槽测试(有引线元器
件),锡铅焊料(见4.3.1节)
测试F–润湿称量焊料槽测试(无引线元器
件),锡铅焊料(见4.3.2节)
测试G–润湿称量焊球测试,锡铅焊料(见4.3.3
节)
测试E1 – 润湿称量焊料槽测试(有引线元器
件),无铅焊料(见4.3.4节)
测试F1 –
润湿称量焊料槽测试(无引线元器
件)无铅焊料(见4.3.5节)
测试G1 – 润湿称量焊球测试 无铅焊料(见4.3.6
节)
这些测试方法(1.3.2)仅限用于评估。所收集
的数据应该提交至IPC润湿称量任务组,以便进
行对比和分析。在用户和供应商之间没有协议
的情况下,不应当将测试E、F、G、E1、F1和G1
用作验收/拒收标准。
2008年11月 IPC/ECA J-STD-002C附修订本1
1
1.4 涂覆层耐久性 下列指南确定了每类蒸汽老
化所需要的保证条件,但并不是规范要求(见表
1-1)。涂覆层耐久性指南描述了三种常用的应用
范围,并未 包含所有产品可能的具体 应用条
件。用户和供应商需要就涂覆层耐久性的要求
达成一致意见。对于锡基涂层,第3类涂覆层耐
久性为其默认条件。
1类–最低⽔平的涂覆层耐久性 从测试时算起
在短期内(如:最多6个月)将被焊接的表面,其
可能会暴露于最低程度的热环境中。(见5.6节
)
2类–典型涂覆层耐久性 从测试时算起经过一
定时间后将被焊接的表面,其在焊接前可能会
暴露于有限的热环境中。(见5.6节)
3类–最⾼⽔平的涂覆层耐久性(锡基涂层默认
类别) 贮存时间超过6个月或者是多次暴露于热
环境下其可焊性可能会下降的表面(见5.6节)。
1.5 ⽤于测试A、B、C、A1、B1和C1的仲裁验
证浸焊 当端子的浸入部分呈现出异常现象,如
表面粗糙或残渣或不当的焊料浸入诱发的异常
现象,有必要对这些可疑的异常现象进行仲裁验
证浸焊。重新
检验后,如果异常现象消失的话,
不可将这种异常现象确认为可拒收的外观表面
缺陷。如果这种异常现象仍存在,无论面积大
小,都应当将其归类为拒收的可焊性缺陷。这
一步骤只可用于每批产品的一个元器件。连续
要求采用仲裁验证浸焊步骤,说明不是测试步
骤、检查分析不当,就是元器件质量差。
1.6 限制 本标准不应当作为引线和端子预上
锡的生产步骤。元器件的可焊性测试是
一种破
坏性测试,而且被测元器件不应该用于功能性
的电气评定。可焊性测试后的元器件的使用只
应当由用户与供应商协商确定(AABUS)。
1.7 合同协议 如果规定的测试参数不合适或
不充分,供应商和用户双方可协商选用替代参
数。
2 引⽤⽂件
下列文件的现行有效版本构成本文件在此限定
范围内的组成部分。
2.1 ⾏业标准
2.1.1 IPC
1
IPC-T-50 电子电路互连与封装术语及定义
