可焊性测试仪标准IPC J-STD-002C CHINESE-2008.pdf - 第14页
d. 漂洗 去除 酸 , 步骤 如 下 : 1. 用 常 温水 漂洗两次 ( 去 离 子 水或蒸 馏 水 ) 2. 用 异丙醇漂洗两次 3. 自 然 干燥 。 e. 浸入 J-STD-004 规 定 的 ROL1 类型助 焊 剂 中。 f. 对 于锡铅 焊料, 浸入 245±5 ºC[473±9 ºF] 的 熔融 焊料中 5 秒钟 。对 于 无 铅 焊料, 浸入 255±5 ºC [491±9 ºF] 的 熔融 焊料中 5 秒钟 。 按…
注: 当润湿称量曲线平展开,斜率为零时就会
显示出这种润湿(见图4-10)。
不润湿,焊料* 熔融的焊料部分附着于它所接
触的表面,同时暴露出一些金属基材。
针孔* 完全穿透一层材料形成小孔形式的缺
陷。
可焊性* 金属被熔融焊料润湿的能力。
焊接连接针孔* 由焊料连接表面渗入到焊接连
接内尺寸不定的空洞内的小孔。
焊料润湿* 焊料在金属基材上形成相对均匀、
光滑、连续
的附着膜。
3.2 材料 所有的化学材料均应当为商用级或
更好。为了防止污染,应当经常使用新的溶剂。
3.2.1 焊料 对于锡铅测试,焊料成分应当为
符合J-STD-006要求的Sn60/Pb40或Sn63/Pb37。
测试期间,应当按照3.5.2节的要求维持焊料的
成分及其杂质含量。
测试S中所用的锡铅焊膏成分应当为符合
J-STD-005要求的Sn60/Pb40或Sn63/Pb37,粒度
为-325/+500,助焊剂类型为ROL1。焊膏应当满
足制造商技术规范中的贮存和保质期要求。可
根据用户和供应商的协定在
测试S中使用用户在
具体生产中实际采用的焊膏产品。
对于无铅测试,焊料成分应当为符合J-STD-
006要求的Sn96.5Ag3.0Cu0.5(SAC305),用户
和供应商可协定使用其它无铅焊料合金。
测试S1中所用的无铅焊膏成分应当为符合
J-STD-005要求的Sn96.5Ag3.0Cu0.5(SAC305),
粒度为-325/+500目,助焊剂类型由用户和供应
