可焊性测试仪标准IPC J-STD-002C CHINESE-2008.pdf - 第21页
g. 在 浸入 处理 后 , 应当 使 元 器件在空 气 中 冷 却 。 h. 在 检查前 , 应当 按照 3.2.3 节 要求, 去除 所有 端 子上的可 见 助 焊 剂 残留物 。 4.2.3.4 评定 4.2.3.4.1 放⼤倍数 应当 使用 符 合 3.3.3 节 要 求的 设备 在 10 倍放 大 倍数 下 检查 部件。 4.2.3.4.2 接 受 / 拒 收要求 对 于 焊 片 、 接 触片 、 接线 柱 、 直径 大 于 …
4.2.3 测试C - 锡/铅焊料 - 缠绕导线测试(焊
⽚、接触⽚、端⼦、⼤直径多股导线) 本测试适
用于焊片、接触片、接线柱、直径大于1.016mm
[0.040in]的多股导线和直径大于1.143mm[0.045
in]的实芯导线。
4.2.3.1 仪器
4.2.3.1.1 焊料槽 应当采用满足3.3.2节要求
的焊料槽。焊料应当符合3.2.1节要求。焊料槽
温度和焊料杂质控制应当符合3.5.1节和3.5.2节
要求。
4.2.3.1.2 浸⼊装置 应当使用类似于图4-1所
示的机械或机电浸入装置,除非用户和供应商
之间另有协议。浸入速度、停留时间和提出速
度
都应当保持在4.2.3.3节规定的测试极限值内。
摆动、振动和其它无关的移动应当最小化。
4.2.3.2 准备 应当按照3.4节的要求准备试样。
a. 用于焊片、接触片、接线柱、直径大于1.016
mm[0.040in]的多股导线和直径大于1.143mm
[0.045in]的实芯导线的标准可焊导线,应当
用标准导线缠绕所有试样待测试部分1.5匝。
b. 应当采用如3.2.4节描述的标准缠绕导线的缠
绕方式(备注:a),使导线不会在浸入焊料
期间移动。图4-5至
图4-8所示为这种导线缠
绕方式的实例。
c. 如必要,关于试样待缠绕部分的特殊操作规
程应当在单独的技术规范中规定。
d. 对于为连接直径小于0.6mm[0.024in]导线而设
计的焊片和接触片,3.2.4节中规定的标准铜
缠绕导线的尺寸应当与为焊片和接触片设计
的导线尺寸相同。
4.2.3.3 程序
a. 助焊剂应当置于室温下,且应当符合3.2.2节
要求。
b. 端子应当浸入助焊剂中,浸入深度至少要覆
盖待测试表面。
c. 待测试的表面浸入焊料中的
时间应当为5-10
秒,并应当沥干10-60秒。
d. 应当彻底去除熔融焊料表面的浮渣和助焊剂
焦渣,之后立即将端子浸入焊料。
e. 浸入速度和提出速度为每秒25±6mm[0.984±
0.24in],停留时间为7±0.50秒。
f. 应当将元器件固定于浸入装置中,涂覆有助
焊剂的端子只浸入熔融焊料中一次,浸入深
度应当与4.2.3.3节b点的规定相同。
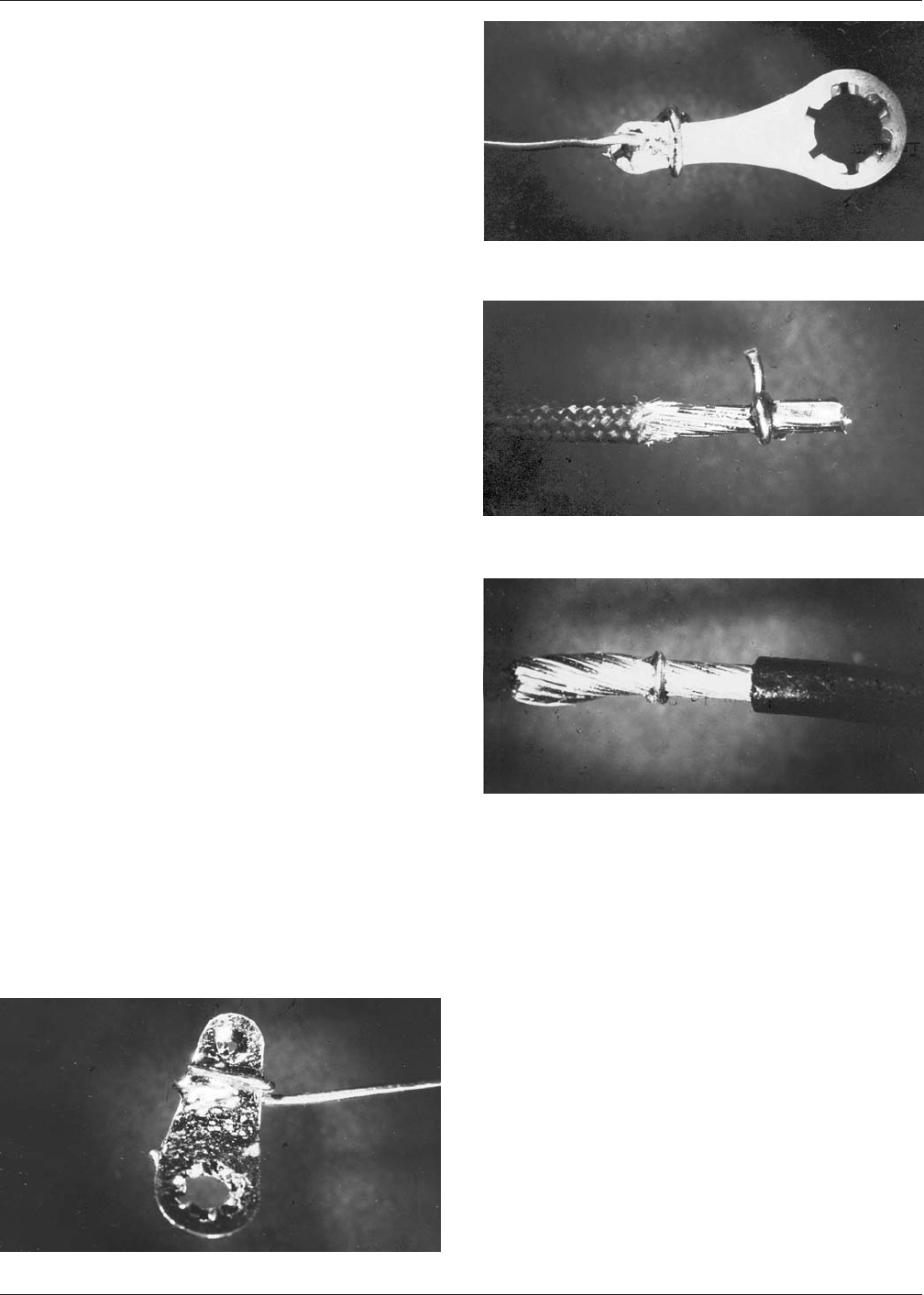
图4-5 可接受的可焊接线柱图
图4-6 不可焊的接线柱图