IPC-TR-464 用于可焊性评估的加速老化及附录
J-STD-004 助焊剂要求
J-STD-005 焊膏要求
J-STD-006 电子焊接领域电子级焊料合金及
含有助焊剂与不含助焊剂的固体焊料的要求
IPC-TM-650 测试方法手册
2.1.2 国际电⼯委员会
2
IEC 60068-2-69 环境测试-第2-69部分:测
试-测试Te:表面贴装电子元器件(SMD)的
可焊性测试——润湿称量方法。
2.2 政府
2.2.1 联邦
(CID) A-A-59551 导线、电气、铜(非绝缘)
3要求
3.1 术语及定义 本文件所适用的术语和定义
均应当符合IPC-T-50。本标准中标有星号(*)
的术语直接引自IPC-T-50。
退润湿* 熔融焊料涂覆在金属表面上然后焊料
回缩,导致形成由焊料薄膜覆盖且未暴露金属
基材的区域分隔开的不规则焊料堆的状况。
元器件⾦属层溶蚀(浸析): 浸入熔融焊料后,
金属镀层从金
属基材/基板材料流失或被去除。
平衡润湿: 润湿力与重力达到平衡时的润湿
程度。
1. www.ipc.org
2. www.iec.ch
表1-1 元器件引线和端⼦的蒸汽⽼化类别
1类 2类 3类
无蒸汽老化要求
蒸汽老化
1h±5min
蒸汽老化
8h±15min
IPC/ECA J-STD-002C附修订本1 2008年11月
2
注: 当润湿称量曲线平展开,斜率为零时就会
显示出这种润湿(见图4-10)。
不润湿,焊料* 熔融的焊料部分附着于它所接
触的表面,同时暴露出一些金属基材。
针孔* 完全穿透一层材料形成小孔形式的缺
陷。
可焊性* 金属被熔融焊料润湿的能力。
焊接连接针孔* 由焊料连接表面渗入到焊接连
接内尺寸不定的空洞内的小孔。
焊料润湿* 焊料在金属基材上形成相对均匀、
光滑、连续
的附着膜。
3.2 材料 所有的化学材料均应当为商用级或
更好。为了防止污染,应当经常使用新的溶剂。
3.2.1 焊料 对于锡铅测试,焊料成分应当为
符合J-STD-006要求的Sn60/Pb40或Sn63/Pb37。
测试期间,应当按照3.5.2节的要求维持焊料的
成分及其杂质含量。
测试S中所用的锡铅焊膏成分应当为符合
J-STD-005要求的Sn60/Pb40或Sn63/Pb37,粒度
为-325/+500,助焊剂类型为ROL1。焊膏应当满
足制造商技术规范中的贮存和保质期要求。可
根据用户和供应商的协定在
测试S中使用用户在
具体生产中实际采用的焊膏产品。
对于无铅测试,焊料成分应当为符合J-STD-
006要求的Sn96.5Ag3.0Cu0.5(SAC305),用户
和供应商可协定使用其它无铅焊料合金。
测试S1中所用的无铅焊膏成分应当为符合