商协商确定。焊膏应当满足制造商技术规范中
的贮存和保质期要求。用户和供应商可协商使
用其它
无铅焊膏。可根据用户和供应商的协议
在测试S1中使用用户在具体生产中实际采用的
焊膏产品。
3.2.2 助焊剂 锡铅可焊性测试所用助焊剂应当
为1号标准活性松香助焊剂,其成分为:将重量
比为25%±0.5%的松香和重量比为0.15%±0.01%
的二乙胺盐酸盐(CAS 660-68-4)溶解于重量比
为74.85%±0.5%的异丙醇中(见表3-1)。
无铅可焊性测试所用助焊剂应当为2号标准
活性松
香助焊剂,其成分为:将重量比为25%±
0.5%的松香和重量比为0.39%±0.01%的二乙胺盐
酸盐(CAS 660-68-4)溶解于重量比74.61%±0.5%
的异丙醇中(见表3-1)。
附录E为工业测试助焊剂产品生产商名录。
为测试C和C1而制备的标准铜缠绕导线所
用的助焊剂(见3.2.4节)应当符合J-STD-004中
ROL1类型助焊剂的要求。这种助焊剂应当仅限
于制备标准缠绕导线,而不应当用于本标准任
何
方法的可焊性测试。
3.2.2.1 助焊剂的维护 1号和2号标准活性松香
助焊剂不使用时,应当密封贮存,使用8小时后
丢弃;或助焊剂比重应当维持在0.843±0.005,
温度为25±2 ºC[77±3.6 ºF],使用一周后丢弃。
3.2.3 助焊剂去除 在进行可焊性评定之前,
用于清洗引线和端子上助焊剂的材料应当能够
去除可见的助焊剂残留物(见5.4节)。清洗后的
表面不应当有机械损伤。
3.2.4 标准铜缠绕导线 4.2.3.2节中规定的标
准缠绕导线
应当是由符合(CID)A-A-59551要
求的S类、软的或是冷拉退火的未涂覆的材料制
成,并按照下面的工艺制备。
缠绕导线的标称直径应当为0.6mm[0.023in]。缠
绕导线的制备过程应当如下:
a. 拉直导线,并将导线切割成适宜长度(最短
为50mm[1.9in])。
b. 浸入适当清洗剂(例如;异丙醇)中2分钟,
以去除油脂。
c. 在室温下,在含有氟硼酸10%HBF
4
(体积)