图4-7 可接受的可焊多股导线图
图4-8 显⽰有不完整填充的部分可焊多股导线图
IPC/ECA J-STD-002C附修订本1 2008年11月
10

g. 在 浸入处理后,应当使 元器件在空气中冷
却。
h. 在检查前,应当按照3.2.3节要求,去除所有
端子上的可见助焊剂残留物。
4.2.3.4 评定
4.2.3.4.1 放⼤倍数 应当使用符合3.3.3节要
求的设备在10倍放大倍数下检查部件。
4.2.3.4.2 接受/拒收要求 对于焊片、接触片、
接线柱 、直径大于1.016mm[0.040in]的多股导
线、直径大于1.143mm[0.045in]的实芯导线,其
可焊性的可接受要求如下:
a. 缠绕导线与端子之间的填充总长度至少有
95%应当与端子表面相切,且无缺陷,如针
孔。
b. 参差不齐或不连贯的切线表明是缺陷。
在有争议的情况下,有缺陷的填充长度百分比应
当通过实际测量来确定。见附录B中的图B-4,
其可作为评估允许的5%缺陷的辅助图。
2008年11月 IPC/ECA J-STD-002C附修订本1
11

4.2.4 测试D - 锡/铅或⽆铅焊料 - ⾦属层耐溶
蚀性测试 本测试是为了揭示由于下列任一情
况是否有可能损失可焊性:
a. 不可焊基材上的金属层溶蚀(显示为润湿性
缺失)或。
b. 金属基材上杂质的累积(显示为退润湿)。
4.2.4.1 仪器
4.2.4.1.1 焊料槽 应当采用满足3.3.2节要求
的焊料槽。焊料应当符合3.2.1节要求。焊料槽
温度和焊料杂质控制应当符合3.5.1节和3.5.2节
要求。
4.2.4.1.2 浸⼊装置 应当使用类似于图4-1所
示的机械或机电浸入装置,除非
用户和供应商
之间另有协议。浸入速度、停留时间和提出速
度都应当保持在4.2.4.3节规定的测试极限值内。
4.2.4.1.3 ⽅位(浸⼊⾓度) 所有元器件应当
采用垂直运动方式浸入,以确保待焊表面完全
浸入焊料。
4.2.4.2 准备 应当按照3.4节的要求准备试样。
4.2.4.3 程序
a. 应当彻底去除熔融焊料表面的浮渣和助焊剂
焦渣,之后立即将端子浸入焊料。
b. 涂覆有助焊剂的元器件金属层只应当浸入熔
融焊料中一次
,浸入深度应当至少能完全覆
盖被测试的端子。
c. 浸入角度应当在20º-45º之间。
d. 浸入速度和提出速度为每秒25±6mm[0.984±
0.24in],停留时间为30±5秒。
4.2.4.4 评定
4.2.4.4.1 放⼤倍数 应当使用符合3.3.3节要求
的设备在10倍放大倍数下检查元器件。对于细
节距端子元器件(0.5mm[0.020in]节距或更小),
检查的放大倍数应当为30倍。
4.2.4.4.2 接受/拒收要求 耐溶蚀性/退润湿的
可接受要求为:可焊金属层暴露于熔融焊料后,
只 应当有
小 于 5%的部分呈现出裸露的底层、
不润湿的金属基材或金属层或陶瓷基板部分。
IPC/ECA J-STD-002C附修订本1 2008年11月
12