J-STD-005要求的Sn96.5Ag3.0Cu0.5(SAC305),
粒度为-325/+500目,助焊剂类型由用户和供应
商协商确定。焊膏应当满足制造商技术规范中
的贮存和保质期要求。用户和供应商可协商使
用其它
无铅焊膏。可根据用户和供应商的协议
在测试S1中使用用户在具体生产中实际采用的
焊膏产品。
3.2.2 助焊剂 锡铅可焊性测试所用助焊剂应当
为1号标准活性松香助焊剂,其成分为:将重量
比为25%±0.5%的松香和重量比为0.15%±0.01%
的二乙胺盐酸盐(CAS 660-68-4)溶解于重量比
为74.85%±0.5%的异丙醇中(见表3-1)。
无铅可焊性测试所用助焊剂应当为2号标准
活性松
香助焊剂,其成分为:将重量比为25%±
0.5%的松香和重量比为0.39%±0.01%的二乙胺盐
酸盐(CAS 660-68-4)溶解于重量比74.61%±0.5%
的异丙醇中(见表3-1)。
附录E为工业测试助焊剂产品生产商名录。
为测试C和C1而制备的标准铜缠绕导线所
用的助焊剂(见3.2.4节)应当符合J-STD-004中
ROL1类型助焊剂的要求。这种助焊剂应当仅限
于制备标准缠绕导线,而不应当用于本标准任
何
方法的可焊性测试。
3.2.2.1 助焊剂的维护 1号和2号标准活性松香
助焊剂不使用时,应当密封贮存,使用8小时后
丢弃;或助焊剂比重应当维持在0.843±0.005,
温度为25±2 ºC[77±3.6 ºF],使用一周后丢弃。
3.2.3 助焊剂去除 在进行可焊性评定之前,
用于清洗引线和端子上助焊剂的材料应当能够
去除可见的助焊剂残留物(见5.4节)。清洗后的
表面不应当有机械损伤。
3.2.4 标准铜缠绕导线 4.2.3.2节中规定的标
准缠绕导线
应当是由符合(CID)A-A-59551要
求的S类、软的或是冷拉退火的未涂覆的材料制
成,并按照下面的工艺制备。
缠绕导线的标称直径应当为0.6mm[0.023in]。缠
绕导线的制备过程应当如下:
a. 拉直导线,并将导线切割成适宜长度(最短
为50mm[1.9in])。
b. 浸入适当清洗剂(例如;异丙醇)中2分钟,
以去除油脂。
c. 在室温下,在含有氟硼酸10%HBF
4
(体积)
的水中清洗5分钟,同时进行搅拌。操作时要
小心。
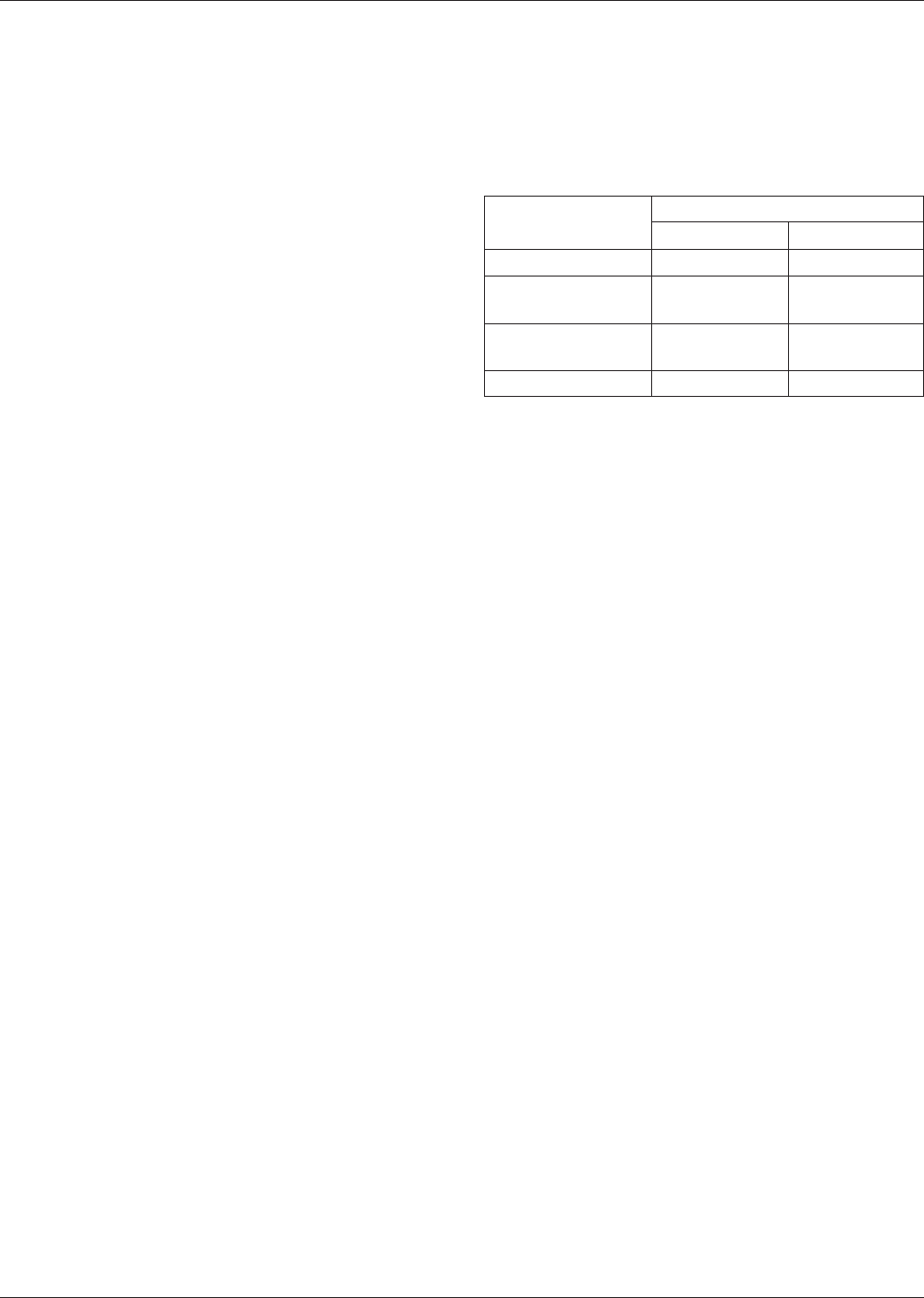
表3-1 助焊剂成分
构成
成分的重量百分⽐
1号助焊剂 2号助焊剂
松香 25±0.5 25±0.5
二乙胺盐酸盐
(CAS 660-68-4)
0.15±0.01 0.39±0.01
异丙醇(IPA)
(CAS67-63-0)
余量 余量
氯当量 0.2 0.5
2008年11月 IPC/ECA J-STD-002C附修订本1
3