的水中清洗5分钟,同时进行搅拌。操作时要
小心。
表3-1 助焊剂成分
构成
成分的重量百分⽐
1号助焊剂 2号助焊剂
松香 25±0.5 25±0.5
二乙胺盐酸盐
(CAS 660-68-4)
0.15±0.01 0.39±0.01
异丙醇(IPA)
(CAS67-63-0)
余量 余量
氯当量 0.2 0.5
2008年11月 IPC/ECA J-STD-002C附修订本1
3
d. 漂洗去除酸,步骤如下:
1. 用常温水漂洗两次(去离子水或蒸馏水)
2. 用异丙醇漂洗两次
3. 自然干燥。
e. 浸入J-STD-004规定的ROL1类型助焊剂中。
f. 对于锡铅焊料,浸入245±5 ºC[473±9 ºF]的熔融
焊料中5秒钟。对于无铅焊料,浸入255±5 ºC
[491±9 ºF]的熔融焊料中5秒钟。
按照3.2.3节的要求清洗或漂洗,以去除或溶解
残留的助焊剂。
标准缠绕导线如果不立即使用时,要将其
贮存在干净、有盖的容
器中。在涂覆后,标准
绕线的使用寿命不应当超过30天。
3.2.5 ⽔ 用于蒸汽老化的水应当为蒸馏水或
去离子水。
3.3 设备 下列设备适用于本标准所述的两种
或两种以上的可焊性测试方法。专门用于某一
测试方法的设备,在第四章有关具体测试方法
的章节中予以说明。
3.3.1 蒸汽⽼化设备 蒸汽老化箱应当由非腐
蚀性材料制成,如:硅酸硼玻璃、石英玻璃、不
锈钢或PTFE。试样夹具应当是不容易发生电腐
蚀反应的。容器应该是绝缘的。应当根据表3-2
的要求维持老化等级下的蒸汽温度
。
应当采取防止压力过大的安全措施和保持
适当水位的措施。这两种情况都不应当导致蒸
汽冷却至低于规定温度。冷凝水应当自由滴落
回水中。应该特别注意尽量减少冷凝水与试样
之间的接触。
3.3.2 焊料槽 所有适用的测试应当使用恒温
控制的静态焊料槽。焊料槽应当具有足够的尺
寸,以便容纳试样和足够的焊料,以保持测试期
间的焊料温度,并防止杂质含量超过限值(见
3.5.1节和3.5.2节)。至少应该使用750g焊料。
注:当使用无铅焊料合金时,应该采取预防措
施以防止由于金属侵蚀损坏焊料槽。
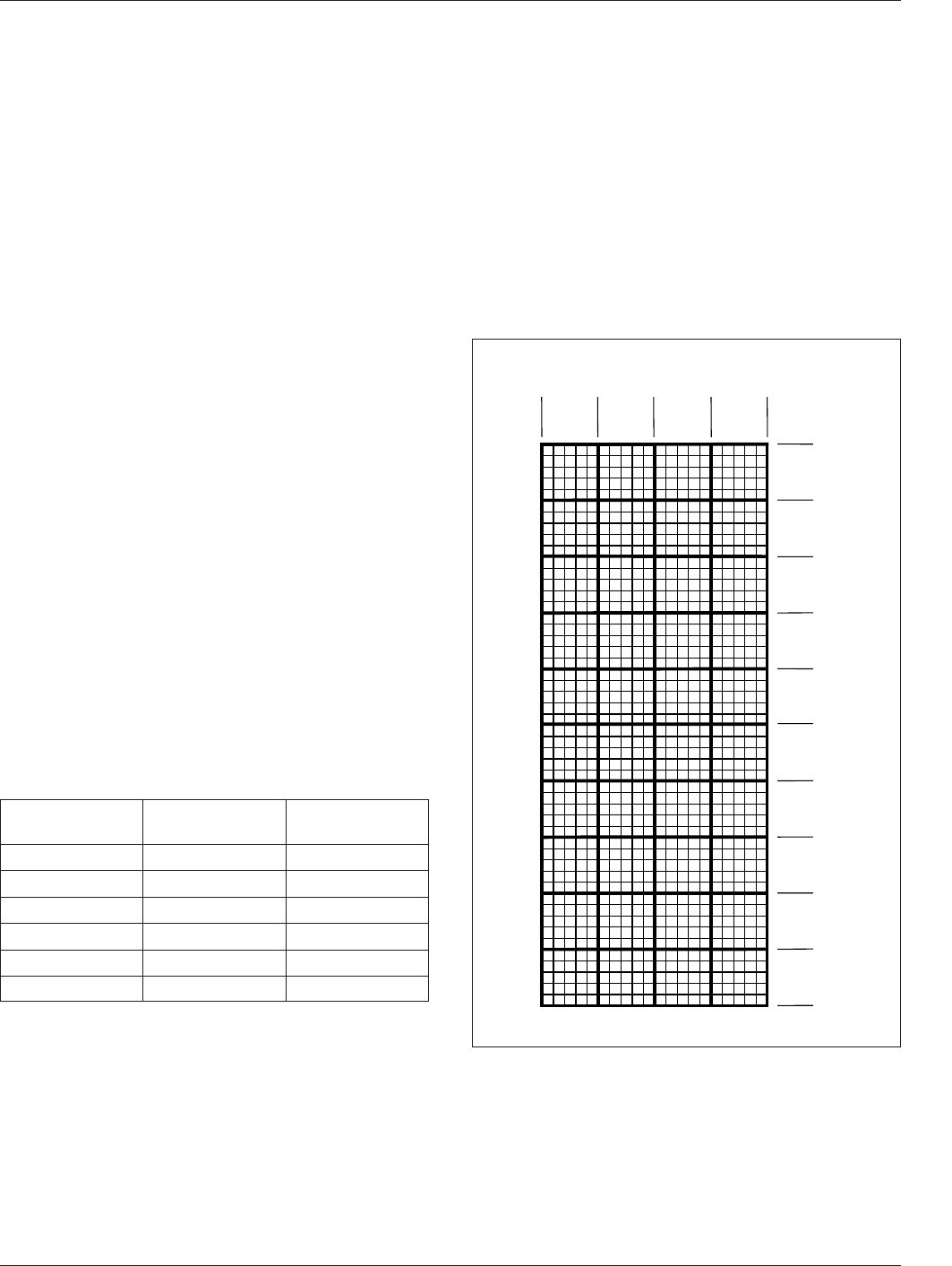
3.3.3 光学检查设备 所有要求目检的测试
方法应当使用具有10倍放大倍数、配备有刻度
线或等效装置的放大装置进行测量(见各项测
试方法)。图3-1显示了刻度线的实例。应当使用
无影灯光进行适当的检验。
3.3.3.1 仲裁放⼤倍数 仲裁放大倍数应当为30
倍。对 于细节距有引线元器件(
0.5mm[0.020in]
节距或更小),裁放大倍数应当为70倍。仲裁条
件应当只用于验收在检验放大倍数下被拒收的
产品。
表3-2 蒸汽温度要求
海拔⾼度
当地平均沸点
(ºC)
蒸汽温度限值
(ºC)
0-305m 100 93±3
305-610m 99 92±3
610-914m 98 91±3
914-1219m 97 90±3
1219-1524m 96 89±3
1524-1829m 95 88±3
IPC-002c-3-1
图3-1 刻度线实例
20 15 10 5 0
0
5
10
15
20
25
30
35
40
45
50
IPC/ECA J-STD-002C附修订本1 2008年11月
4
3.3.4 浸⼊装置 浸焊装置应当是机械式的或
机电式的,能够按照4.2.1至4.2.9节的规定控制
浸入和提出速度、停留时间和浸入深度。夹具
的设计应当可以防止过多的助焊剂残留在夹具
中,并能使热损耗最小化和确保测试结果的可
再现性。
3.3.5 计时装置 计时装置应当是自动的,适
用时,能满足测试方法的精度要求。
3.4 测试准备
3.4.1 试样的准备和表⾯条件 应当在相当于
实际组装焊接时的条件下对所有的元器件引线
或端子进行测试。应当采用不会引起污染的方
式处理待测试样
表面,也不应当擦拭、清洗、
刮削或研磨待测试的引线或端子。
应当在适用的采购文件中规定引线或端子
的专门制备要求,如测试前的弯曲或重新定向。
如果必须去除多股线上的绝缘皮时,应当采用
不会使导线的各股线松散或受损的方式。
3.4.1.1 蒸汽⽼化分类 用户应当向供应商指
定所要求的涂覆层耐久性(见1.4节),并将此作
为采购协议的一部分。应当按照表1-1的要求进
行加速蒸汽老化。应当按照表3-3进行可焊性测
试。
3.4.2 蒸汽⽼化 在涂敷助焊剂和进行可焊性
测试之前,2类和3类涂层耐久性的所有试样应当
在3.3.1节所述条件下且蒸汽温度低于当地沸点
7 ºC[12.6 ºF]的设备中进行老化(见表3-2)。
将待测试的所有元器件置于蒸汽老化箱
内,试样的引线或端子不应当触碰到老化箱腔
壁,这样形成的冷凝水就不会从引线或端子排
放到封装体,比如:对于双列封装,采取“引
线向下”(dead bug)的方式放置在
老化箱内。
不应当将试样堆叠放置于老化箱内,这样
会限制其表面暴露于蒸汽中。试样距老化箱外壁
应当大于10mm[0.39in],同时不应当接触老化箱
内腔壁。此外,试样的任意一部分都应当距离
水面40mm[1.57in]以上。
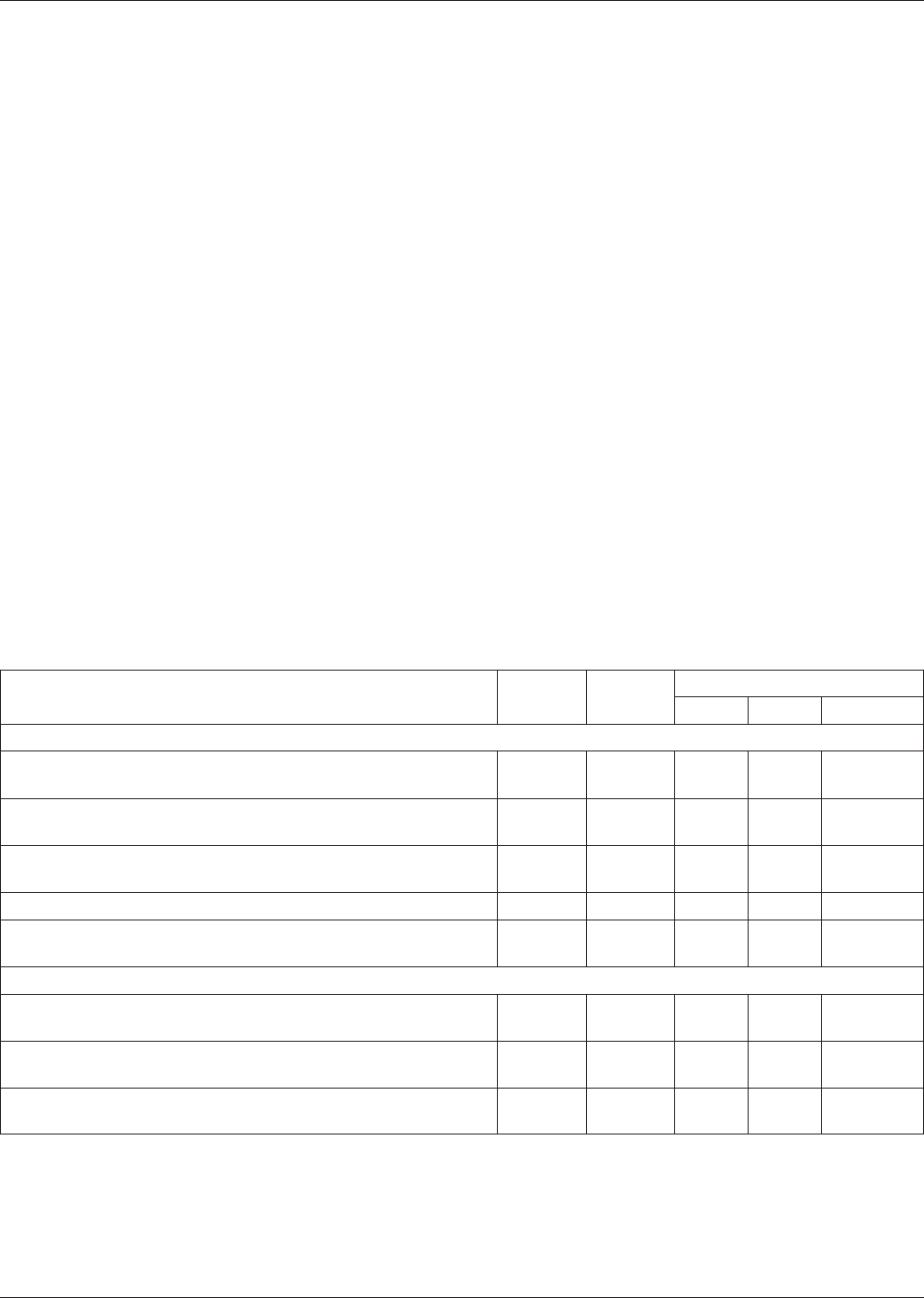
表3-3 根据元器件类型选择可焊性测试⽅法
测试⽅法 缠绕导线 通孔组装
表⾯贴装
⽆引线 J形引线 鸥翼形引线
具有外观验收标准的测试
A–浸焊观察测试(有引线元器件和多股导线),锡铅焊料
A1 – 浸焊观察测试(有引线元器件和多股导线),无铅焊料
XXX
B–浸焊观察测试(无引线元器件),锡铅焊料
B1 – 浸焊观察测试(无引线元器件),无铅焊料
X
C–缠绕导线测试,锡铅焊料
C1 – 缠绕导线测试,无铅焊料
X
D–金属层耐溶蚀性/退润湿测试,锡铅焊料和无铅焊料 XX X
S–表面贴装工艺模拟测试,锡铅焊料
S1 – 表面贴装工艺模拟测试,无铅焊料
XX X
⼒度测量测试
E–润湿称量焊料槽测试(有引线元器件),锡铅
焊料
E1 – 润湿称量焊料槽测试(有引线元器件),无铅焊料
XXX
F–润湿称量焊料槽测试(无引线元器件)锡铅焊料
F1 – 润湿称量焊料槽测试(无引线元器件)无铅焊料
X
G–润湿称量焊球测试,锡铅焊料
G1 – 润湿称量焊球测试,无铅焊料
XX X
2008年11月 IPC/ECA J-STD-002C附修订本1
5